Иэобретение относится к прокат-ому производству, а именно к кон- струкциям валковой арматуры прокатых юпетей сортовых станов.
Цель изобретеьшя - обеспечение, стойчивой сортовой, прокатки и упро- ение конструкции валковой арматуры,
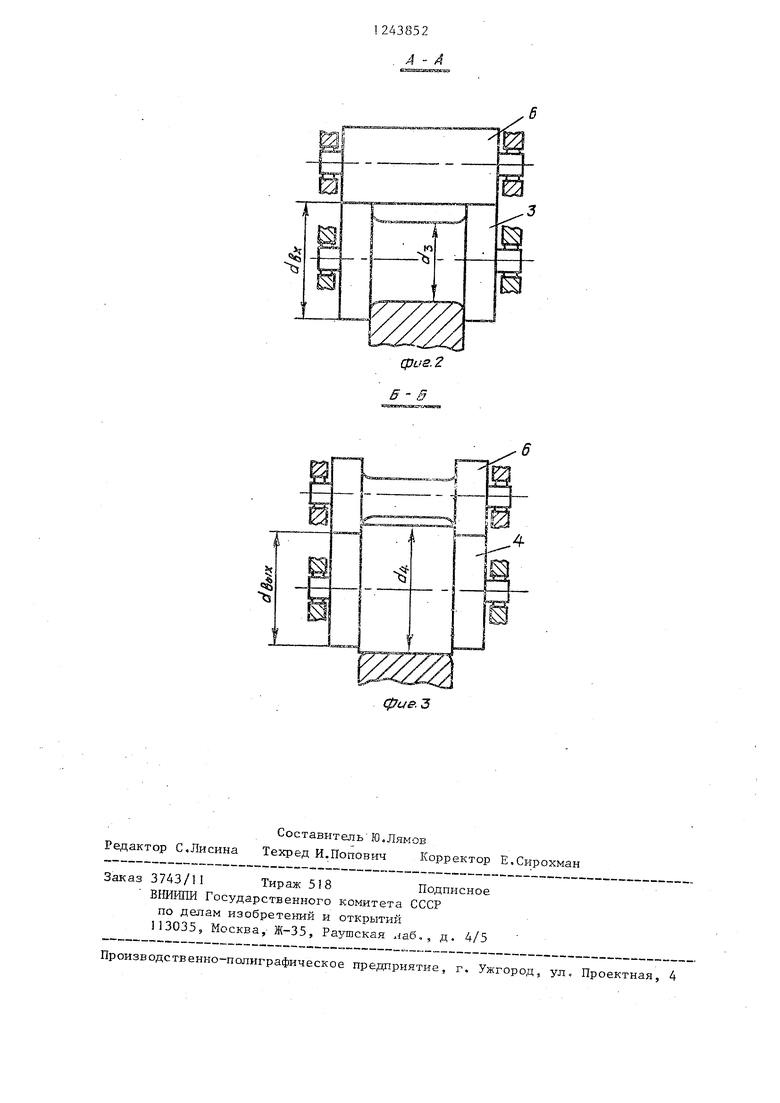
На фиг,1 схемат,ически изображена предлагаемая прокатная клеть, общий в,ид; на фиг,2 т сечение А-А на фиг.1 на фиг,3 - сечение Б-Б на фиг.1.
Прокатная клеть содержк(т верхний I и иилсний 2 рабочие валки. По обеим сторонам от оси валков 00,, установлены перед входом в клеть и на выходе из нее направляющие ролики 3 и 4. . обеспечепия .привода роликов 3 и 4 они снаблсены фрикционными роликами 5, бочки которых с одной стороны о,перты на ролики 3 и 4, ас дру- гой стороны - на бочки верхнего или нижнего рабочих валков. Фрикционные 5 ролики ,могут быть расположены в корпусах 6 соответствующего нанрав- ляющего ролика, а для обеспечения надежного контакта они подпружинены.
Кинематическая связь ро,пиков проводок с валками прокатной клети посредством фрикционных подпружиненных роликов позволяет осуществить принудител,ьную задачу заготовок и выдачу проката проводками и, тем самым, повысить надежность работы валковой арматуры, Диаметр опорной поверхности ролика 3 на входе в клеть в зависимости от величины отставания заднего конца заготовки относительно поверхности вапков должен быть в пределах dgj / (1., 1-1 ,3) clj, где d - диаметр дна ручья ролика 3,
Увеличеш-ie этого отношения более 1,3 dj приводит к тому, что линейная скорость поверхности дна калибра становится больше, чем линейная скорость заднего конца полосы,, что ведет к проскальзыванию ролика относительно валков и проката.
Уменьшение этого отношения менее 1,1 dj также ведет к проскальзыванию роликов относительно валков и полосы. Размер диаметра онорной поверхности
ролика па выходе из клети в зависимости от величины опережения переднего конца проката к скорости поверхности вапков должен находиться в пределах d. : (1 ,02-1 ,08) d , где d диаметр дна ручья калибра родика 4. Уменьше1ше его менее 1,08 d и уве- личездае более 1,02 d ведет также к проска.пьзьтанию роликов относительно вал1со в и проката,
Клеть работает сле,дующим образом,
1шючают привод прокатной клети (не показан), который приводит во врагс ег-ше валки. С валков крутяпщй момент передается посредством фрикЦИО1П1ЫХ роликов 5 роликам 3 на входе в клеть и роликам 4 на выходе из клети. Затем заготовка подается манду роликагж 3., захватывается роликами 4 и принудительно задается в рабочие
валки I и 2. После выхода из вапков прокат принудительно выдается роликами 5«. Во время работы проме)1суточ ные ролики прижимаются пружинами к валкам и опорным поверхностям d,i и
dj роликов 3 и 4, благодаря чему
происходит устойчивая передача крутящего момента на ролики, надежная задача заготовок и выдача проката из клети,
.,
Предашгаемая газеть по сравнению с клетью-прототипом i-вдеет следующее преимущества: упрощается конструкция клети путем устранения выдающих и
задагапщх устройств/ снабженных, как правшю, индивиду ал bHbLM прИБ,одом| уменьшаются габариты клети за счет снижения застреваний заготовки и полосы в валковой арматуре, на 5%
повьпаается производительность клети, снижается метатглоемкость стана и трудоемкость его изготовления.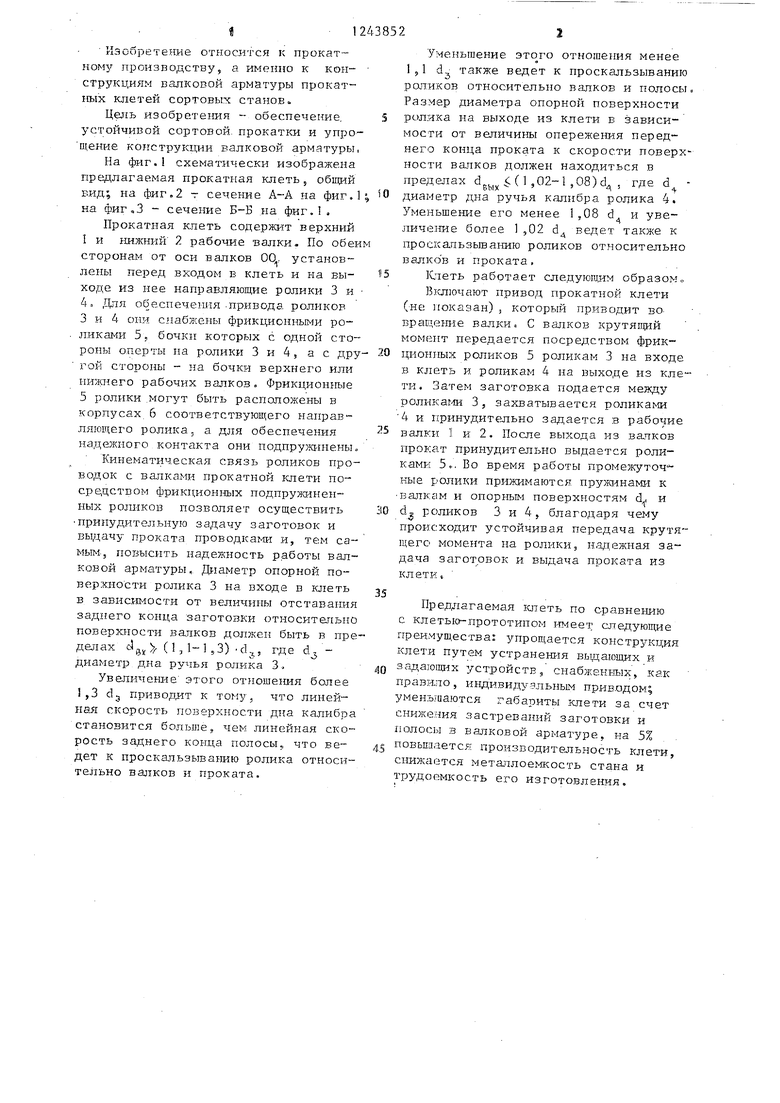
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1988 |
|
SU1524948A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2036743C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2004 |
|
RU2272684C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |

фие. З
| Устройство для охвата полосой валков в прокатной клети | 1976 |
|
SU579050A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Обводная направляющая проводка прокатной клети полосового стана | 1978 |
|
SU710710A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
