Изобретение относится к области, маши нестроения и найдет фимеиение нри производстве зубчатых деталей.
Цель изобретения - ювышение долговечности головки и качества обрабатывае- мой новер.хности за счет срезания слоев стружки равномерно| о сечения различными режущими кромками одного и того же резца и исключения затирания, а также 11овыи1е- ние те.хнологичности конструкции за счет вы- полнения конструкции раз ьемной и выполнения сложных поверхностей на сьемных деталях.
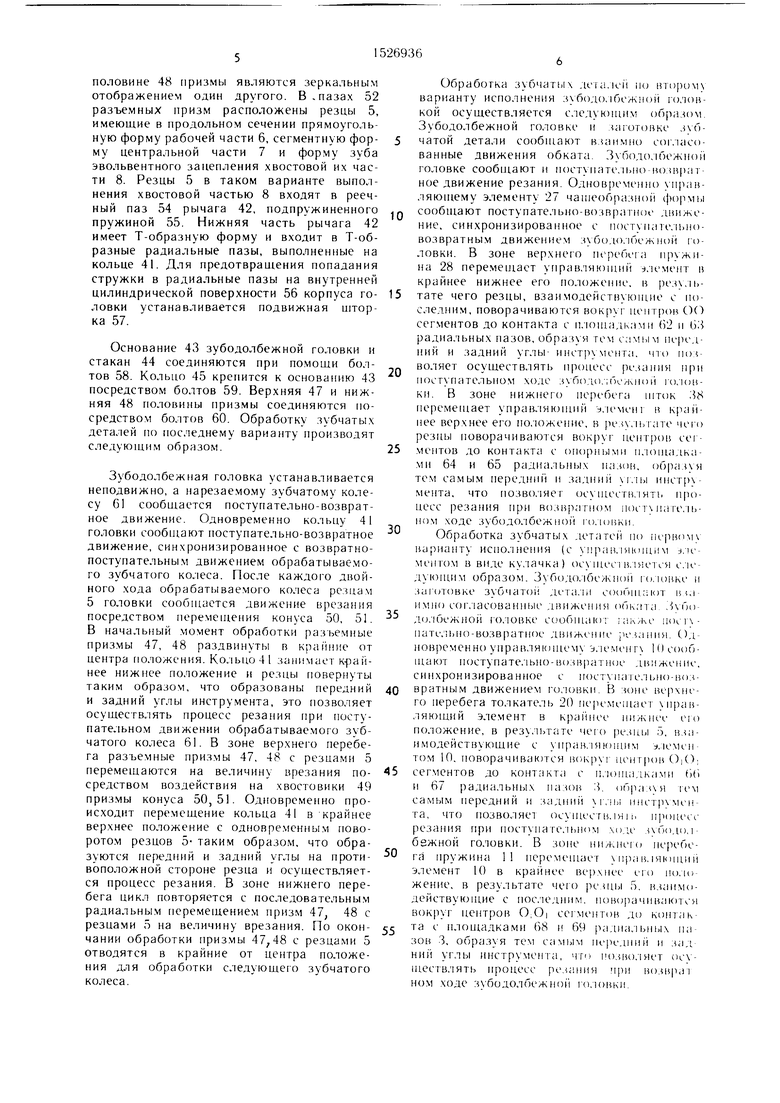
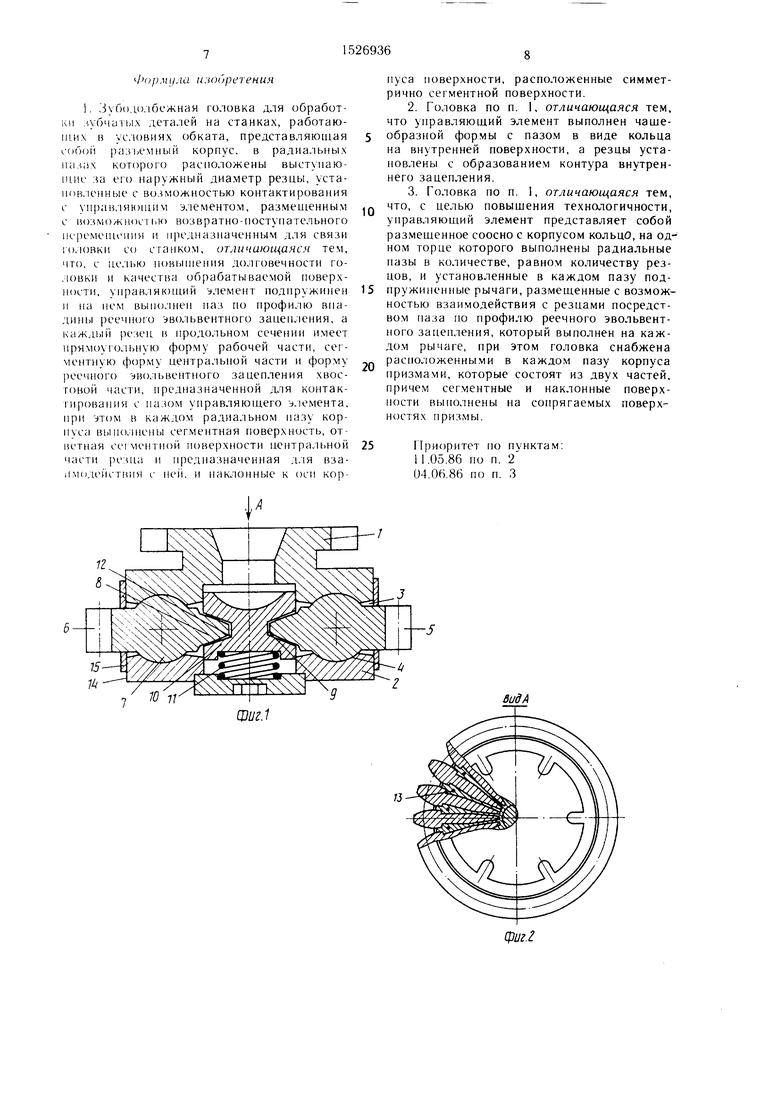
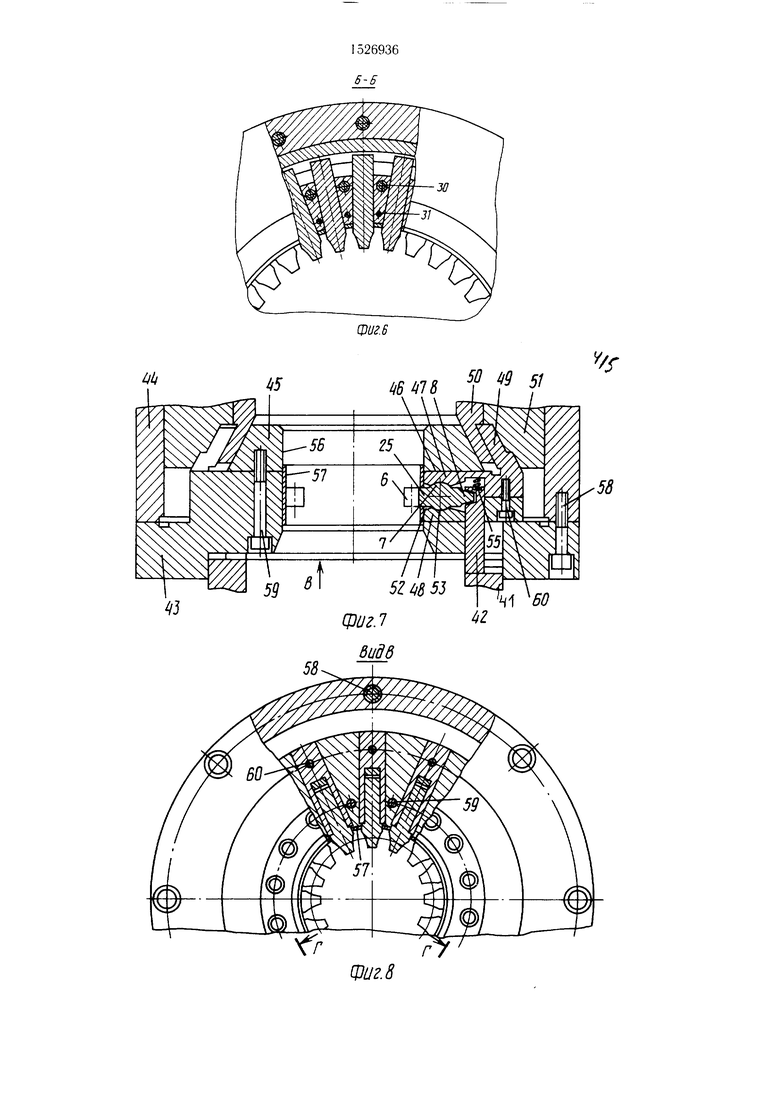
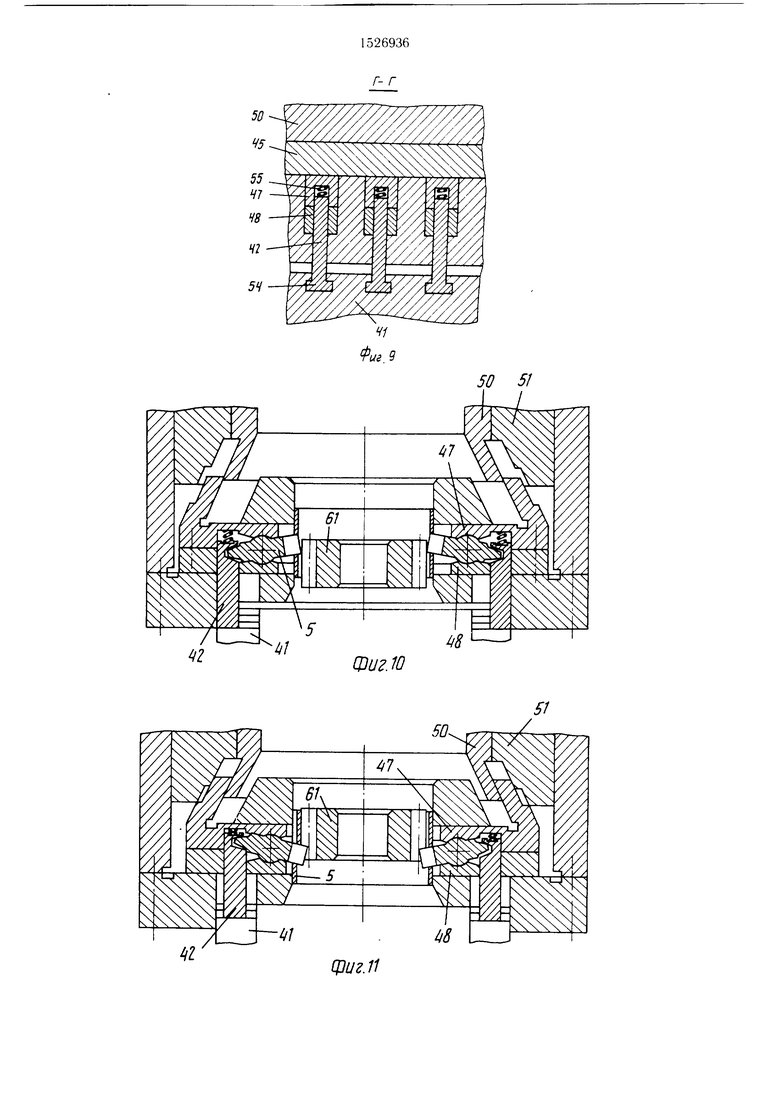
На фиг. 1 изображена головка. обн1ий вид; на фиг. 2 вид .Л на фиг. 1; на фиг. 3 - схема расноложения элементов головки при ее иостунательном движении; на фиг. 4 - схема расположения элементов головки нри ее возвратном движении; на фиг. 5 расположение уиравляюн1его элемента чагнес браз- ной формы; на фиг. 6 - разрез Б--Б на фиг. 5; на фиг. 7 - выполнение гчхтов- кн с управляющим элементом в виде кольца и рычагов; на фиг. 8 - внд В на фиг. 7; на фиг. 9 разрез Г - Г па ф11г. 8; на фиг. 10 - рабочее положение зубодолбеж- ной головки при поступательном движении заготовки зубчатого колеса вверх; на фи1 . 1 1 - рабочее положение зубодол- бежной головки при поступательном движении обрабатываемого зубчатого колеса вниз; на фиг. 12рабочее положение
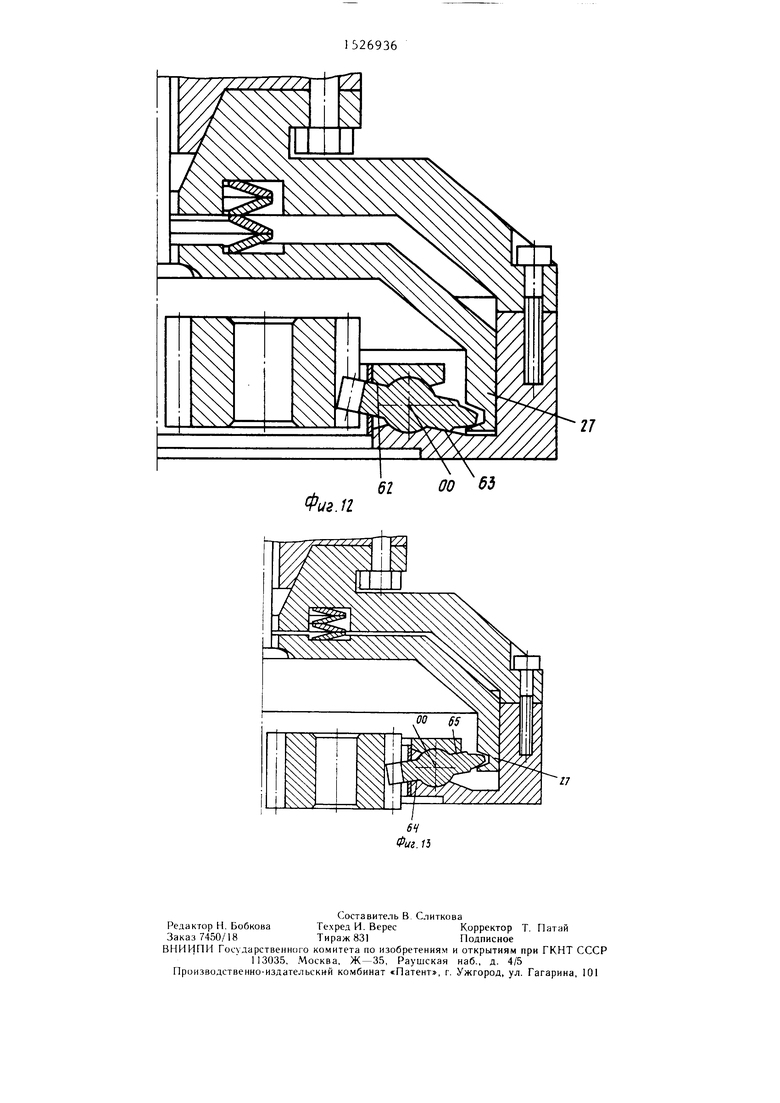
головки с чан1еобразным управляющим элементом при ее поступательном движении; на фиг. 13рабочее положение головки
с чаи1еобразным управляющим элементом при ее возвратном перемещении.
Зубодолбежная головка для обработки зубчатых деталей на станках, работающих в условиях обката, выполнена в виде раз ьемного корпуса, состоян1его из основания 1 и крышки 2, содержащих нак.кяь ные радиальные пазы 3, центральная часть 4 которых имеет форму сегмента. В пазу 3 рас- положены ре:и.ы 5, которые в П1К);и)льном сечении имеют прямоугольную форму рабочей части 6, сегментную форму пентра.:1Ь- ной частп 7 и форму зуба эвольвентпо- го зацепления хвостовой их части 8. Резцы 5 хвостовой частью 8 входят в кольце- вой паз 9 управляющего элемента И), подпружиненного пружиной 11. Профиль 12 кольцевого паза 9 совпадает с профилем впадины реечного эвольвентного зацепления.
Крышка 2 зубодолбежной головкн крепит- ся к основанию 1 посредством болгов 13. Для изоляции радиальных пазов 3 от попадания стружки на наружной цилиндрической новерхп(К ти 14 корпуса головки уста- нов,1ена подвижная Н1торка 15.
Базирование и кренление зубодолбежной головки на 1нтосселе 16 станка осу- Н1ествляется посредством расточки 17 и 6o.i- тов 18. В управляющем элементе И) вы
Q
5 - 5
5 д 5
0
но:1нено сферическое отверстие 19 для сообщения ему толкателем 20 поступательно- возвратного движения. Для обеспечения возможности поступательно-возвратного движения управляющего элемента 10 сопряжение между ним, основанием 1 и крышкой 2 выполнено соответственно с зазорами 21 и 22. В таком исполнении управляющий элемент выполнен в виде кулачка. Возможен вариант исполнения управляющего элемента чашеобразной формы. Тогда головку снабжают опорным кольцом 23.
Крышка 2 и опорное кольцо 23 имеют наклонные радиальные пазы 24, центральная часть 25 которых имеет форму сегмента. В пазах 24 расположены резцы 5, которые в продольном сечении имеют прямоугольную форму рабочей части 6, сегментную форму центральной части 7 и форму зуба эвольвентного зацепления хвостовой их части 8. Резцы хвостовой частью входят в кольцевой паз 26 управляющего элемента 27, подпружиненного пружинами 28. Профиль кольцевого паза 26 совпадает с профилем впадины реечного эвольвентного зацепления. Управляюцхий элемент 27 выполнен чашеобразной формы.
2 зубодолбежной головки крепится к основанию 1 посредством болтов 29. Кренленне опорного кольца 23 к крышке 2 осуществляется посредством болтов 30 и 31. Для изоляции радиальных пазов 24 от попадания стружки на внутренней цилиндрической новерхности 32 корпуса головки уста- павливается подвижная 1нторка 33.
Базирование и крепление зубодолбежной го,;и)Бки и таком варианте исполнения на щтосселе станка осуществляется посредством расточки 34 и болтов 35. В управляющем элементе 27 выполнено отверстие 36 со сферической выточкой 37 для снабжения ему штоком 38 поступательно-возвратного движения. Для обеспечения возможности поступательно-возвратного движения унрав.1яющего элемента 27 сопряжение между ним, корпусом и крышкой выполнено соответственно с зазорами 39 и 40.
Возможен вариант выполнения управ- ..тяющего элемента в виде установленного соосно корпусу кольца 41 и рычагов 42. В этом случае зубодолбежная головка выполнена в виде разъемного корпуса, состоящего из основания 43, стакана 44 н кольца 45. Основание 43 имеет радиальные пазы 46 прямоуго.чьной формы, в которых расположены раз1,емные призмы, состоящие из двух половин верхней 47 и нижней 48.
Верхняя половина 47 призмы имеет на- к. юнный хвостовик 49, который входит в паз конуса, состоящего из двух половин 50 и 51. Внутри разъемных призм выполнены наклонные пазы 52, имеющие в своей цент- pa.nbHoii части 53 форму сегмента. Пазы 52 в верхней половине 47 призмы и нижней
половине 48 призмы являются зеркальным отображением один другого. В, пазах 52 разъемных призм расположены резцы 5, имеющие в продольном сечении прямоугольную форму рабочей части 6, сегментную форму центральной части 7 и форму зуба эвольвентного зацепления хвостовой их части 8. Резцы 5 в таком варианте выполнения хвостовой частью 8 входят в реечный паз 54 рычага 42, подпружиненного пружиной 55. Нижняя часть рычага 42 имеет Т-образную форму и входит в Т-образные радиальные пазы, выполненные на кольце 41. Для предотвращения попадания стружки в радиальные пазы на внутренней цилиндрической поверхности 56 корпуса головки устанавливается подвижная шторка 57.
Основание 43 зубодолбежной головки и стакан 44 соединяются при помощи болтов 58. Кольцо 45 крепится к основанию 43 посредством болтов 59. Верхняя 47 и нижняя 48 половины призмы соединяются посредством болтов 60. Обработку зубчатых деталей по последнему варианту производят следующим образом.
Зубодолбежная головка устанавливается неподвижно, а нарезае.мому зубчатому колесу 61 сообщается поступательно-возвратное движение. Одновременно кольцу 41 головки сообщают поступательно-возвратное движение, синхронизированное с возвратно- поступательным движением обрабатываемого зубчатого Ko:ieca. После каждого двойного хода обрабатываемого колеса резцам 5 головки сообщается движение врезания посредством перемещения конуса 50, 51. В начальный момент обработки разъемные призмы 47, 48 раздвинуты в Kpaihiiie от центра положения. Кольцо 41 занимает к-рай- нее нижнее положение и резцы повернуты таким образом, что образованы передний и задний углы инструмента, это позволяет осуществлять процесс резании при поступательном движении обрабатываемого зубчатого колеса 61. В зоне верхне|-о перебега разъемные призмы 47, 48 с резцами 5 перемещаются на величину врезания посредством воздействия на хвостовики 49 призмы конуса 50,51. Одновременно происходит перемещение кольца 41 в крайнее верхнее положение с одновременным поворотом резцов 5- таким образом, что образуются передний и задний углы на противоположной стороне резца и осуществляется процесс резания. В зоне нижнего перебега цикл повторяется с последовательным радиальным перемещением призм 47, 48 с резцами 5 на величину врезания. По окончании обработки физ.мы 47,48 с резцами 5 отводятся в крайние от центра положения для обработки следующего зубчатого колеса.
0
5
0
5
0
5
0
5
0
5
Обработка зубчатых дега.км но второму варианту исполнения зубодо.)11 головкой осуществляется следукмцим образом. Зубодолбежной головке и заготовке зубчатой детали сообщают взаимно согласованные движения обката. 3 бодо.|бежн()й головке сообщают и поступате,1ьно-нознрат- ное движение резания. Одновременно yii|iaii- ляющему элементу 27 чашеобразно (|к)рмы сообщают поступательно-возвратное днижо- ние, синхронизированное с поступате.илю- возвратным движением зуб(.).10. 1бежио11 головки. В зоне верхнего lu peoeia пружина 28 перемещает управляющий .мемент к крайнее нижнее его положение, в резу.1ь- тате чего резцы, взаимодействп юни1е с последним, поворачиваются вокруг центров ОО сегментов до контакта с п. ющадками ()2 и 63 раднальных пазов, образуя тем самым Щ рсд- пий и задний углы- инструме|гга. что позволяет осуществлять процесс резания при поступательном ходе з()п;1(). ;оо/кной I o. Kut- ки. В зоне нижнего перебега шток 38 перемещает управ.тяющпй ,1емонг в крайнее верхнее его по.южение, в резу.1ьтате чего резцы поворачиваются вокруг цент)()1( cei- .ментов до контакта с () п.ющадка- ми 64 и 65 радиальных пазов, )6|ia.uH тем самым передний и задни11 уг.1ы инстрч- мента, что позво.чяег ocyiueciB.iHTb n|ui- цесс резания при возвратом ностч паге.И)- ном ходе зубодо, 1беж11ОЙ го.ювки.
Обработка зубчатых летатс по iR |iH(iM варианту исполнения (с управ.IHIOIIUIM :(.if- MOirroM в виде ку, 1ачка) осупичч и.икчся с.к - д то1цим образом. Зубидо. |бе/кн(и | i().n) и заготовке зубчато Д1. та. 1;| сообщают Bf,i имно сог. 1асованп1 10 лнижения оГжлта Зхпо- долбежной головке сс. общают :ал/кс IIOCIA- 11ате,1ьно-возвратное движение }ич;п1ия. Одновременно управляющему элеменг 1 О сообщают поступате. 1Ы1о-в()зн|1ат11(1е движение, сннхронизированное с 1К)ст ll;ne.ibн())з- вpaтным движением го.човки. В зоне верхнего перебега толкатель 20 псчн мешает npaii- ляющнй эле.мент в крайнее нижнее eio положение, в результате че|() pe3uiji 5, взаимодействующие с у|1ран,1ЯК)1иим :1.емсн том 10, поворачиваются вокруг центров ()|(); сегментов до контакта с площадками (Hi и 67 радиальн1)1х пазов 3, опраз я тем самым передний и задни i,ibi инст|пмен- та, что позволяет осуществ.1Я1 i, npouet-f резания при поступате.1ьном i):u .и()о.11)л бежной го, ювки. В зоне ниилкмо пе Н бо- га пружина 11 перемещает iijia в. iHKinuni элемент К) в KpafiHee Be)iiee (.то no.iu жение, в результате чего 5. н.анмо- действующие с последним, поворачиваются вокруг центров О,О| сегментов до контак та с нлощадками 68 и 69 1а.чиа,1ьньгх па зов 3, образуя тем самым передний и зад НИИ углы инструмогга, MID п()31«)ляет щесгвлять процесс pt iatinH при Bo.iiqia i ном ходе з бодолбежн)Г| головки.
Форм 1/ла изобретения
. 3 оодолбежнан головка для обработки :(убча1Ч)1х деталей на станках, работающих в ус. ювиях обката, представляющая f(K )()ii разьемный корпус, в радиальных na.ijix которого расположены выстунаю- iniic за его наружный диаметр резцы, уста- пов.юнные с возможностью контактирования г у11)ан. 1як)ни1м элементом, размен1енным с возможностью возвратно-поступательного иоременичшя и предназначенным для связи юловкп со станком, отличающаяся тем, что, с це.тью повьпнення долговечности головки и качества обрабатываемой поверхности, управляющий элемент поднружине} и на нем выполнен паз по профилю впа- днн1)1 реечно1 о эвольвентного зацепления, а каждый резец в нродольном сеченин имеет прямоугольную форму рабочей части, сегментную форму центра.чьной части и форму реечного эвольвентного зацепления хвостовой части, предназначенной для контак- гированпя с пазом управляющего э.1емента, при этом в каждом радиальном назу кор- нуса выполпены сегмептная поверхность, ответная cei ментной поверхности централ1)Пой части резца и предназначенная д.1Я вза- |1М()дейст(11Я с ней, и наклонные к оси корпуса поверхности, расположенные симметрично сегментной поверхности.
2.Головка по п. 1, отличающаяся тем, что управляющий элемент выполнен чащеобразной формы с пазом в виде кольца на внутренней поверхности, а резцы установлены с образованием контура внутреннего зацепления.
3.Головка по п. 1, отличающаяся тем, Q что, с целью повышения технатогичности,
управляющий элемент представляет собой размещенное соосно с корпусом кольцо, на одном торце которого выполнены радиальные пазы в количестве, равном количеству резцов, и установленные в каждом пазу под5 пружипенные рычаги, размещенные с возможностью взаимодействия с резцами посредством паза по профилю реечного эвольвент- ного зацепления, который выполнен на каждом рычаге, при этом головка снабжена
расположенными в каждом пазу корпуса призмами, которые состоят из двух частей, причем сегментные и наклонные поверхности вынолнены на сопрягаемых поверхностях призмы.
5Приоритет по пунктам:
11.05.86 по п. 2 04.06.86 по п. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Зубодолбежная головка | 1991 |
|
SU1808533A1 |
| Зубодолбежный станок | 1979 |
|
SU810406A1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2446035C2 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Устройство для устранения затиранияРЕжущЕгО иНСТРуМЕНТА HA зубОдОлбЕжНОМСТАНКЕ | 1979 |
|
SU797849A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
Изобретение относится к машиностроению и может быть использовано при производстве зубчатых колес. Цель изобретения - повышение долговечности головки и качества обрабатываемой поверхности за счет срезания слоев стружки равномерного сечения различными режущими кромками одного и того же резца и исключения затирания, повышение технологичности за счет выполнения конструкции разъемной и выполнения сложных поверхностей на съемных деталях. Зубодолбежная головка для обработки зубчатых деталей на станках, работающих в условиях обката, выполнена из основания 1 и крышки 2, содержащих наклонные радиальные пазы 3, центральная часть 4 которых имеет форму сегмента. В пазу 3 расположены резцы 5, имеющие в продольном сечении прямоугольную форму рабочей части 6, сегментную форму центральной части 7 и форму реечного эвольвентного зацепления хвостовой части 8, входящей в кольцевой паз 9 управляющего элемента 10, выполненного в виде кулачка и подпружиненного пружиной 11. Профиль 12 кольцевого паза 9 совпадает с поршнем впадины реечного эвольвентного зацепления. Управляющий элемент установлен с возможностью возвратно-поступательного перемещения и может быть выполнен или в виде кулачка, или чашеобразной формы с пазом в виде кольца на внутренней поверхности. В этом случае в головке резцы установлены с образованием контура внутреннего зацепления или в виде кольца, имеющего радиальные пазы, и установленных в последних рычагов, при этом резцы в головке размещены в призмах, установленных в радиальных пазах и выполненных из двух частей. 2 з.п.ф-лы, 13 ил.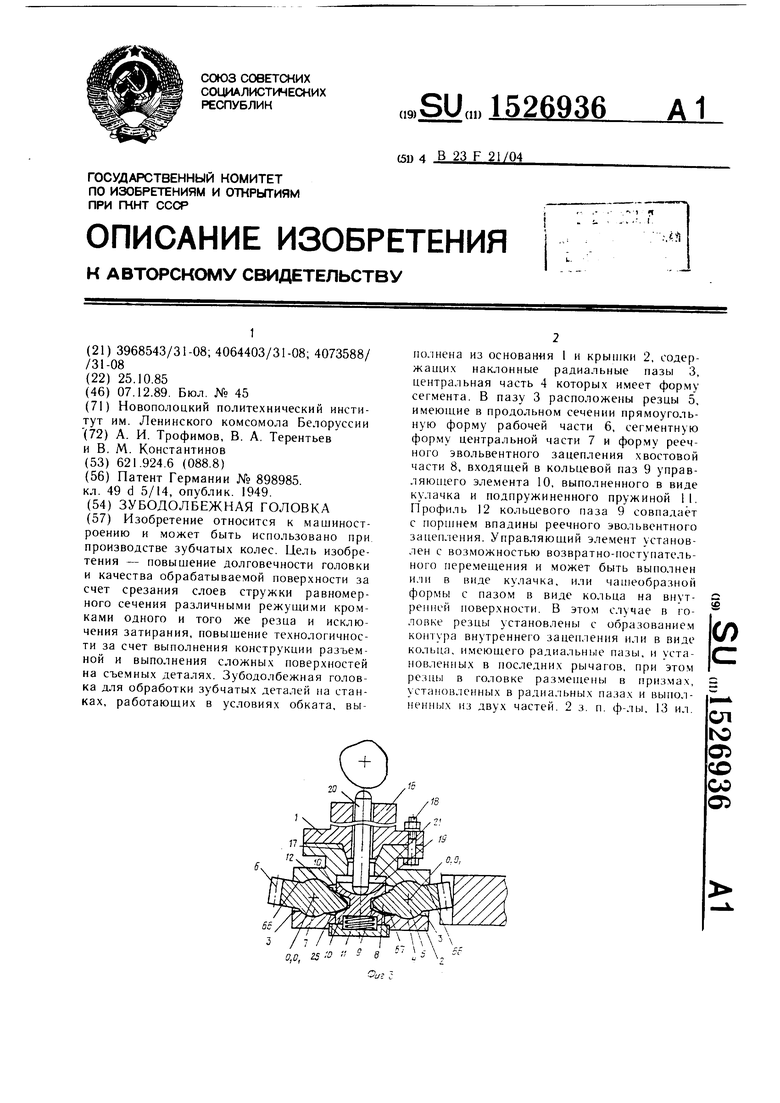
Зl
36
W
Фиг.
XV
М7« f f« SI
//
Vuz.S
54
.11
50 51
Фиг.10
Фиг.П
62 00 65
| Сепарирующий элеватор | 1980 |
|
SU898985A1 |
| кл | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
