Изобретение относится к горячей прокатке труб из сталей и сплавов, в частности к технологическим смазкам для горячей прокатки труб.
Целью изобретения является снижение усилий прокатки и улучшение внутренней поверхности труб за счет расплавления окалины и создания условий для жидкостного трения в очаге деформации.
Смазку получают простым смешением компонентов.
Количество смазки, наносимой на внутреннюю поверхность гильз, перед подачей в автоматический стан составляло 90-120 г. Усилие прокатки определяли по амперметру главного привода автоматического стана.
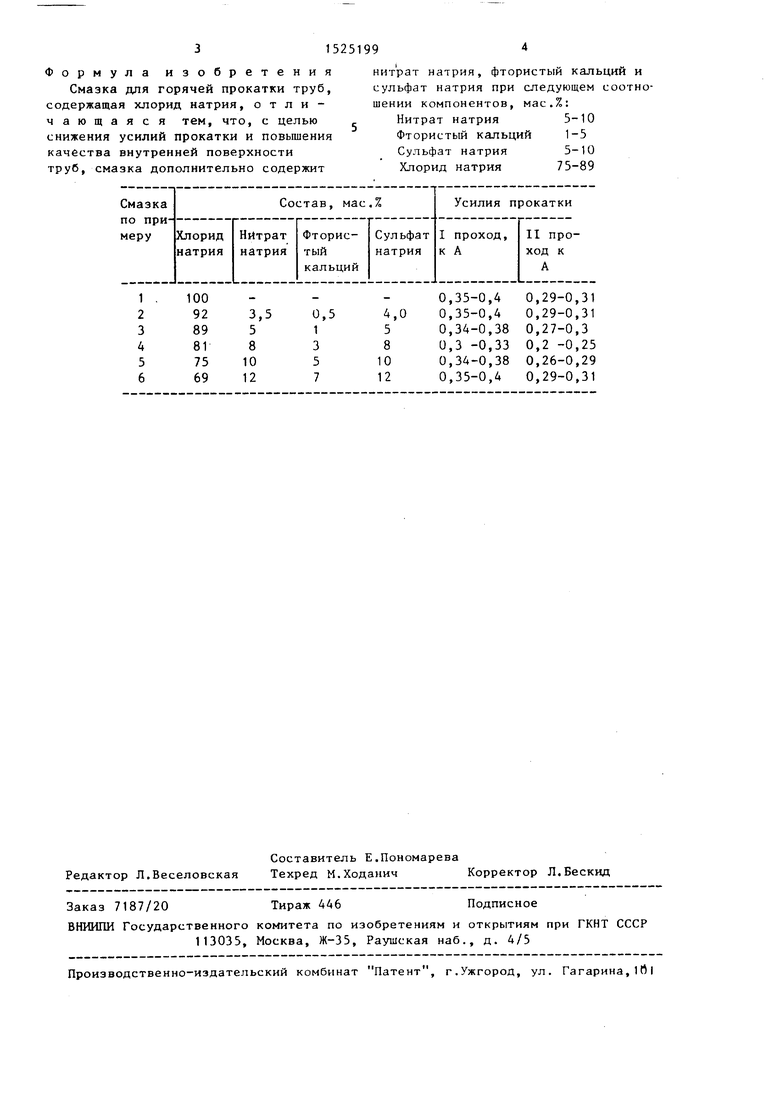
В таблице представлены составы смазок и результаты их испытания при прокатке обсадных труб размером 146x8,5 мм.
В результате испытаний установлено, что применение в процессе прокатки известной смазки (пример 1) и смазок с запредельными концентрациями (примеры 2 и 6) обуславливает налипание металла на оправку, на обрабатываемой поверхности образуются раковины, крупные порезы, в то время как при использовании предлагаемых составов смазок Нешипание металла на оправку отсутствует и внутренняя поверхность труб отвечает предъявляемым требованиям.
Из данных таблицы следует, что предлагаемые смазки при горячей прокатке снижают усилия прокатки в среднем на 16% в первом проходе и на 25% во втором, что, в свою очередь, обусловливает повьш1ение стойкости оправок и снижает количество бракованных труб.
сд
ю
Формула изобретения Смазка для горячей прокатки труб, содержащая хлорид натрия, отличающаяся тем, что, с целью снижения усилий прокатки и повышения качества внутренней поверхности труб, смазка дополнительно содержит
нитрат натрия, фтористый кальций и сульфат натрия при следующем соотношении компонентов, мас.%: Нитрат натрия 3-10 Фтористый кальций 1-5 Сульфат натрия 5-10 Хлорид натрия 75-89
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2218382C1 |
| ПРОДУКТ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2013 |
|
RU2536820C1 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1576549A1 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171512A1 |
| Смазка для теплой обработки металлов давлением | 1976 |
|
SU682558A1 |
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| Технологическая смазка для обработки металлов давлением | 1986 |
|
SU1425198A1 |
| Смазка для горячей прокатки труб | 1980 |
|
SU891763A1 |
| Смазка для горячей обработки внутренней поверхности труб | 1974 |
|
SU505674A1 |
Изобретение относится к области горячей прокатки труб из сталей и сплавов, в частности к технологическим смазкам для горячей прокатки труб. Цель - снижение усилий прокатки. Смазка содержит, мас.%: нитрат натрия 5-10
фтористый кальций 1-5
сульфат натрия 5-10 и хлорид натрия 75-89. Применение смазки снижает усилия прокатки в среднем на 16% в первом проходе и на 25% во втором проходе. 1 табл.
100 92 89 81 75 69
3,5
5
8 10 12
0,5
1
3
5
7
4,0
5
8
0 12
0,35-0,4
0,35-0,4
0,34-0,38
0,3 -0,33
0,34-0,38
0,35-0,4
0,29-0,31
0,29-0,31
0,27-0,3
0,2 -0,25
0,26-0,29
0,29-0,31
