11 ю 9 а Л///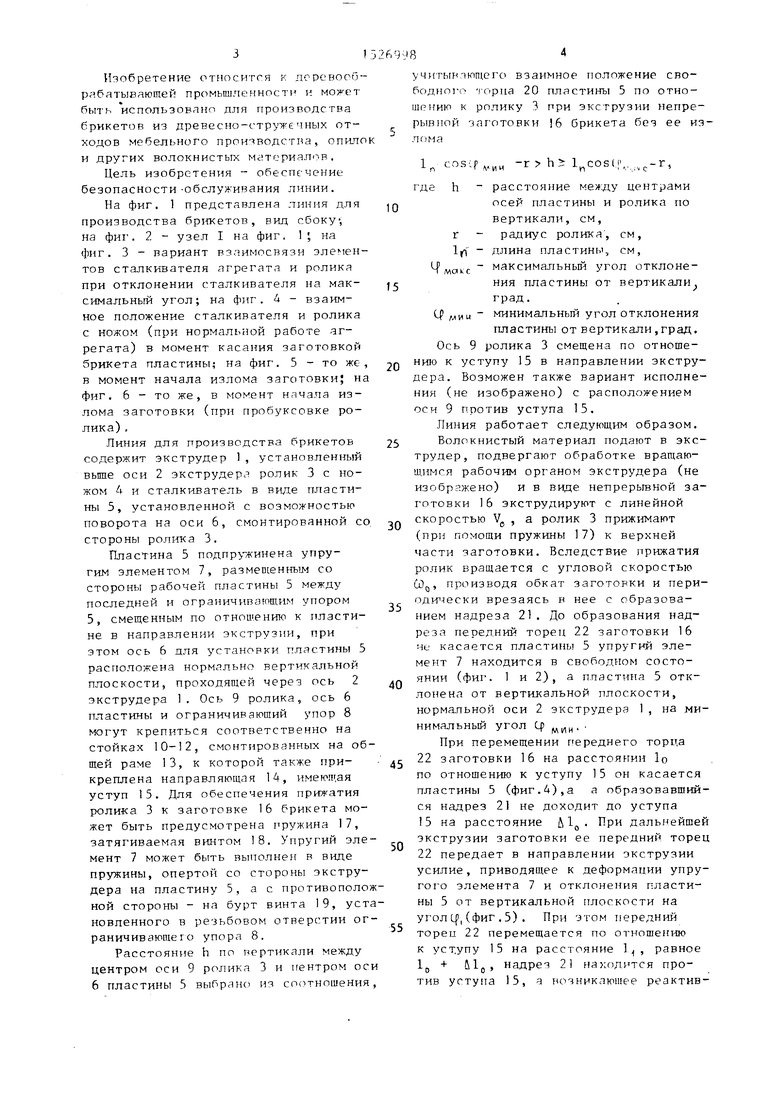
| название | год | авторы | номер документа |
|---|---|---|---|
| Брикетирующий агрегат | 1987 |
|
SU1497010A1 |
| Способ производства брикетов и устройство для его осуществления | 1988 |
|
SU1604618A1 |
| Устройство для деления бруса брикета и выдачи брикета на конвейер | 1983 |
|
SU1135648A1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Автомат для резки проволоки и прутков | 1989 |
|
SU1736665A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НЕПРЕРЫВНОЙ СТЕКЛЯННОЙ ЛЕНТЫ | 2008 |
|
RU2432325C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ | 2007 |
|
RU2354473C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ МНОГОУГОЛЬНИКА ИЗ ТОНКОЙ ПОЛОСЫ | 2015 |
|
RU2626252C2 |
| МАШИНА ДЛЯ РАЗРЕЗАНИЯ НЕПРЕРЫВНО ПОДВИГАЮЩИХСЯ СТЕКЛЯННЫХ ТРУБОК ИЛИ СТЕРЖНЕЙ | 1924 |
|
SU3563A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - обеспечение безопасности обслуживания линии. Линия для производства брикетов включает экструдер 1, ролик 3 с ножом 4, направляющую 14 с уступом 15 и сталкиватель в виде пластины 5, подпружиненной упругими элементом 7. Волокнистый материал подают в экструдер 1ю, откуда он выходит в виде непрерывной заготовки 16, а ролик 3 прижимают в верхней части заготовки с образованием надреза. При перемещении переднего торца заготовки 16 он касается пластины 5, которая отклоняется. Когда надрез находится против уступа 15, со стороны пластины 5 на заготовку действует реактивное усилие, и она отламывается. 6 ил.
Шиг.1
Изобретение относится к лоревоои- рабятывающей промышленности и может быть использовано для производства брикетов из древесио-стр же чных отходов мебельного производства, опило и других волокнистых материалов.
Цель изобретения - обеспечение безоласности -обслуживания линии.
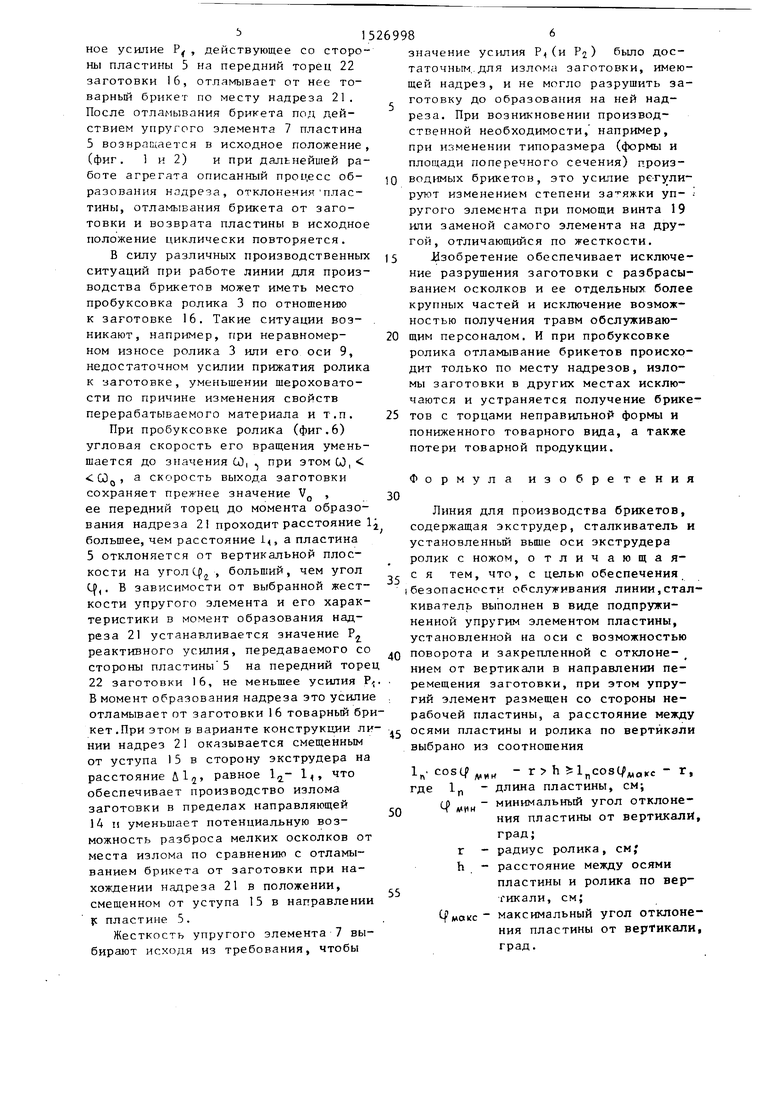
На фиг, 1 представлена линия для производства бр1-п етов, вид сбоку, на фи1 . 2 - узел I на фиг, 1 на фиг. 3 - вариант взаимосвязи элементов сталкивателя агрегата и ролика лри отклонении сталкивателя на максимальный угол; на фиг. 4 - взаимное положение сталкивателя и ролика с ножом (при нормальной работе агрегата) в момент касания заготовкой брикета пластины; на фиг. 5 - то же, в момент начала излома заготовки; на Фиг, 6 - то же, в момент начала излома заготовки (при пробуксовке ролика) ,
Линия для производства брикетов содержит экструдер 1, установленный выше оси 2 экструдерд ролик 3 с ножом 4 и сталкиватель в виде пластины 5, установленной с возможностью поворота на оси 6, смонтированной со стороны ролика 3.
Пластина 5 подпр-;,-жинена упругим элементом 7, размепшнным со стороны рабочей пластины 5 между последней и ограничивающим упором 5, смещенным по отношению к пластине в направлении экструзии, при этом ось 6 для установки пластины 5 расположена нормально вертикальной плоскости, проходящей через ось 2 экструдера 1. Ось 9 ролика, ось 6 пластины и ограничивающий упор 8 могут крепиться соответственно на стойках 10-12, смонтированных на общей раме 13, к которой также прикреплена направляющая 14, имеющая уступ 15. Для обеспечения прижатия ролика 3 к заготовке 16 брикета может быть предусмотрена пружина 17, затягиваемая винтом 18. Упругий элемент 7 может быть выполнен в виде пружины, опертой со стороны экструдера на пластину 5, а с противополоной стороны - на бурт винта 19, устновленного в резьбовом отверстии ограничивающего упора 8.
Расстояние h по вертикали между центром оси 9 ролика 3 и пентром ос 6 пластины 5 выбрано из соотношения
учитывлюп1его взаимное положение сво- бодно1 о торпа 20 пластины 5 по отношению к ролику 3 при экструзии непре- рывнор заготовки 16 брикета без ее излома
In мим -г h
l COSU ,
--Г,
0
5
0
5
0
5
0
5
0
5
где h расстояние между центрами осей пластины и ролика по вертикали, см, г - радиус ролика , см, - длина пластины, см, M woikc максимальньй угол отклонения пластины от вертикали, град.
U мин минимальный угол отклонения пластины от вертикали,град. Ось 9 ролика 3 смещена по отношению к уступу 15 в направлении экструдера. Возможен также вариант исполнения (не изображено) с расположением оси 9 против уступа 15,
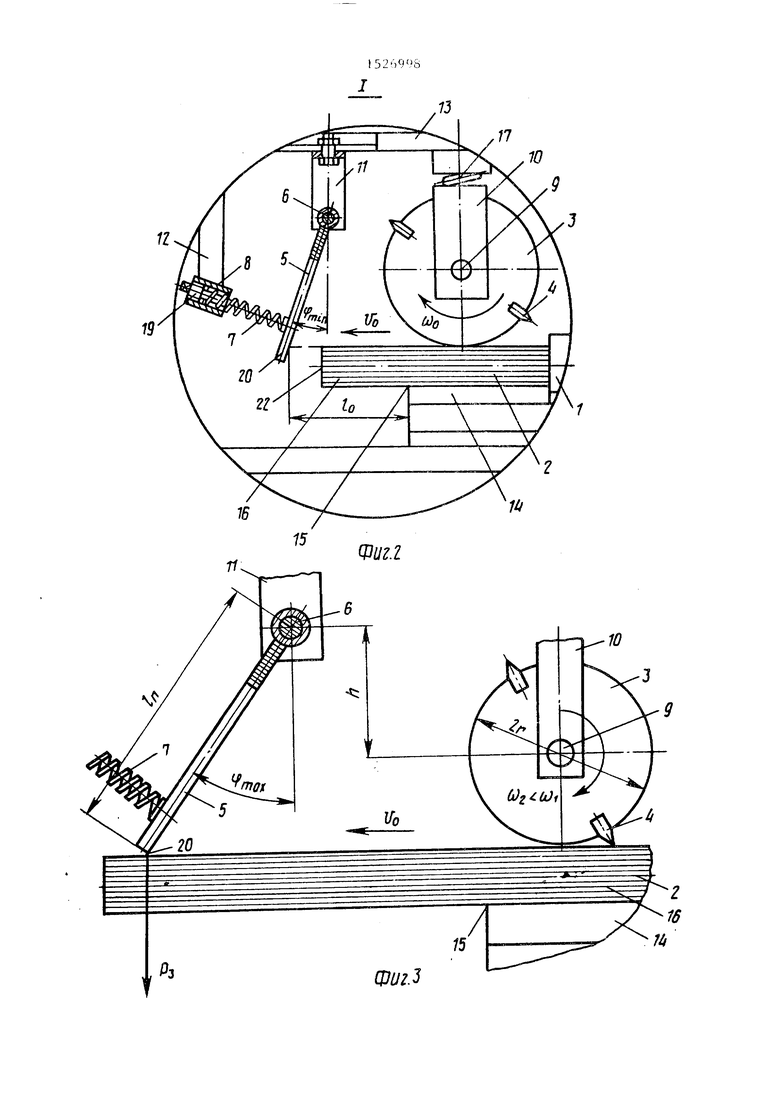
Линия работает следующим образом. Волокнистый материал подают в экструдер, подвергают обработке вращающимся рабочим органом экструдера (не изображено) и в виде непрерьтной заготовки 16 экструдируют с линейной скоростью V , а ролик 3 прижимают (при помощи пружины 17) к верхней части заготовки. Вследствие прижатия ролик вращается с угловой скоростью tog, производя обкат заготовки и периодически врезаясь в нее с образованием надреза 21. До образования надреза передний торец 22 заготовки 16 че касается пластины 5 упругий элемент 7 находится в свободном состоянии (фиг. 1 и 2), а пластина 5 отклонена от вертикальной плоскости, нормальной оси 2 экструдера 1, на минимальный угол LP fj,
При перемещении ггереднего торца 22 заготовки 16 на расстоянии 1о по отношению к уступу 15 он касается пластины 5 (фиг.4),а а образовавшийся надрез 21 не доходит до уступа 15 на расстояние А Т-о дальнейшей экструзии заготовки ее передний торец 22 передает в направлении экструзии усилие, приводящее к деформации упругого элемента 7 и отклонения пластины 5 от вертикальной плоскости на угол Lfi (фиг .5) . При этом передний тореи 22 перемещается по отношению к уст.упу 15 на расстояние 1 , равное IP + ulo надрез 2 на};одится против уступа 15, а возникающее реактивное усилие Р , действующее со стороны пластины 5 на передний торец 22 заготовки 16, отламывает от нее товарный брикет по месту надреза 21. После отламывания брикета под действием упругого элемента 7 пластина 5 возвращается в исходное положение, (фиг. 1 и 2) и при дальнейшей работе агрегата описанный процесс образования надреза, отклонения пластины, отламывания брикета от заготовки и возврата пластины в исходное положение циклически повторяется.
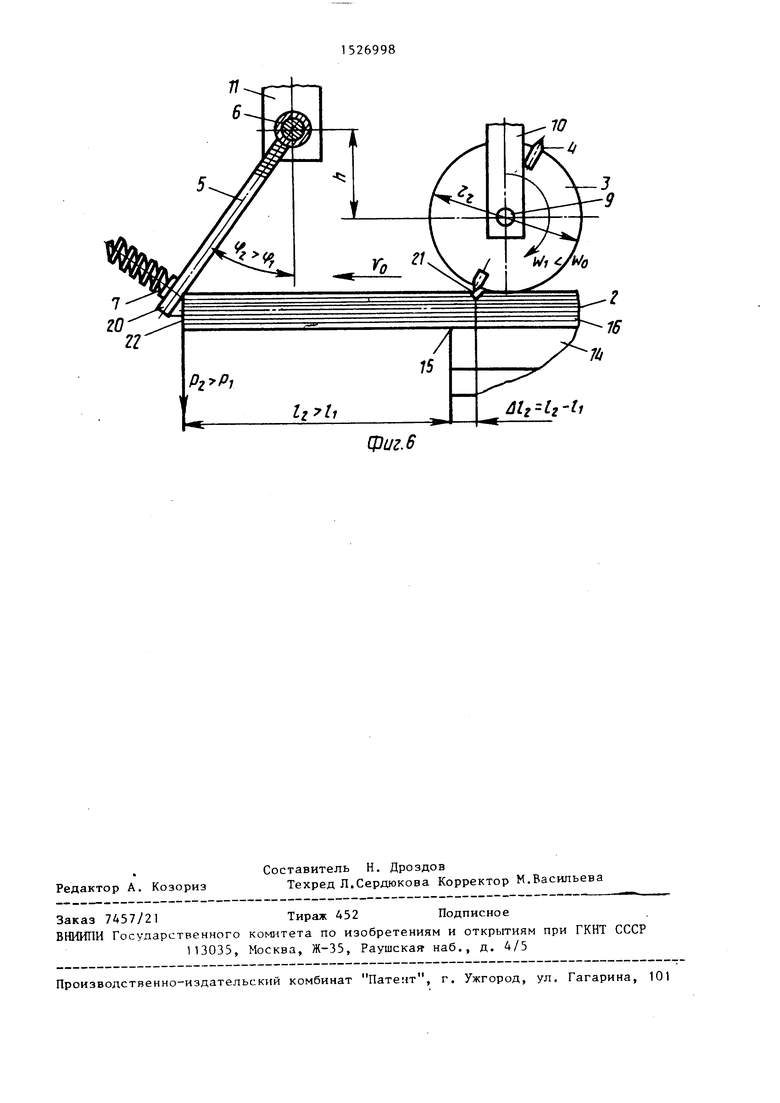
В силу различных производственных ситуаций при работе линии для производства брикетов может иметь место пробуксовка ролика 3 по отношению к заготовке 16. Такие ситуации возникают, например, при неравномерном износе ролика 3 или его оси 9, недостаточном усилии прижатия ролика к заготовке, уменьшении шероховатости по причине изменения свойств перерабатываемого материала и т.п.
При пробуксовке ролика (фиг.6) угловая скорость его вращения уменьшается до значения СО, ., при этом О, СОи, а скорость выхода заготовки сохраняет прежнее значение V , ее передний торец до момента образования надреза 21 проходит расстояние I большее, чем расстояние i,, а пластина 5 отклоняется от вертикальной плоскости на уголЦ) , больший, чем угол t|,. В зависимости от выбранной жесткости упругого элемента и его характеристики в момент образования надреза 21 устанавливается значение Р, реактивного усилия, передаваемого со стороны пластины 5 на передний торе 22 заготовки 16, не меньшее усилия Р В момент образования надреза это усилие
Линия для производства брикетов, содержащая экструдер, сталкиватель и установленный выше оси экструдера ролик с ножом, отличающая- с я тем, что, с целью обеспечения 1 безопасности обслуживания линии,стал киватель выполнен в виде подпружиненной упругим элементом пластины, установленной на оси с возможностью поворота и закрепленной с отклоне- нием от вертикали в направлении перемещения заготовки, при этом упругий элемент размещен со стороны нерабочей пластины, а расстояние между
выбрано из соотношения 1
50
отламывает от заготовки 16 товарный брикет .При этом в варианте конструкции ли- осями пластины и ролика по вертикали НИИ надрез 21 оказывается смещенным от уступа I5 в сторону экструдера на расстояние ulj. равное 1, что обеспечивает производство излома заготовки в пределах направляющей 14 и уменьшает потенциальную возможность разброса мелких осколков от места излома по сравнению с отламыванием брикета от заготовки при нахождении надреза 21 в положении, смещенном от уступа 15 в направлении р пластине 5.
Жесткость упругого элемента 7 выбирают исходя из требования, чтобы
п c°scf д,, где 1р
Ч «ин
г h
55
макс
- Г h ,„1сс - г, длина пластины, см; минимальный угол отклонения пластины от вертикали град;
радиус ролика, см/ расстояние между осями пластины и ролика по вер- гикали, см;
максимальный угол отклонения пластины от вертикали град.
значение усилия Р(и Pj) было дос- таточныт-f,.для излома заготовки, имеющей надрез, и не могло разрушить заготовку до образования на ней надреза. При возникновении производственной необходимости, например, при изменении типоразмера (формы и площади поперечного сечения) производимых брикетов, это усилие регулируют изменением степени уп- ; ругого элемента при помош,и винта 19 или заменой самого элемента на другой, отличающийся по жесткости.
J;Iзoбpeтeниe обеспечивает исключение разрушения заготовки с разбрасыванием осколков и ее отдельных более крупных частей и исключение возможностью получения травм обслуживающим персоналом. И при пробуксовке ролика отламывание брикетов происходит только по месту надрезов, изломы заготовки в других местах исключаются и устраняется получение брикетов с торцами неправильной формы и пониженного товарного вида, а также потери товарной продукции.
Формула изобретения
Линия для производства брикетов, содержащая экструдер, сталкиватель и установленный выше оси экструдера ролик с ножом, отличающая- с я тем, что, с целью обеспечения безопасности обслуживания линии,сталкиватель выполнен в виде подпружиненной упругим элементом пластины, установленной на оси с возможностью поворота и закрепленной с отклоне- нием от вертикали в направлении перемещения заготовки, при этом упругий элемент размещен со стороны нерабочей пластины, а расстояние между
осями пластины и ролика по вертикали
выбрано из соотношения 1
0
осями пластины и ролика по вертикали
п c°scf д,, где 1р
Ч «ин
г h
5
макс
- Г h ,„1сс - г, длина пластины, см; минимальный угол отклонения пластины от вертикали, град;
радиус ролика, см/ расстояние между осями пластины и ролика по вер- гикали, см;
максимальный угол отклонения пластины от вертикали, град.
12
/7
10
Jit
Фиг.З
ю
Фиг.
10
фиг.5
10
фиг. 6
