Изобретение относится к обработке металлов давлением и может быть использовано для правки деталей.
Целью изобретения является повышение качества правки за счет перераспределения и стабилизации внутренних остаточных напряжений.
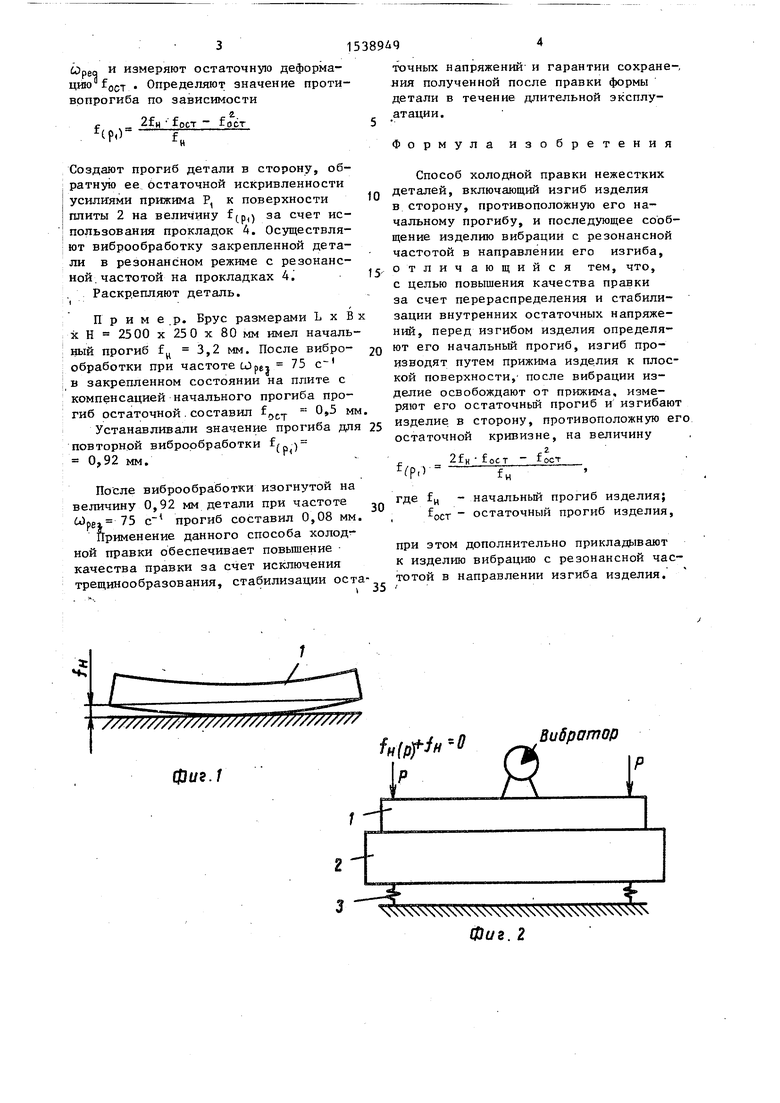
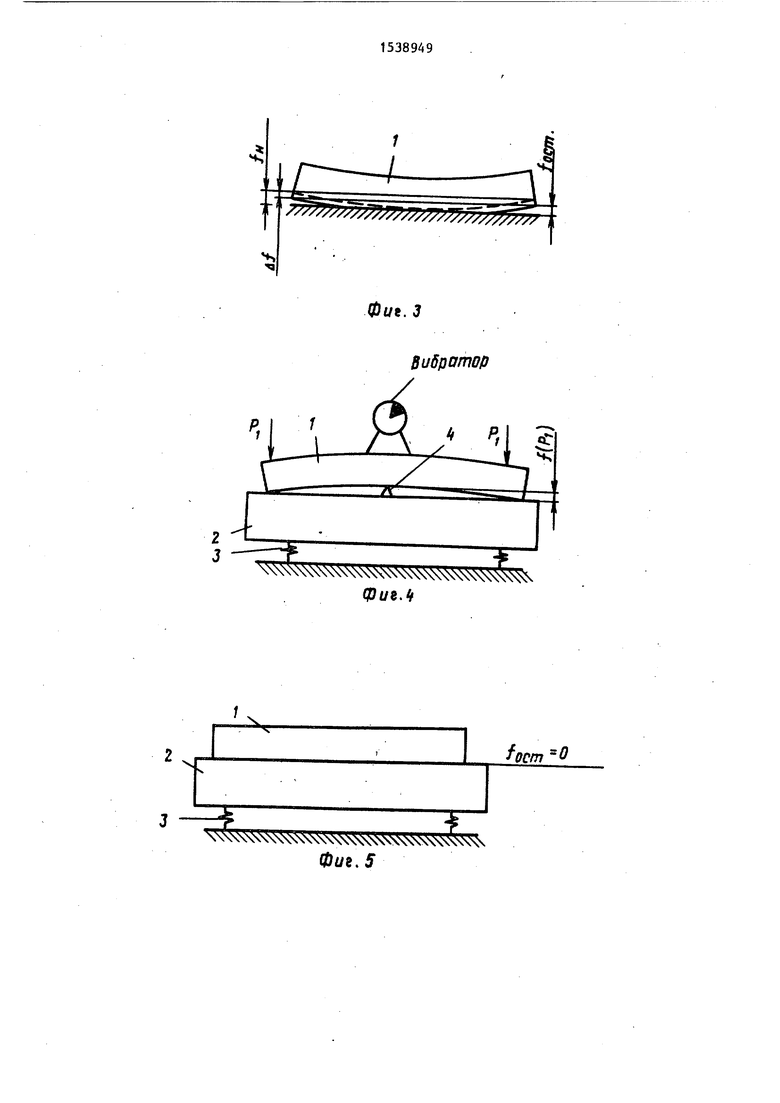
На фиг. 1 представлена деталь, имеющая начальный прогиб; на фиг.2 - внброобрабатываемая деталь, закрепленная на плите с компенсацией прогиба усилиями и установкой на виброизолирующие опоры; на фиг. 3 - деталь после виброобработки и рас- - крепления с остаточным прогибом; на фиг. 4 - виброобрабатываемая деталь,
закрепленная на плите с компенсацией прокладками и усилиями закрепления прогиба; на фиг. 5 - деталь, полученная в результате взаимокомпенсации вибрационной правкой прогиба.
Способ холодной правки нежестких деталей осуществляется в следующей последовательности.
Измеряют у детали 1 начальный прогиб fH, который нужно устранить. Прижимают деталь 1 усилиями прижима Р к плоской поверхности плиты 2 до компенсации прогиба и осуществляют виброобработку в резонансном режиме с резонансной частотой на виброизолирующих опорах 3. Раскрепляют деталь
СП
о
00 СО Ј СО
и измеряют остаточную деформа- fOCT . Определяют значение протиWpeQцикт
вопрогиба по зависимости 2Јн fpcT
Чр,Г
f о с. т
Создают прогиб детали в сторону, обратную ее бстаточной искривленности усилиями прижима Р, к поверхности плиты 2 на величину f(n,) за счет использования прокладок 4. Осуществляют виброобработку закрепленной детали в резонансном режиме с резонансной частотой на прокладках 4.
Раскрепляют деталь.
i
Пример. Брус размерами L х В х Н 2500 х 250 х 80 мм имел начальный прогиб fw 3,2 мм. После вибро- 20 обработки при частоте со ре j 75 в закрепленном состоянии на плите с компенсацией начального прогиба прогиб остаточной составил fOCT : 0,5 мм.
Устанавливали значение прогиба для 25 повторной виброобработки f(p) 0,92 мм.
ffp, где f,
fH
Wpe 75
H - начальный прогиб изделия; focr - остаточный прогиб изделия
После виброобработки изогнутой на величину 0,92 мм детали при частоте Q прогиб составил 0,08 мм.
Применение данного способа холодной правки обеспечивает повышение качества правки за счет исключения трещинообразования, стабилизации оста- тотой в направлении изгиба изделия.
при этом дополнительно прикладывают к изделию вибрацию с резонансной ча
0
5
0
5
точных напряжений и гарантии сохране-, ния полученной после правки формы детали в течение длительной эксплу- атации.
Формула изобретения
Способ холодной правки нежестких деталей, включающий изгиб изделия в сторону, противоположную его начальному прогибу, и последующее сообщение изделию вибрации с резонансной частотой в направлении его изгиба, отлич ающийся тем, что, с целью повышения качества правки за счет перераспределения и стабилизации внутренних остаточных напряжений, перед изгибом изделия определяют его начальный прогиб, изгиб производят путем прижима изделия к плоской поверхности, после вибрации изделие освобождают от прижима, измеряют его остаточный прогиб и изгибают изделие в сторону, противоположную его остаточной кривизне, на величину
ffp, где f,
2fn-f0cT - f
ост
fH
H - начальный прогиб изделия; focr - остаточный прогиб изделия,
тотой в направлении изгиба изделия.
при этом дополнительно прикладывают к изделию вибрацию с резонансной час
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной правки нежестких деталей и устройство для его осуществления | 1989 |
|
SU1792764A1 |
| Способ правки нежестких изделий | 1985 |
|
SU1263385A1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| Способ получения заготовок для нежестких плоских деталей | 1984 |
|
SU1220844A1 |
| Способ механической обработки деталей несколькими переходами | 1980 |
|
SU865638A1 |
| Способ обработки нежестких плоских заготовок | 1983 |
|
SU1148766A1 |
| Способ обработки деталей | 1988 |
|
SU1526957A1 |
| Способ односторонней механической обработки нежестких деталей | 1986 |
|
SU1364411A1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2015 |
|
RU2612463C2 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества правки за счет перераспределения и стабилизации остаточных напряжений. Способ включает изгиб изделия в сторону, противоположную его начальному прогибу, и последующее сообщение изделию вибрации с резонансной частотой в направлении его изгиба. При этом перед изгибом изделия определяют его начальный прогиб, изгиб производят путем прижима изделия к плоской поверхности. После вибрации изделие освобождают от прижима, измеряют его остаточный прогиб, изгибают изделие в сторону, противоположную его остаточной кривизне на величину прогиба, определяемого по указанной зависимости, а затем дополнительно прикладывают к изделию вибрацию с резонансной частотой. Способ исключает трещинообразование, стабилизирует остаточные напряжения и гарантирует сохранение полученной после правки формы детали.
фиг.1
fH( Р
Вибратор
я i
Фиг. 2
2
J
фиг.Ъ
Фиг. 5
гост
0
| СПОСОБ ПРАВКИ ЛИСТОВЫХ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ | 0 |
|
SU278612A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
