1
Изобретение относится к металлургической промышленности и может быть использовано в прокатном производстве, например при теплой прокатке труб из нержавеющих сталей.
Деформация труб из нержавеющих сталей в связи с повышенной склонностью их к налипанию в сравнении с углеродистыми требует применения высокоэффективной смазки, обеспечивающей надежное разделение металла и прокатного инструмента и полное удаление ее с поверхности прокатных труб.
Известны смазки для холодной и тенлой прокаток металлов на жирнокислотной основе, а также смазки на основе мыл или минеральных и/или растительных масел, загущенных металлическими мылами и различными твердыми наполнителями 1.
Из-за низкой термостойкости (до 300°С) такие смазки непригодны при нрокатке нержавеющих труб, так как в очаге деформации температура развивается до 450- 500°С.
Эти смазки вследствие их полимеризации в процессе прокатки «пригорают к поверхности металла, за счет чего ухудшается качество поверхности труб и возрастают осевые усилия при сползании трубы с оправки.
Кроме того, во избежание возникновения межкристаллитной коррозии металла при последующей термообработке эти смазки необходимо полностью удалять с поверхности нержавеющих труб.
Известны смазки для холодной и тенлой обработок металлов давлением на основе солевых эвтектик 2-4. Из них наиболее приемлемыми для теплой прокатки нержавеющих труб являются смазки на основе нитритов и нитратов.
Однако в процессе теплой прокатки нержавеющих труб на этой смазке происходят очень сильное налипание металла по
наружной поверхности труб и наваривание его на оправку, резко снижается величина подачи трубы в очаг деформации.
Известна также смазка для теплой обработки металлов давлением на основе воды, графита, азотистокислого натрия, азотнокислого калия и углекислого кальция 5. Однако в процессе прокатки нод влиянием высокого давления 40-50 т (удельное давление 100-120 кг/мм) и высокой температуры в очаге деформации (400-500°С) известная смазка внедряется в кристаллическую решетку металла. Поэтому необходимо тщательное удаление ее остатков с поверхности нержавеющих труб, которое
возможно только в расплавах солей в присутствии окислителей и при высокой тем-. пературе 400-500°С.
Некачественное удаление графита с поверхности нержавеющих труб в процессе последующей термообработки их вызывает науглероживание металла, что приводит к браку по межкристаллитной коррозии.
Кроме того, присутствие графита в смазке ухудшает условия труда (загрязненность рабочего места и запыленность воздуха), так как мельчайшие частицы графита находятся в воздухе в устойчивом взвешенном состоянии.
Кроме того, смазочные свойства такой смазки не удовлетворительны, так как при более тяжелых режимах деформации (коэффициент вытяжки более 3) металл налипает на прокатный инструмент. В связи с этим на нарул ную и внутреннюю поверхности трубы дополнительно вручную наносят смазку, содержащую графит и натриевую селитру.
Целью изобретения является повышение качества обрабатываемой поверхности за счет снижения брака по межкристаллитной коррозии, связанного с науглероживанием металла, и улучшение условий труда.
Для достижения цели смазка на основе воды, азотистокислого натрия, азотнокислого калия и углекислого кальция дополнительно содержит гидроокись бария при следующем соотношении компонентов, вес.%: Азотистокислый натрий 11-27 Азотнокислый калий9-22
Углекислый кальций3- 8
Гидроокись бария5-15
ВодаДо 100
Смазку готовят следующим образом.
Растворяют в воде азотистокйсЛЫй йатрий и азотнокислый калий, затем Добавляют гидроокись бария и углекислый кальций в соответствующих количествах. Готовую смазку перемещивают, нагревают до 60-80°С и наносят методом окунания труб. Причем поверхность труб должна иметь подсмазочный слой, например медный (или оксалатный, или фосфатный). При легких
режимах деформации смазку можно применять без подсмазочного слоя.
Введение в смазку натриевой и калиевой солей обусловлено тем, что эти соли обладают удовлетворительными экранирующими свойствами. Расплавляясь в очаге деформации, они создают подвижную, текучую экранирующую среду.
Наличие гидроокиси бария в составе смазки за счет низкого его коэффициента
трения существенно повышает ее смазочные и противозадирные свойства. При этом процесс прокатки проходит стабильно, без налипания и наваривания металла на оправку и калибры, поверхность прокатываемых труб- отвечает предъявляемым требованиям.
Содержание гидроокиси бария 5- 15вес.% является предельно допустимым, так как при этом получают трубы высокого качества. Увеличение его процентного содержания вызывает повышение температуры плавления смазки (выще 300°С), что отрицательно сказывается на текучести смазки в зоне деформации и на процессе
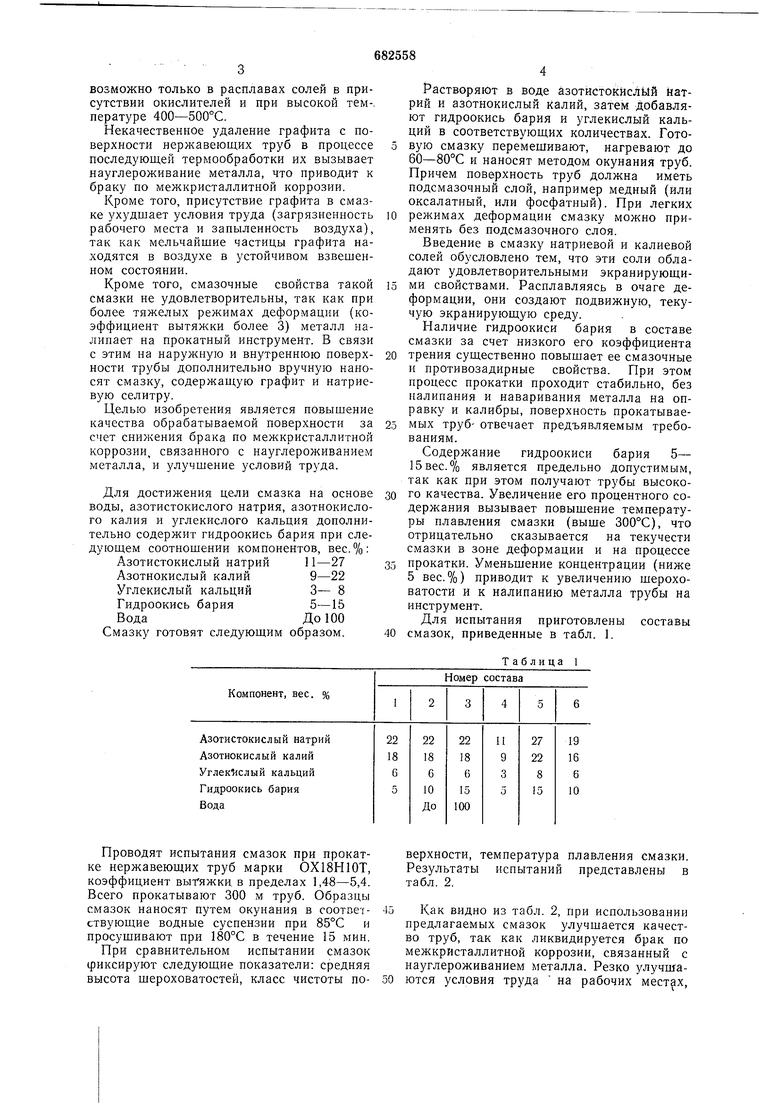
прокатки. Уменьшение концентрации (ниже 5 вес.%) приводит к увеличению шероховатости и к налипанию металла трубы на инструмент. Для испытания приготовлены составы
смазок, приведенные в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной и теплой обработки металлов давлением | 1982 |
|
SU1049527A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU505676A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU981352A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU702071A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Смазка для холодной обработки металлов давлением | 1973 |
|
SU493501A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| Способ изготовления труб из нержавеющих сталей и сплавов | 1979 |
|
SU872579A1 |
Проводят испытания смазок при прокатке нержавеющих труб марки ОХ18Н10Т, коэффициент выГяжки в пределах 1,48-5,4. Всего прокатывают 300 м труб. Образцы смазок наносят путем окунания в соответствующие водные суспензии при 85°С н просущивают при 180°С в течение 15 мин.
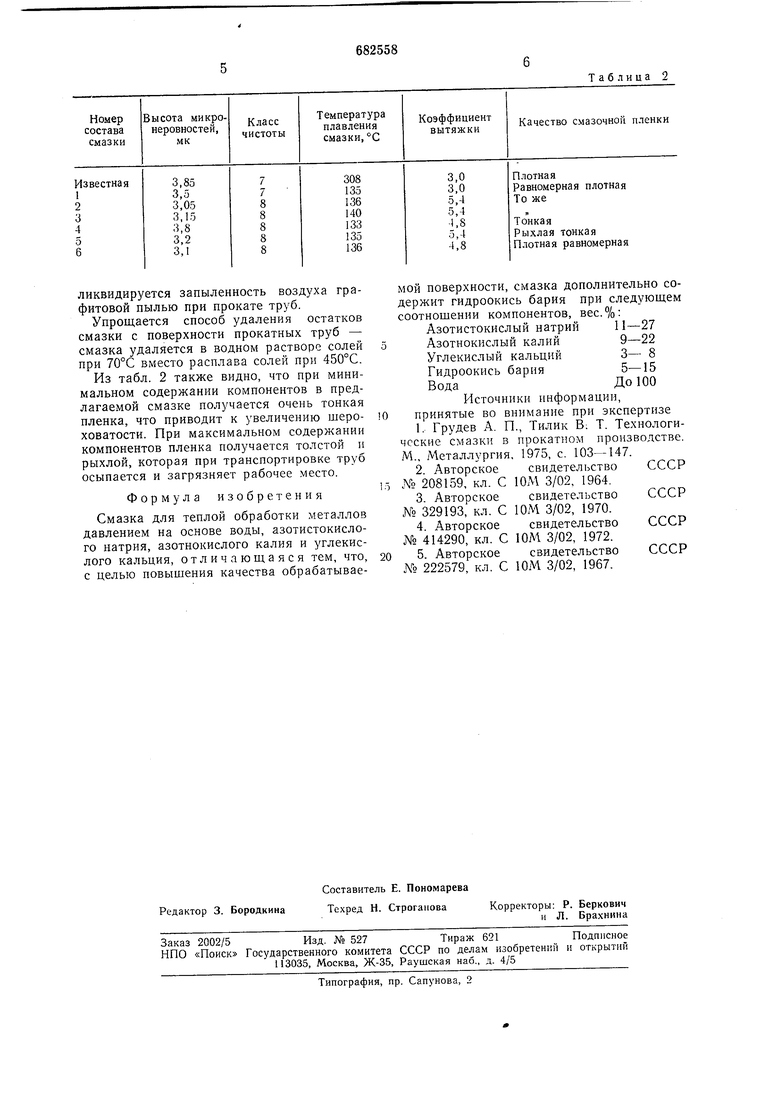
При сравнительном испытании смазок фиксируют следующие показатели: средняя высота шероховатостей, класс чистоты поверхности, температура плавления смазки. Результаты испытаний представлены в табл. 2.
Как видно из табл. 2, при использовании предлагаемых смазок улучшается качество труб, так как ликвидируется брак по межкристаллитной коррозии, связанный с науглероживанием металла. Резко улучшаются условия труда на рабочих местах.
ликвидируется запыленность воздуха графитовой пылью при прокате труб.
Упрощается способ удаления остатков смазки с поверхности прокатных труб - смазка удаляется в водном растворе солей при 70°С вместо расплава солей при 450°С.
Из табл. 2 также видно, что при минимальном содержании компонентов в предлагаемой смазке получается очепь тонкая пленка, что приводит к увеличению шероховатости. При максимальном содержании компонентов пленка получается толстой и рыхлой, которая при транспортировке труб осыпается и загрязняет рабочее место.
Формула изобретения
Смазка для теплой обработки металлов давлением на основе воды, азотистокислого натрия, азотнокислого калия и углекислого кальция, отличающаяся тем, что, с целью повышения качества обрабатываеТаблица 2
мой поверхности, смазка дополнительно содержит гидроокись бария при следующем соотношении компонентов, вес. %:
Азотистокислый натрий 11-27 Азотнокислый калий9-22
Углекислый кальций3- 8
Гидроокись бария5-15
ВодаДо 100
Источники информации, принятые во внимание при экспертизе
