Изобретение относится к металлургии и может быть использовано для обработки металла шлаком в ковше.
Целью изобретения является сниже- ние потерь металла и увеличение безопасности работ за счет исключения разбрызгивания металла при вьшуске, повышение стойкости футеровки сливного носка и порога.
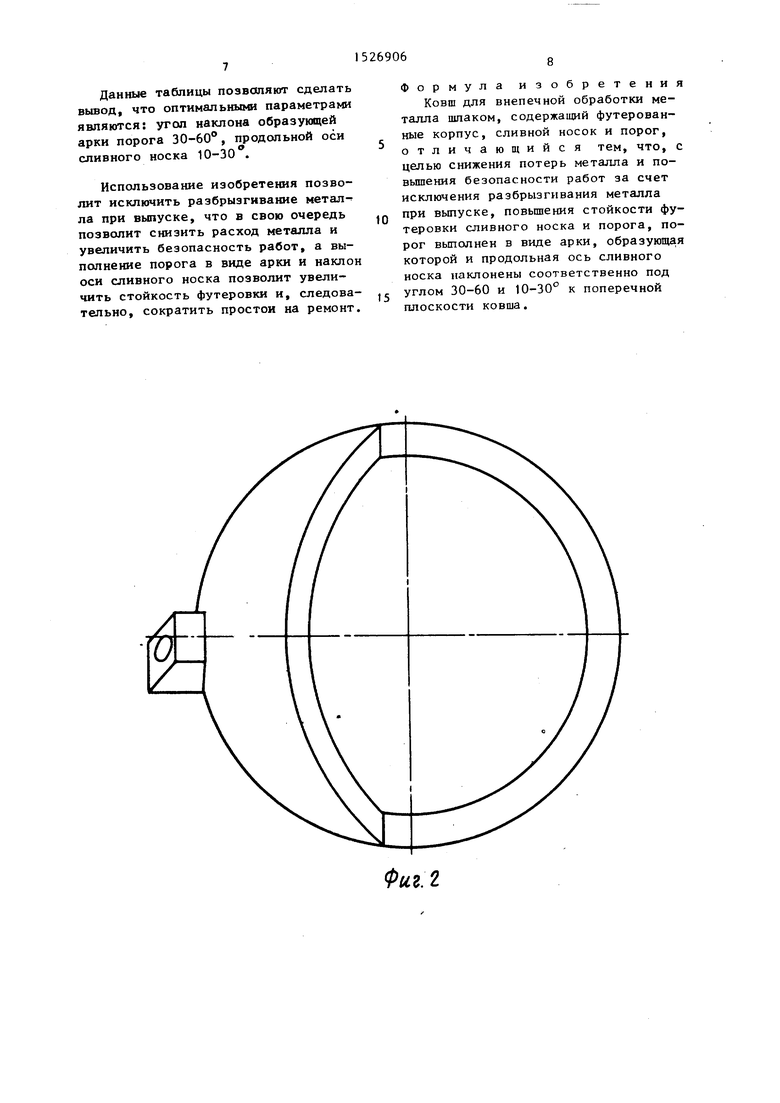
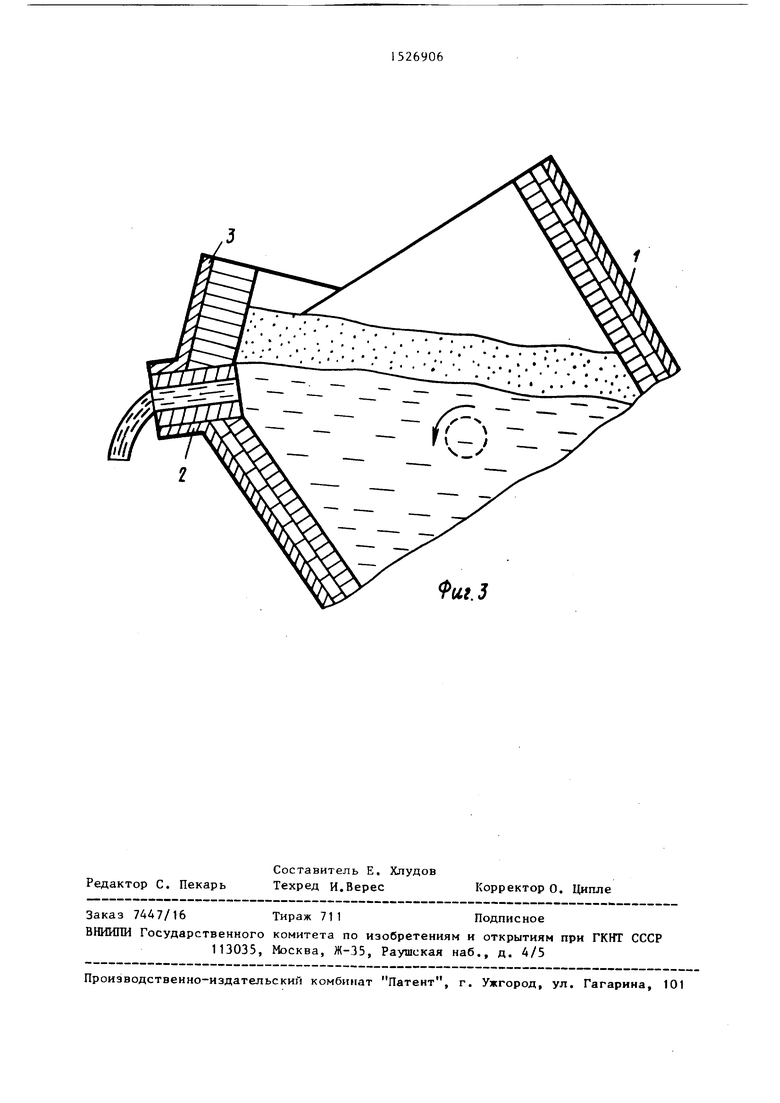
На фиг. 1 изображен ковш, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - ковш в момент слива металла, разрез.
Ковш состоит из футерованных кор- пуса 1, сливного носка 2 и порога 3. Порог 3 выполнен в виде арки, образующая которой наклонена под углом J. 30-60 ° к горизонтали. Продольная ось сливного носка наклонена к гори- зонтали под углом 10-30°.
Ковш работает следующим образом.
При вертикальном положении ковша производят выпуск плавки из печи. Затем транспортируют к металлургичес кой емкости и переливают металл чере сливной носок 2 путем наклона ковша При наклоне ковша поверхность металла, покрытого шпаком, перемещается и примыкает к порогу 3 вьшге сливного носка (фиг. 3) В течение всего времени перелива металла из ковша порог 3 задерживает шпак в ковше, препятствуя попаданию шлака в струю металла.
Конструкция порога в виде арки уп рощает изготовление ее футеровки и позволяет повысить стойкость футеровки и надежность ее закрепления за счет использования клиновых огнеупоров и расклинивания кирпичей при кладке.
Выполнение порога с наклоном 30- бОР к горизонтальной плоскости ковша позволяет исключить потери металла разбрызгиванием при выпуске плав- ки из печи за счет увеличения открытой площади ковша для струи металла, так как угол наклона порога получается близким к углу наклона струи металла при выпуске из печи.
При угле наклона порога менее 30° уменьшается открытая площадь ковша для струи металла.
При угле наклона порога более неоправданно увеличивается высота порога, что увеличивает асимметрик
5 0
5 о
5
5
ковша и в соответствии с этим - смещение центра тяжести ковша.
Выполнение порога с наклоном 30- 60° к горизонтали позволяет без затруднений для выпуска увеличить перекрытие полости ковша до 1/2 диаметра ковша вместо предельного перек#Ь1- тия 1/3 по прототипу.(под перекрытием полости ковша подразумевается проекция порога на горизонтальную поверхность ковша).
При плавке нержавеющей стали количество шлака обычно составляет до 20% от веса металла, что при удельном весе пшака и металла соответственно 3 и 7 г/см составляет почти 1/2 от объема металла. С учетом необходимого запаса перекрытия полости требуется перекрытие полости 1/2 диаметра ковша.
Величина перекрытия п полости ковша конструкции определяется из соотношения
1 , п ---cos о,
k
где 1 - длина образующей порога;
D - верхний диаметр ковша;
о/ - угол наклона порога.
Выполнение сливного носка под утлом 10-30 обеспечивает минимальный размыв футеровки сливного отверстия за счет совпадения траектории струи металла с углом наклона сливного носка. Это очень важно, так как из- за большой скорости металла в носке при переливе его футеровка размывается значительно быстрее, чем остальная футеровка ковша.
При угле наклона сливного носка менее 10 и более 30° увеличивается размыв футеровки сливного отверстия соответственно сверху и снизу, что ведет к снижению ее стойкости и преждевременному ремонту. Проведены опыты в лабораторных условиях путем моделирбвания, а также промышленные испытания ковща данной конструкции емкостью 50 т при производстве стали 08-12Х18Н10Т.
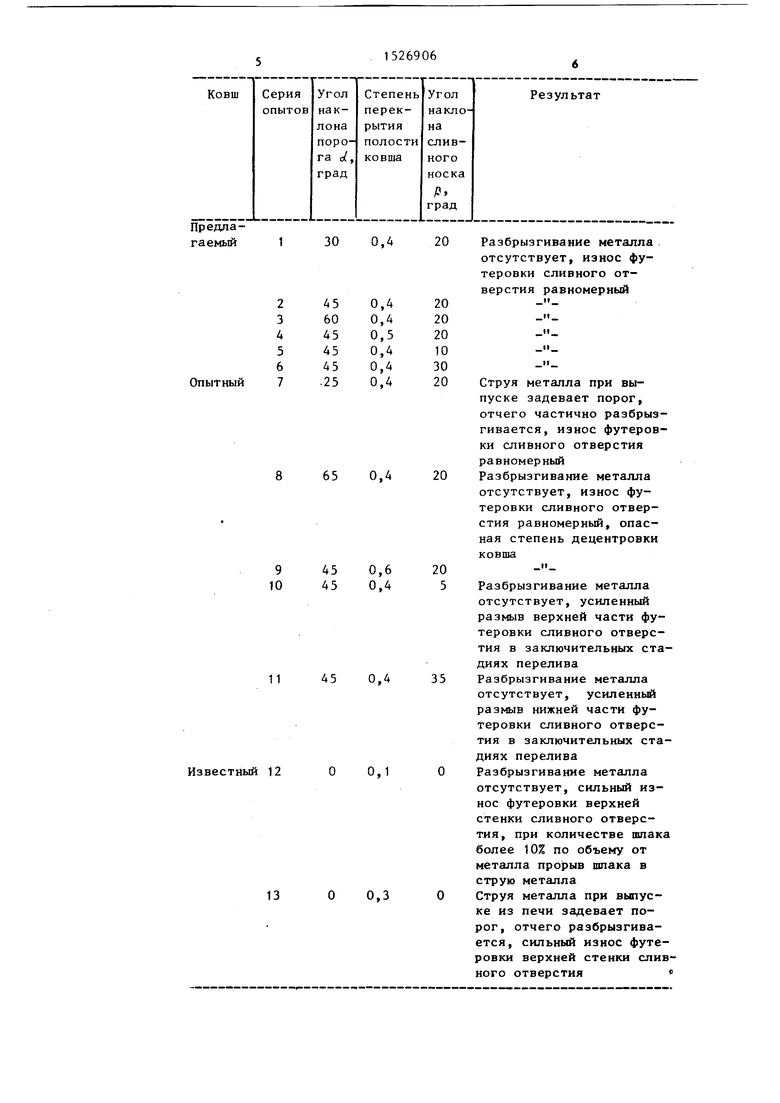
Результаты опытов приведены в таб- ли це.
Предлагаемый
30 0,Д 20 Разбрызгивание металла
отсутствует, износ футеровки сливного отверстия равномерный
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродуговая сталеплавильная печь | 1986 |
|
SU1317257A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ФУТЕРОВКИ ВЫПУСКНОГО ЖЕЛОБА СТАЛЕПЛАВИЛЬНОГО АГРЕГАТА И СТАЛЕРАЗЛИВОЧНОГО КОВША | 1990 |
|
RU2033591C1 |
| Главный желоб доменной печи | 1982 |
|
SU1044634A1 |
| Устройство для слива металла | 1983 |
|
SU1118689A1 |
| Устройство для выпуска продуктов плавки из доменной печи | 1973 |
|
SU548628A1 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| КОНСТРУКЦИЯ КОЖУХА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ МАЛОЙ ВМЕСТИМОСТИ | 2007 |
|
RU2373468C2 |
| Желоб для перелива жидкого металла | 1979 |
|
SU840655A1 |
| Желоб для перелива жидкого металла | 1981 |
|
SU1018979A1 |
Изобретение относится к области металлургии и может быть использовано для обработки металла шлаком в ковше. Цель изобретения - снижение потерь металла, увеличение безопасности работ и повышение стойкости футеровки порога и сливного носка. Ковш состоит из корпуса 1, порога 3 и сливного носка 2. Порог выполнен в виде арки, образующая которой наклонена под углом 30-60° к горизонтали. Продольная ось сливного носка наклонена к горизонтали под углом 10-30°. 3 ил. 1 табл.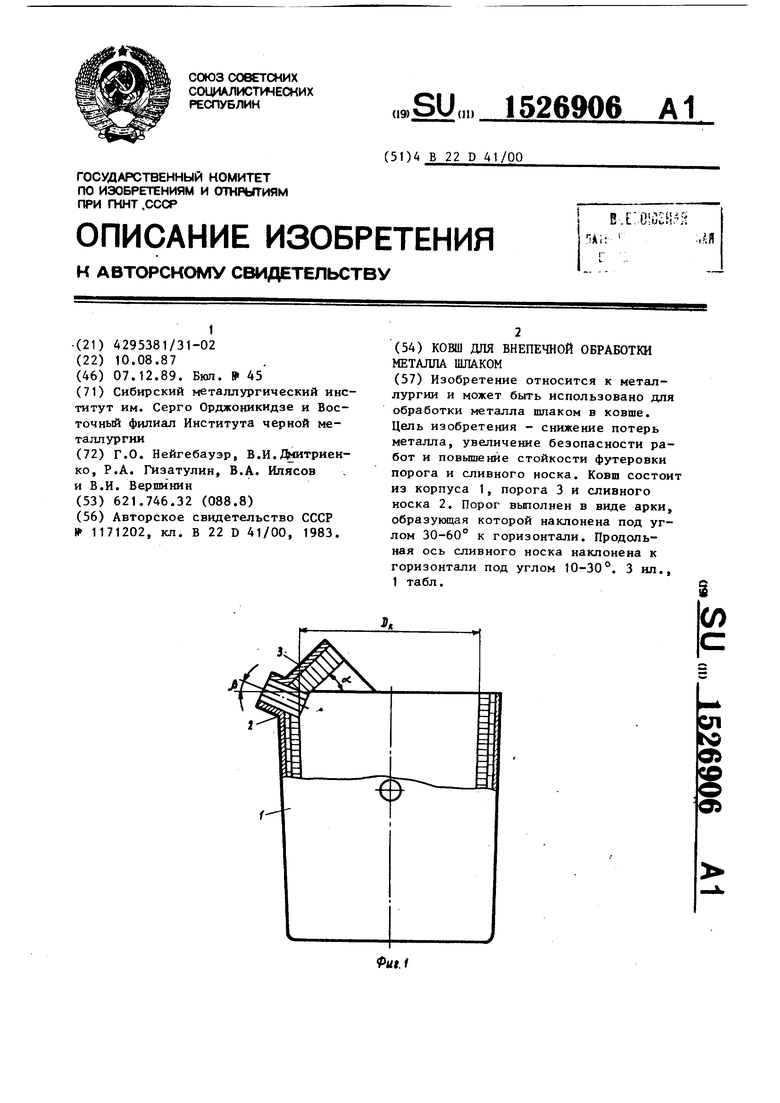
Опытный
9 10
11
Известный 12
13
45 45
0,6 0,4
пуске задевает порог, отчего частично разбрызгивается, износ футеровки сливного отверстия равномерный
65 0,4 20 Разбрызгивание металла
отсутствует, износ футеровки сливного отверстия равномерный, опасная степень децентровки ковша 20
5 Разбрызгивание металла отсутствует, усиленный размыв верхней части футеровки сливного отверстия в заключительных стадиях перелива
45 0,4 35 Разбрызгивание металла
отсутствует, усиленный размыв нижней части футеровки сливного отверстия в заключительных стадиях перелива О 0,1 О Разбрызгивание металла
отсутствует, сильный износ футеровки верхней стенки сливного отверстия, при количестве шпака более 10% по объему от металла прорыв шпака в струю металла
О 0,3 О Струя металла при выпуске из печи задевает порог, отчего разбрызгивается, сильный износ футеровки верхней стенки сливного отверстия
0,6 0,4
Данные таблицы позволяют сделать вывод, что оптимальными параметрами являются: угол наклона образукицей арки порога 30-60°, продольной оси сливного носка 10-30 .
Использование изобретения позволит исключить разбрызгивание металла при выпуске, что в свою очередь позволит снизить расход металла и увеличить безопасность работ, а выполнение порога в виде арки и наклон оси сливного носка позволит увеличить стойкость футеровки и, следовательно, сократить простои на ремонт.
Формула изобретения
Ковш для внепечной обработки металла шлаком, содержащий футерованные корпус, сливной носок и порог, отличающийся тем, что, с целью снижения потерь металла и по- вьшения безопасности работ за счет исключения разбрызгивания металла при вьтуске, повышения стойкости футеровки сливного носка и порога, порог выполнен в виде арки, образующая которой и продольная ось сливного носка наклонены соответственно под углом 30-60 и 10-30° к поперечной плоскости ковша.
Фиг. 2
иг.З
| Конический ковш | 1983 |
|
SU1171202A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
