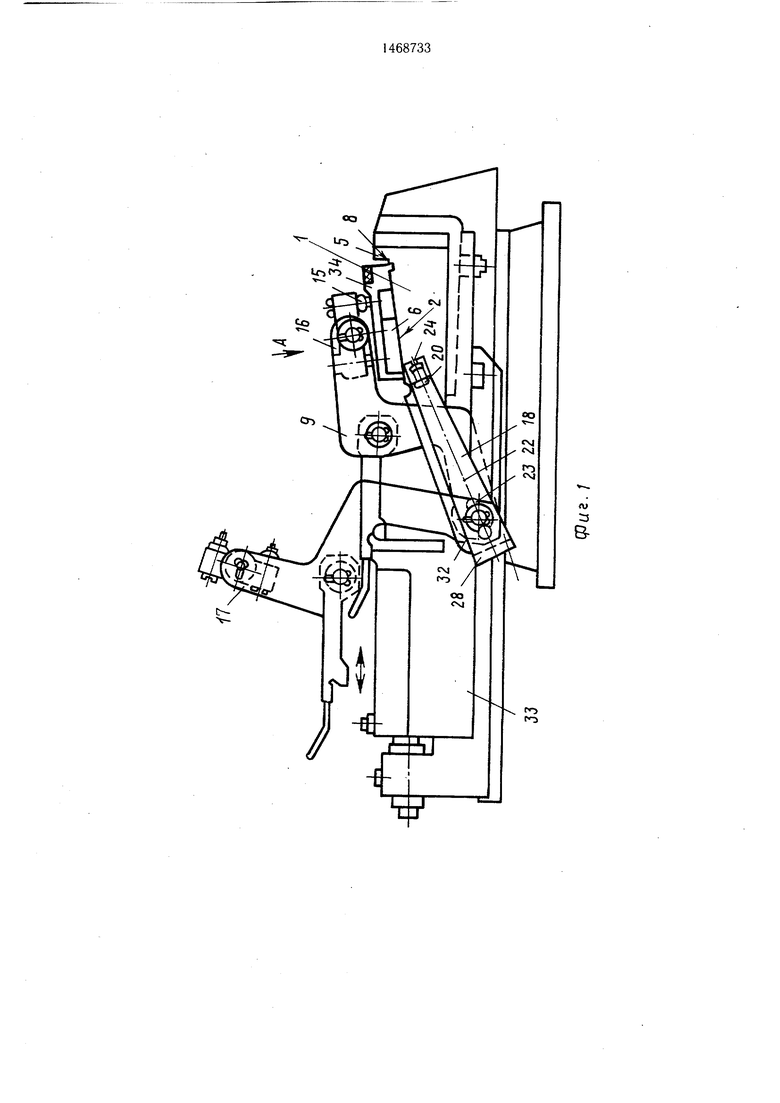
Изобретение относится к машиностроению, а именно к зажимным устройствам, и может быть использовано для установки и зажима пакета обрабатываемых деталей. Цель изобретения - улучшение эксплуатационных характеристик путем повышения точности установки пакета деталей. На фиг. 1 приведена наладка, установленная в тисках, обший вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 2. Наладка тисков содержит основание 1 с опорной поверхностью 2 и опору 3. Боковой 4 и фронтальный 5 упоры закреплены на основании 1. Боковой прижим 6 установлен на основании 1 и подпружинен в сторону рабочих поверхностей 7 и 8 бокового 4 и фронтального 5 упоров. Рычаги 9 и 10 закреплены первыми своими концами 11 и 12 на боковой поверхности 13 основания 1 с возможностью вращения вокруг оси 14, параллельной опорной поверх,нос- ти 2. Прижимные плунжеры 15 установлены на вторых концах 16 и 17 рычагов 9 и 10. Г-образная тяга 18 взаимодействует со стержнем 19 и его ограничителем 20. На стойке 21 тяги 18 вдоль оси 22 выполнены пазы 23 и 24, а на конце 25 стойки 21 выполнена наклонная поверхность 26. Наклон поверхности 26 направлен к концу 27 стойки 21, на котором закреплена полка 28, а обраш,ена эта поверхность 26 в сторону, противоположную полке 28.
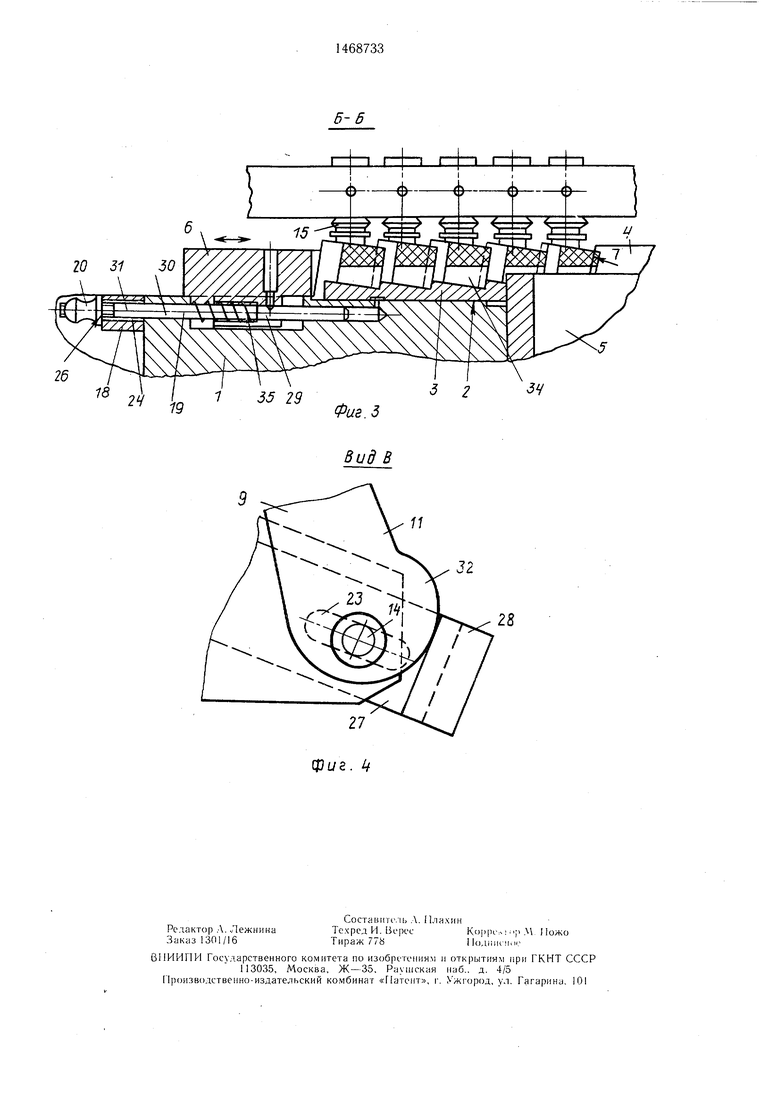
Тяга 18 установлена своим пазом 23 на оси 14 рычага 9, так что полка 28 направлена в сторону этого рычага 9.
Конец 29 стержня 19 закреплен на боковом прижиме 6 так, что его ось 30 расположена вдоль направления перемещения прижима 6, а второй его конец 31 расположен в пазе 24.,
Ограничитель 20 закреплен на втором конце 31 стержня 19 и взаимодействует с наклонной поверхностью 26 стойки 21. На первом конце 11 рычага 9, на оси 14 которого установлена тяга 18, выполнен кулачок 32, взаимодействующий с полкой 28 тяги 18.
Устройство работает следующим образом.
Наладку устанавливают в тисках 33 и
закрепляют. Пакет деталей 34 устанавлива ют на опору 3 и ориентируют по упорам 4 и 5.
Для зажима пакета деталей 34 опускают
рычаги 9 и 10 с плунжерами 15. В начале
поворота рычага 9 под действием кулачка 32, ограничителя 20, воздействующего на наклонную поверхность 26, и пружины 35 начинает перемещаться тяга 18 вдоль оси 22. Ограничитель 20, скользя по наклонной поверхности 26, обеспечивает перемещение прижима 6 в направлении рабочих поверхностей 7 и 8 упоров 4 и 5. Происходит предварительный - поджим пакета деталей 34 к упорам 4 и 5. После этого опускают рычаги 9 и 10, при этом с помощью плунжеров 15 происходит окончательное закрепление деталей 34.
Раскрепление деталей 34 происходит в обратной последовательности.
Поднимают рычаги 9 и 10 с плунже5 рами 15. Кулачок 32, воздействуя на полку 28, перемещает тягу 18, которая через наклонную поверхность 26 воздействует на стержень 19 и отводит боковой прижим 6 от пакета деталей 34.
20
Формула изобретения
Наладка тисков, содержащая основание с опорной поверхностью, опору, закрепленную на этой поверхности, боковой и фрон5 тальный.упоры, закрепленные на основании, боковой прижим, установленный на основании и подпружиненный в сторону рабочих поверхностей бокового и ф|)01 тального упоров, рычаги, закрепленные первыми своими концами на боковой поверхности основа0 ния с возможностью поворота вокруг оси, параллельной опорной поверхности, прижимные плунжеры, установленные на вторых концах рычагов, отличающаяся тем, что, с целью улучшения эксплуатационных характеристик, она снабжена Г-образной тягой,
5 имеющей на свободном конце стойки наклонную к противоположному ее концу поверхность, обращенную в сторону, противоположную полке, а тяга установлена на оси поворота одного из рычагов, с возможностью
0 перемещения вдоль стойки так, что полка направлена в сторону этого рычага, стержнем, один конец которого закреплен на боковом прижиме так, что его ось расположена вдоль направления перемещения прижима, ограничителем, закрепленным на вто5 ром конце стержня с возможностью взаимодействия с наклонной поверхностью стойки, на первом конце рычага, на оси поворота которого установлена тяга, выполнен кулачок с возможностью взаимодействия с полкой тяги.
fit
3
Вfr
ггз
II II iI II
III.I
26
18
4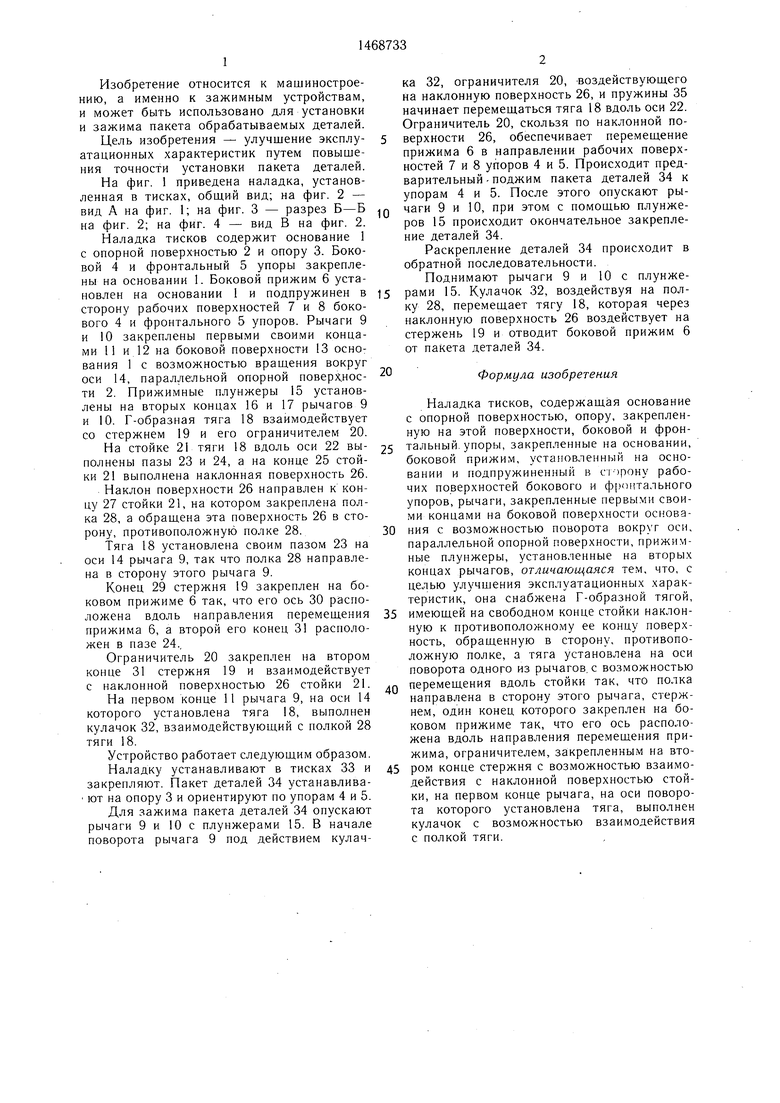
| название | год | авторы | номер документа |
|---|---|---|---|
| Наладка тисков | 1987 |
|
SU1524991A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Наладка тисков | 1989 |
|
SU1703442A1 |
| Наладка тисков | 1989 |
|
SU1719192A1 |
| Тиски | 1985 |
|
SU1281396A1 |
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| Тара для пакета купальных ванн | 1990 |
|
SU1751081A1 |
| Захватное устройство для листовыхМАТЕРиАлОВ | 1979 |
|
SU850546A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1988 |
|
SU1551455A1 |
| Устройство для загрузки деталей типа тел вращения | 1975 |
|
SU557908A1 |
И.чобретение относится к зажимным устройствам и может быть использовано л.чя хстаиовки.и зажима пакета обрабатываемых деталей. Целью изобретения является улучшение эксплуатационных характеристик путем повышения точности установки пакета деталей. На основании 1 установлены опоры 3, боковой 4 и фронтальный 5 упоры, боковой прижим, подпружиненный в сторону этих упоров. Рычаги 9, 10 закреплены на основании I с возможностью поворота вокруг оси 14. Наладку устанавливают в тисках и закрепляют. Опускаются рычаги 9, Юс плунжерами. В начале поворота рычага 9 под действием кулачка, ограничителя и пружины начинает перемещаться тяга и связанный с ней через ограничитель 20 боковой прижим, осуществляя предварительный поджим деталей 34 к упорам 4, 5. Опуская рычаги 9, 10 до контакта плунжеров с деталями 34 осуществляют их зажим. 4 ил. (О (Л 4 О5 00 со со
Bud в
11
32
| Типовые конструкции станочных приспособлений | |||
| Раздел VII, РТМ, Оргстанкип- нром, 1973, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Типовые конструкции станочных приспособлений | |||
| Приспособление к универсальным и карусельно-фрезерным станка.м | |||
| РТМ, вып I, Оргстанкинпром, 1973 с 112 | |||
