сд
ГчЭ
4
СО
Изобрегение относится к нрсжатному производству и может быть использовано на не прерывно-заготовочных станах.
Целью изобретения является увеличение производительности и выхода годного за счет комнепсании влиянии износа калибра на ве- ,|ичину скручивания раската.
На чертеже показан расположенный с наклоном к осям ва. жов ящичный калибр с раскатом (зап1трпховапо). Стрс. 1ками показано нанрав;1ение смсп1ения ручьев ка- липра относи гсльпо друг друга, приводян1ес к умсньнк ник) нслпчппы ск)учивания раската.
При износе ручьев калибра 1 и отклонении угла скручивания переднего конца раската 2 от заданного (90 или 45), но не вы- зываюп1его сва.швания раската в пос. 1едук)- niCM ка. 1ибре, калибра сметают, как показано на чертеже, д(} восстановления за- данной величины yr.ie скручивания.
Пример. Прокатка осушествля.пась па опытно-нромыименном стане 250. Износ калибров но ornoniennk) к исходному состоянию задава.1ся накаткой их новерхности. Уг().1 наклона калибров к оси врап1епия валков ра пялся 6. Темпс П1тура дефо)мапии lacKara составля. 1а 1200 ,. Ирокатываемьп материалста.:и, 45. 1-1еболЫ1 ое CMCULC0
0
5
ние ручьев калибра, порядка 0,008-0,1 его Н1ирины, достаточное для компенсации влияния износа валков, не 11риводит к значительному искажению профиля ноперечног о сечения раската и не отражается на качестве готовой продукции.
Г езультаты экспериментов представлены в габ. пше.
Предлагаемый способ прокатки характеризуется :1(})фекти 11остьк; и простотой 1)име нения.
Формула iL ioupejени.ч
(люсоб прокагки заготовок, вклк)чаю1пий скручивание раската в межк,летьево.м промежутке непрерывно-заготовочного сгана с обжатием в ручьях калибра, распо.южеиного с пак. юпо.м отп()сите;1ьно гори..;о|-1гальпых осей валков в сторону скр учива: - ; раската, обличающийся тем, что, с .- увели- ч(ми1я ироизводите. пиюсти и выхода г одпого за счет комнепсации влияния износа калибра всличипу скручивания раската, угол скручииа1И1я кор)ектируют по .мере износа калибра в ироцессе эксплуатации путем сме- шепия ка.аибра относительно друг- ;i|iyi a и нап;)аи,:|енип скручивания раската.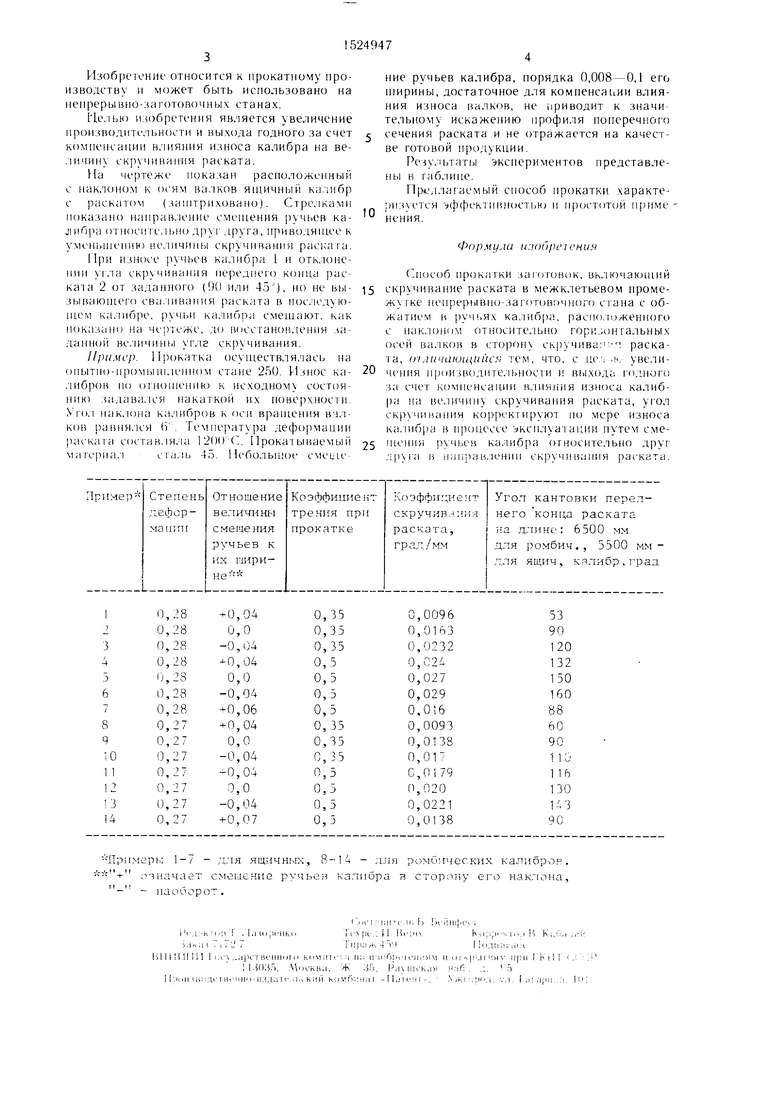
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| Способ прокатки заготовок | 1985 |
|
SU1276383A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
Изобретение относится к прокатному производству и может использоваться при прокатке заготовок на непрерывно-заготовочных станах. Цель изобретения - увеличение производительности и выхода годного за счет компенсации влияния износа калибра на величину скручивания раската. Раскат 2 обжимают в калибре 1, ручьи которого наклонены к осям валков. Вследствие наклона калибра заготовка скручивается в межклетевом промежутке стана и входит в следующий калибр скантованной на 90 или 45°. По мере износа калибра угол скручивания возрастает, что приводит к сваливанию раската в калибре, трудностям его задачи в валки и к необходимости перевалки. Для исключения этих неблагоприятных последствий ручьи калибра взаимно смещают в направлении скручивания раската. 1 ил., 1 табл.
| Способ прокатки заготовок | 1985 |
|
SU1276383A1 |
| Ручной ткацкий станок | 1923 |
|
SU821A1 |
