Изобретение относится к обработке металлов давлением и может быть использовано для изготовления цилиндрических деталей типа ободьев колес.
Целью изобретения является расширение технологических возможностей путем изготовления цилиндрических деталей и повьш ение надежности работы.
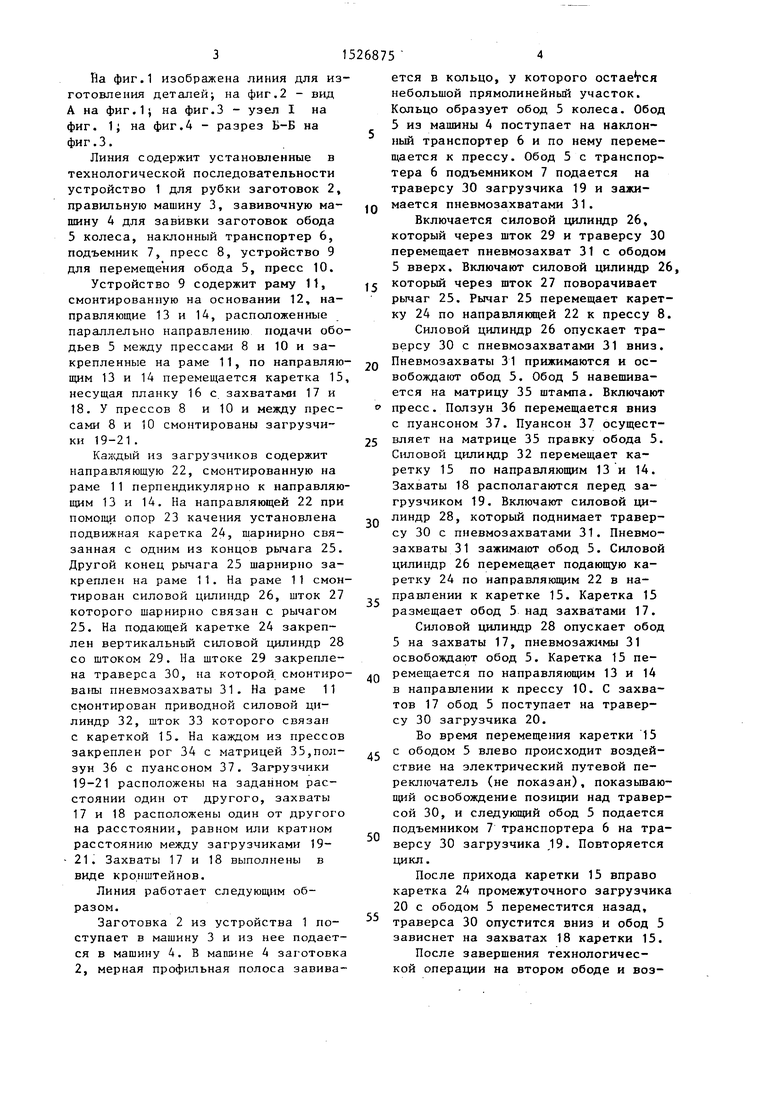
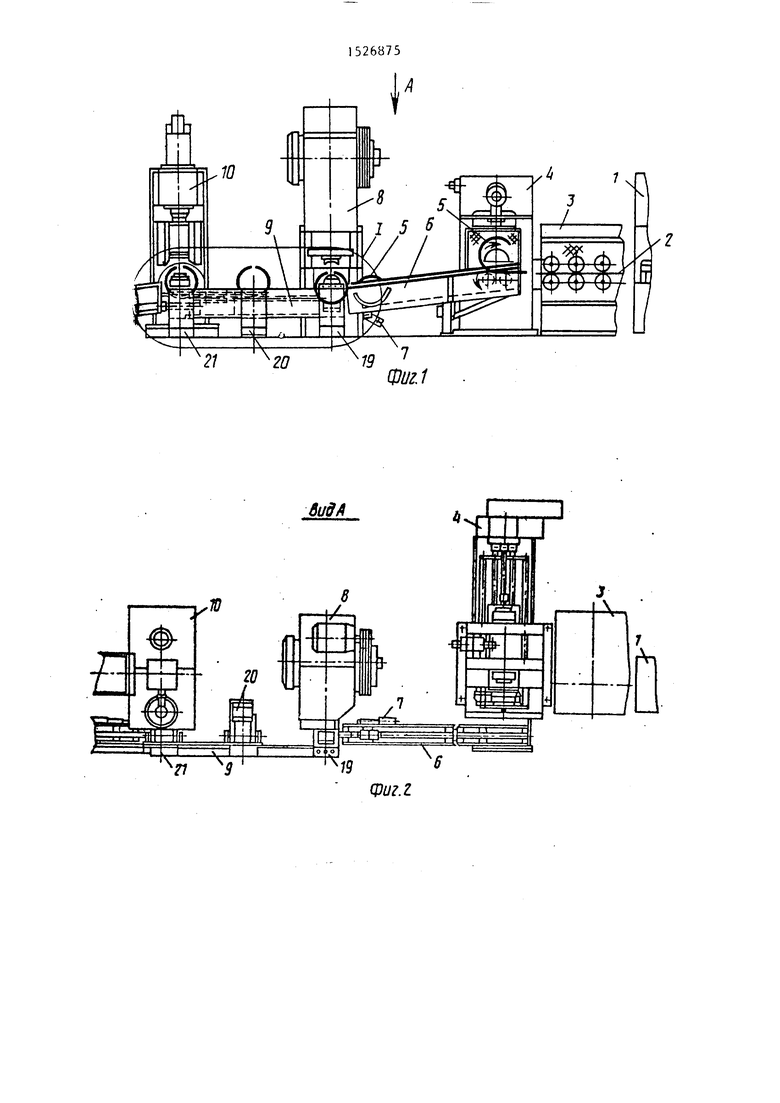
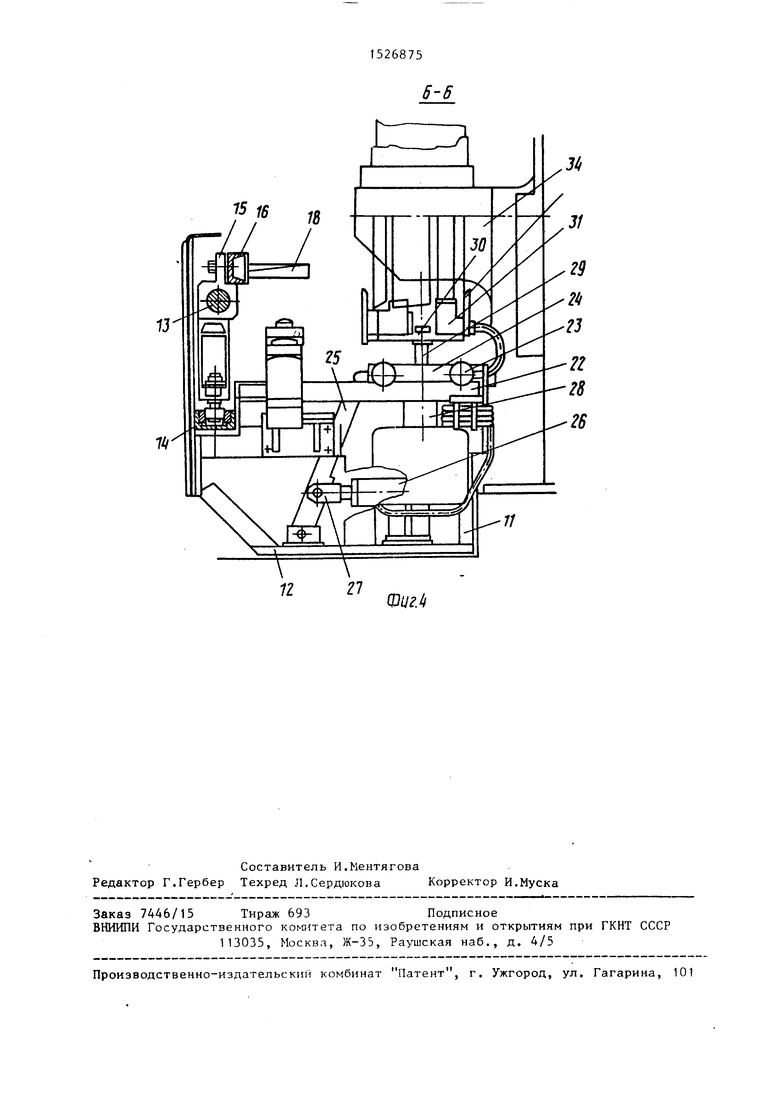
fia фиг.1 изображена линия для изготовления деталей; на фиг.2 - вид А на фиг.1; на фиг.З - узел I на фиг. 1; на фиг.4 - разрез Б-Б на фиг.З.
Линия содержит установленные в технологической последовательности устройство 1 для рубки заготовок 2, правильную машину 3, завивочную машину 4 для завивки заготовок обода 5 колеса, наклонный транспортер 6, подъемник 7, пресс 8, устройство 9 для перемещения обода 5, пресс 10.
Устройство 9 содержит раму 11, смонтированную на основании 12, направляющие 13 и 14, расположенные параллельно направлению подачи ободьев 5 между прессами 8 и 10 и закрепленные на раме 11, по направляющим 13 и 14 перемещается каретка 15 несущая планку 16 с захватами 17 и 18. У прессов 8 и 10 и между прессами 8 и 10 смонтированы загрузчики 19-21.
Каисдый из загрузчиков содержит направляющую 22, смонтированную на раме 11 перпендикулярно к направляющим 13 и 14. На направляющей 22 при помощи опор 23 качения установлена подвижная каретка 24, шарнирно связанная с одним из концов рычага 25. Другой конец рычага 25 шарнирно закреплен на раме 11. На раме 11 смонтирован силовой цилиндр 26, шток 27 которого шарнирно связан с рычагом 25. На подающей каретке 24 закреплен вертикальный силовой цилиндр 28 со штоком 29. На штоке 29 закреплена траверса 30, на которой смонтированы пневмозахваты 31. На раме 11 смонтирован приводной силовой цилиндр 32, шток 33 которого связан с кареткой 15. На каждом из прессов закреплен рог 34 с матрицей 35,ползун 36 с пуансоном 37. Загрузчики 19-21 расположены на заданном расстоянии один от другого, захваты 17 и 18 расположены один от другого на расстоянии, равном или кратном расстоянию между загрузчиками 19- - 21. Захваты 17 и 18 выполнены в виде кронштейнов.
Линия работает следующим образом.
Заготовка 2 из устройства 1 поступает в машину 3 и из нее подается в машину 4. В машине 4 заготовка 2, мерная профильная полоса завива
5
0
5
0
5
0
5
0
5
ется в кольцо, у которого ocTaeVcH небольшой прямолинейный участок. Кольцо образует обод 5 колеса. Обод 5 из машины 4 поступает на наклонный транспортер 6 и по нему перемещается к прессу. Обод 5 с транспортера 6 подъемником 7 подается на траверсу 30 загрузчика 19 и зажимается пневмозахватами 31.
Включается силовой цилиндр 26, который через шток 29 и траверсу 30 перемещает пневмозахват 31 с ободом 5 вверх. Включают силовой цилиндр 26, который через шток 27 поворачивает рычаг 25. Рычаг 25 перемещает каретку 24 по направлякяцей 22 к прессу 8.
Силовой цилиндр 26 опускает траверсу 30 с пневмозахватами 31 вниз. Пневмозахваты 31 прижимаются и освобождают обод 5. Обод 5 навешивается на матрицу 35 штампа. Включают пресс. Ползун 36 перемещается вниз с пуансоном 37. Пуансон 37 осуществляет на матрице 35 правку обода 5. Силовой цилиндр 32 перемещает каретку 15 по направляющим 13 и 14. Захваты 18 располагаются перед загрузчиком 19. Включают силовой цилиндр 28, который поднимает траверсу 30 с пневмозахватами 31. Пневмозахваты 31 зажимают обод 5. Силовой цилиндр 26 перемещвет подающую каретку 24 по направляющим 22 в направлении к каретке 15. Каретка 15 размещает обод 5 над захватами 17.
Силовой цилиндр 28 опускает обод 5 на захваты 17, пневмозажнмы 31 освобождают обод 5. Каретка 15 перемещается по направляющим 13 и 14 в направлении к прессу 10. С захватов 17 обод 5 поступает на траверсу 30 загрузчика 20.
Во время перемещения каретки 15 с ободом 5 влево происходит воздействие на электрический путевой переключатель (не показан), показьшаю- щий освобождение позиции над траверсой 30, и следующий обод 5 подается подъемником 7 транспортера 6 на траверсу 30 загрузчика ,19. Повторяется цикл.
После прихода каретки 15 вправо каретка 24 промежуточного загрузчика 20 с ободом 5 переместится назад, траверса 30 опустится вниз и обод 5 зависнет на захватах 18 каретки 15.
После завершения технологической операции на втором ободе и возврате обода из пресса назад снова дается команда на перемещение обода влево. Каретка 15 уходит влево. Первый обод на захватах 18 оказывается в зоне загрузчика 21 пресса 10 а второй обод 5 на захватах 17 - в зоне промежуточного загрузчика 20. Траверсы 30 обоих загрузчиков 20 и 21 поднимаются, снимая ободья с захватов 17 и 18, и каретки 24 загрузчиков 20 и 21 перемещаются вперед, выводя ободья из зоны захватов 17 и 18. Траверса 30 загрузчика 21 опускается, навешивая обод на матрицу 35. После ухода траверсы 30 ВНИЗ автоматически включается ход пресса 10 системой управления (не показана). Ходом ползуна пресса 10 вверх включается подъем траверсы 30 обод снимается с матрицы 35, а каретка 24, ходом назад, возвращает обод 5 в заднее положение.
.Формула изобретения 25
1. Линия для изготовления деталей, содержащая расположенные в технологической последовательности по меньшей мере два пресса с рабочими инструментами, систему управления, устройство для перемещения деталей между прессами, выполненное в виде горизонтальных направляющих, расположенных на основании параллельно оси перемещения деталей, каретки, подвижно установленной на горизонтальных направляющих, и захватов, смонтированных на каретке, по меньшей мере три загрузчика, выполненные каждый в виде горизонтально расположенной на основании дополнительной направляющей, подвижной каретки.
0
5
0
5
0
5
0
установленной на дополнительной направляющей, привода, перемещения и дополнительных захватов, установленных на подвижной каретке, отличающаяся тем, что, с целью расширения технологических возможностей путем изготовления цилиндрических деталей и повышения надежности в работе, горизонтальные на- правляюш е расположены перед прессами вдоль их фронта, каждая из двух дополнительных направляющих расположена у одного из прессов и смонтирована между прессом и горизонтальными направляю1цими перпендикулярно к горизонтальным направляющим, третья дополнительная направляющая смонтирована между прессами перпендикулярно к горизонтальным направляющим, дополнительные захваты выполнены в В1аде траверсы для размещения деталей, смонтированной с возможностью перемещения в вертикальном направлении, и приводных зажимов, закрепленных на траверсе, захваты выполнены в виде двух пар кронштейнов, закрепленных на каретке последовательно одна за другой в направлении перемещения деталей и расположенных одна от другой на расстоянии, кратном расстоянию между дополнительными направляющими.
2. Линия по п. 1, отличающаяся тем, что привод перемещения выполнен в виде рычага, один конец которого шарнирно закреплен на основании, а другой его конец шар- 1шрно закреплен на подвижной каретке, и силового цилиндра, шарнирно закрепленного на основании и связанного с рычагом.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| Устройство к прессу перемещения материала | 1988 |
|
SU1507498A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| СТЕНД ДЛЯ МОНТАЖА И ДЕМОНТАЖА ШИНЫ КОЛЕСА БОЛЬШЕГРУЗНОГО АВТОМОБИЛЯ И ПОДВЕСКА ДЛЯ ЗАХВАТА КОЛЕСА | 2007 |
|
RU2340465C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления цилиндрических деталей типа ободьев колес. Цель изобретения - расширение технологических возможностей путем изготовления цилиндрических деталей и повышение надежности работы. Детали изготавливают на линии, содержащей расположенные в технологической последовательности по меньшей мере два пресса с рабочими инструментами, систему управления, устройство для перемещения деталей между прессами и по меньшей мере три загрузчика. Устройство содержит горизонтальные направляющие, расположенные на основании параллельно оси перемещения деталей, каретку, подвижно установленную на горизонтальных направляющих, а также захваты. Горизонтальные направляющие расположены перед прессами вдоль их фронта. захваты выполнены в виде двух пар кронштейнов, закрепленных на каретке последовательно один за другим в направлении перемещения деталей. Каждый из загрузчиков содержит горизонтально расположенную дополнительную направляющую, подвижную каретку, установленную на дополнительной направляющей и связанную с приводом перемещения, дополнительные захваты. Каждая из двух дополнительных направляющих расположена у одного из прессов перпендикулярно к горизонтальным направляющим и смонтирована на основании между прессом и горизонтальными направляющими. Третья дополнительная направляющая смонтирована между прессами перпендикулярно к горизонтальным направляющим. На подвижной каретке смонтирован дополнительный захват, выполненный в виде подвижной в вертикальном направлении траверсы, несущей приводные зажимы. Привод перемещения выполнен в виде рычага. Один конец рычага шарнирно закреплен на основании, а другой шарнирно закреплен на подвижной каретке. Рычаг приводится в движение от силового цилиндра, смонтированного на основании. 1 з.п.ф-лы, 4 ил.
ВидА
Зl
Фиг.
| Линия штамповки изделий из листовых заготовок | 1984 |
|
SU1234005A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
