дируется в виде заготовки 1, поступающей на рабочую поверхность 3 направ™ ляющей плиты 4, Прижатие заготовки 1 к рабочей поверхности 3 осуществля ется с помощью ножевого ролика 5, подпружиненного пружиной 8. При повороте ножевого ролика 5 нож 9 касается верхней грани заготовки и начинает врезание в верхнюю грань. При начале врезания толкающий выступ 24 кулачка 25 своей рабочей поверхностью 27 касается свободного конца 23 передающего плеча 22 рычага 16. По мере дальнейшего поворота ножевого ролика рычаг 16 поворачивается на неподвижной оси 17, преодолевая усилие упругого элемента 15„ Поворот рычага .осуществляется под действием увеличивающегося по мере врезания ножа крутящего момента. Этот крутящий момент приводит к возникновению усилия, дополнительно прижимающего ножевой ролик к заготовке. Усилие, действую- щее на свободный конец передающего плеча рычага, преобразуется в усилие, действуюг ее на отламывающем плече рычага и изгибающее заготовку. Устройство обеспечивает отламывание от заготовки брикета с завершением внедрения ножа в верхнюю грань заготовки. 2 с,п. ф-лы, 13 ил.



| название | год | авторы | номер документа |
|---|---|---|---|
| Брикетирующий агрегат | 1987 |
|
SU1497010A1 |
| Линия для производства брикетов | 1987 |
|
SU1526998A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для разделки и укладки мелкой рыбы в банки | 1989 |
|
SU1717061A1 |
| Устройство для разрезания глиняного бруса | 1990 |
|
SU1705091A1 |
| Станок В.И. и К.В.Ефимчевых для раскалывания бревен на заготовки | 1987 |
|
SU1507569A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ПУСКОВЫХ ТРУБ РЕАКТИВНЫХ СНАРЯДОВ | 2003 |
|
RU2229081C1 |
| Устройство для очистки ленты конвейера | 1980 |
|
SU908705A1 |
| МАШИНА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЖ | 1991 |
|
RU2019566C1 |
| Механизм отрезки | 1978 |
|
SU806295A1 |


Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - обеспечение безопасности работы и улучшение качества брикетов. Устройство для осуществления способа производства брикетов из заготовки 1 содержит экструдер, направляющую плиту 4, ножевой ролик 5, прижатый к верхней грани 6 заготовки 1, подпружинен при помощи пружины 8 и имеет нож 9, стаскиватель в виде подпружиненного упругим элементом 15 рычага 16. Толкающий выступ 24 кулачка 25 имеет рабочую поверхность 27, нормальную боковой грани 26 ножевого ролика 5. Перерабатываемый волокнистый материал непрерывно экструдируется в виде заготовки 1, поступающей на рабочую поверхность 3 направляющей плиты 4. Прижатие заготовки 1 к рабочей поверхности 3 осуществляется при помощи ножевого ролика 5, подпружиненного пружиной 8. При повороте ножевого ролика 5 нож 9 касается верхней грани заготовки и начинает врезание в верхнюю грань. При начале врезания толкающей выступ 24 кулачка 25 своей рабочей поверхностью 27 касается свободного конца 23 передающего плеча 22 рычага 16. По мере дальнейшего поворота ножевого ролика рычаг 16 поворачивается на неподвижной оси 17, преодолевая усилие упругого элемента 15. Поворот рычага осуществляется под действием увеличивающегося по мере врезания ножа крутящего момента. Этот крутящий момент приводит к возникновению усилия, дополнительно прижимающего ножевой ролик к заготовке. Усилие, действующее на свободный конец передающего плеча рычага, преобразуется в усилие, действующее на отламывающем плече рычаге и изгибающее заготовку. Устройство обеспечивает отламывание от заготовки брикета с завершением внедрения ножа в верхнюю грань заготовки. 2 с.п. ф-лы, 13 ил.
Изобретение относится к деревооб- рабатьюающей промьтшенности, а именно к способам производства брикетов и устройству для его осуществления, и может быть использовано при изготовлении брикетов из волокнистых деревянных материалов, в основном, из стружечных отходов мебельного про изводства и опилок.
Цель изобретения - обеспечение безопасности работы и улучшение качества брикетов.
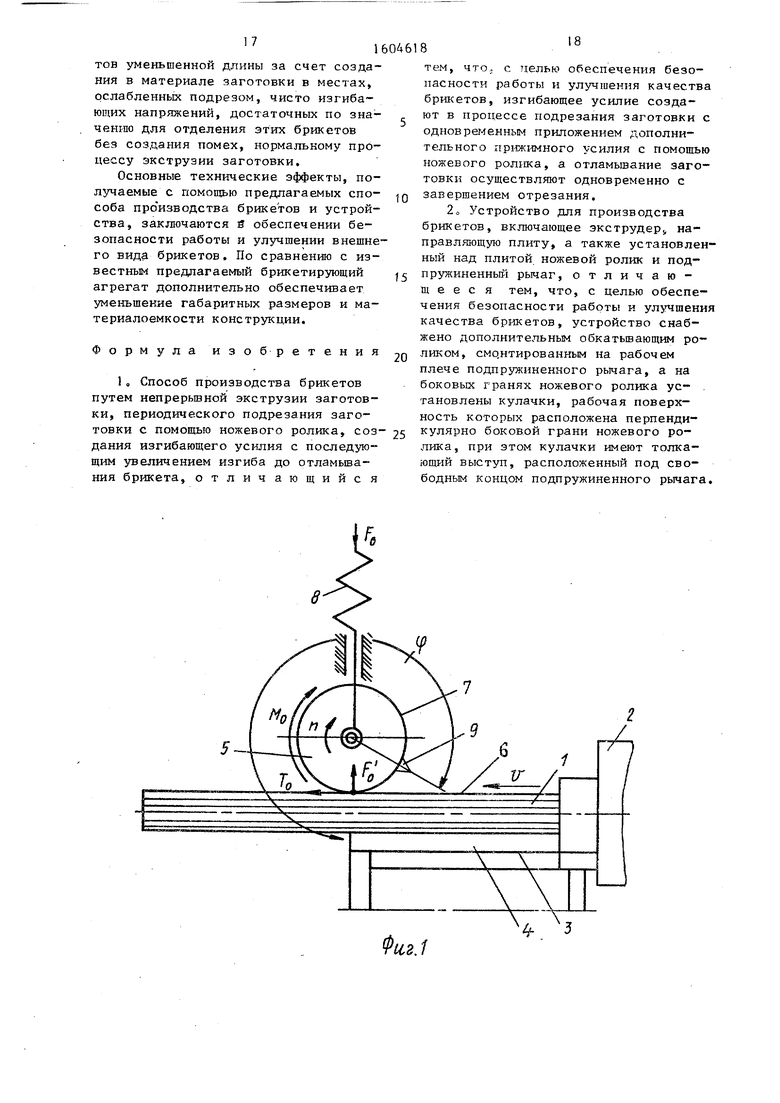
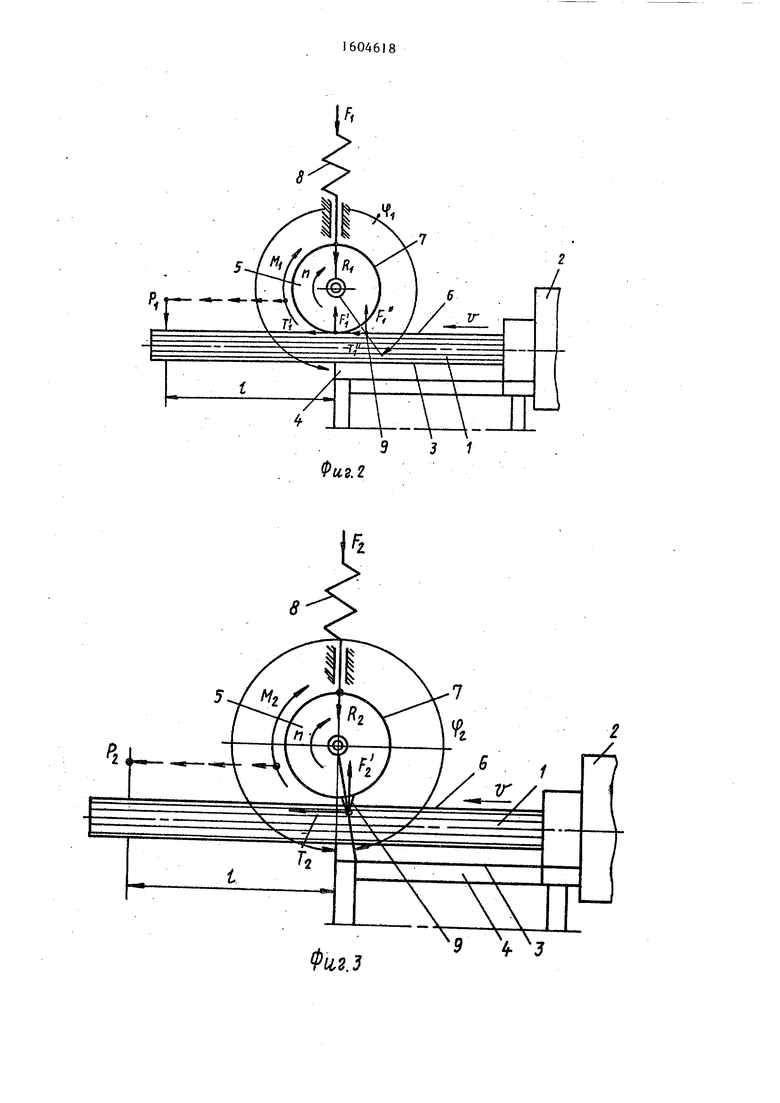
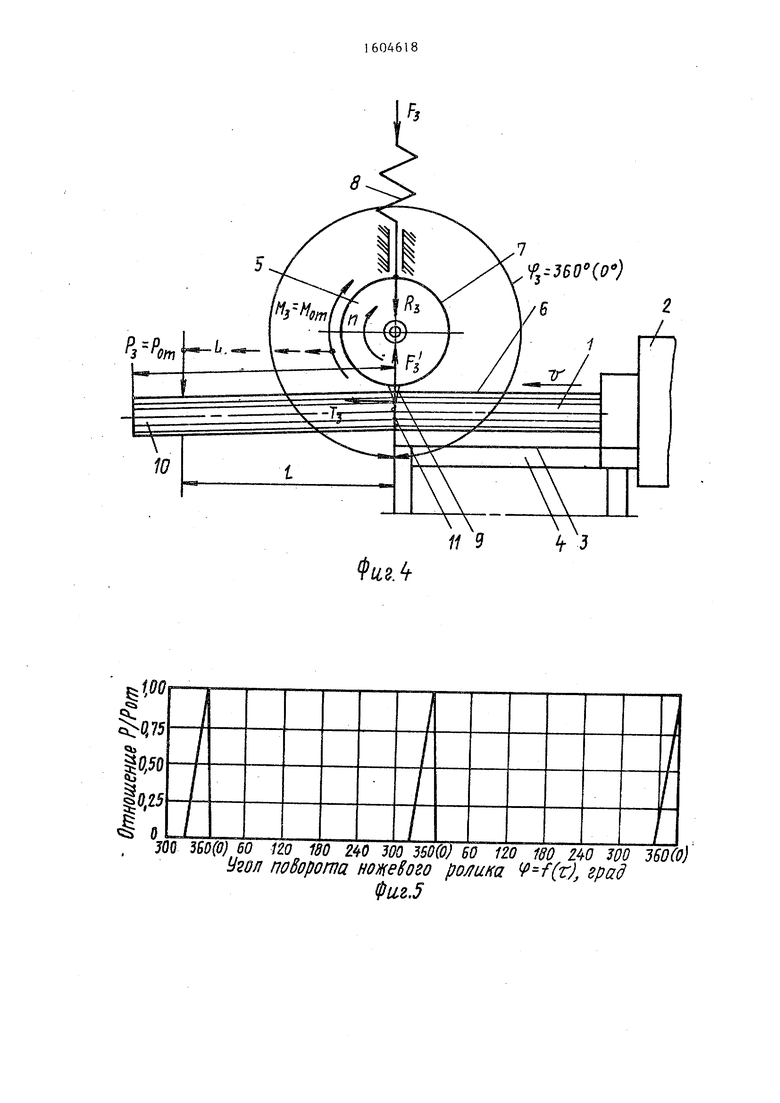
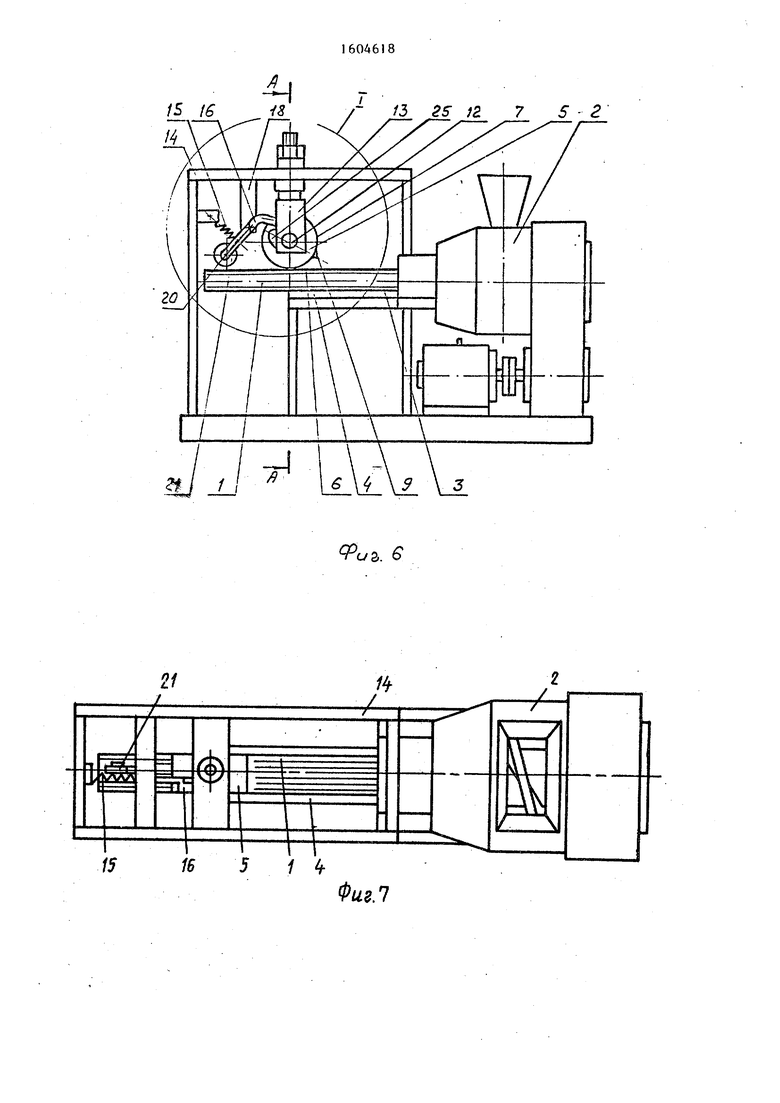
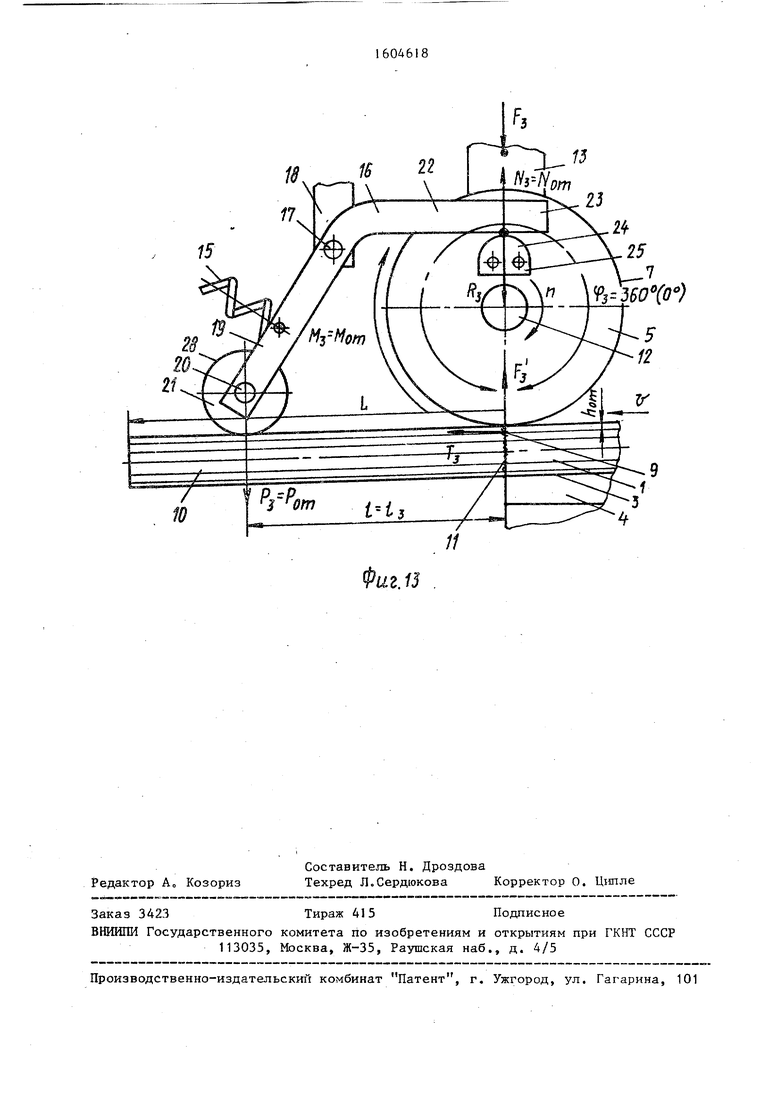
На фиг. 1 представлена схема сво- бодной обкатки ножевым роликом верхней грани заготовки брикета; на фиг, 2 - схема нагружения ножевого ролика с созданием изгибающего усили в момент врезания ножа в верхнюю грань заготовки брикета; на фиг. 3 - то же, в процессе дальнейшего врезания; на фиг, 4 - то же, в момент отламьшания от заготовки брикета; на фиг. 5 - циклограмма изменения изги- бающего усилия; на фиг. 6 - устройство для производства брикетов, вид сбоку; на фиг. 7 - то же, вид сверху; на фиг. 8 - узел I на фиг, 6; на фиг. 9 - разрез А-А на фиг. 6; на фиг. 10 - разрез Б-Б на фиг 8; на фиг. И - разрез В-В на фиг. 8; на фиг. 12 - схема, поясняющая работу сталкивателя в момент врезания ножа в верхнюю грань заготовки брикета; на фиг. 13 - to же, в момент отламьшания брикета.
Способ производства брикетов (фиг. 1-4) заключается в том, что
5 О
0
5
волокнистьй материал, например отходы первичной древесины или стружечные отходы или опилки мебельного производства непрерьшно экструдируют в виде заготовки 1, представляющей собой монолитньй профиль заданного поперечного сечения, осуществляя при этом прижатие выходящей из эк- струдера 2 заготовки . к рабочей поверхности 3 направляющей плиты 4 с помощью ножевого ролика 5, прижатого к верхней грани 6 заготовки 1. За счет наличия сил трения между рабочей поверхностью 7 ножевого ролика 5 и верхней гранью 6, обусловленных-возникновением реактивного усилия F (фиг. 1), со стороны поступательно перемещающейся со скоростью V заготовки передается усилие Т, приводящее к возникновению на ножевом ролике крутящего момента М, обуславли- вающего вращение ножевого ролика-с частотой По При этом часть энергии перемещающейся заготовки, передаваемая на ножевой ролик, расходуется на преодоление потерь в его опорах, а сам ножевой ролик 5 осуществляет свободную обкатку верхней грани 6 заготовки 1 брикета..
Предпочтительным является осуществление упругого прижатия ножевого ролика через пружину 8 к верхней грани заготовки, что уменьшает возможность пробуксовьшания ножевого роли- - ка.
При увеличении значения текущего угла ср до Ц (, (фиг. 2) нож 9 но 160А6
жевого ролика 5 начинает врезание в верхнюю грань заготовки 1, а соприкосновение ножевого ролика с верхней гранью заготовки происходит как по его рабочей поверхности 7, так и через нож 9. Врезание ножа сопровождается увеличением усилия прижатия ножевого ролика к верхней грани заготовки до значения F , уравнове- Q шенного-усилиями р1 и F., ножевой
1
ролик несколько приподнимается за счет сжатия пружины 8, а врезающийся нож обеспечивает надежное сцепление ножевого ролика с заготовкой. (5 Непосредственно после начала врезания ножа преобразуют; преимущественно с помощью механических устройств, крутяпдай момент, действующий на ножевом ролике и обусловленный усили- 20 ями Т, и Т, передаваемыми со стороны заготовки, в усилие Р,, изгибающее заготовку на плече 1, ив дополнительное усилие R,, прижимающее ножевой ролик к заготовке с со- 25 ответстп пощим увеличением крутящего момента со значения М до М,, При этом усилие, изгибающее заготовку, ориентируют в вертикальной плоскости в направлении сверху-вниз Ъер- ЗО пендикулярно оси заготовки.
В процессе дальнейшего подрезания заготовки (фиг, 3) продолжают преобразование крутящего момента, действующего на ролике, в усилие, изгибающее заготовку. По мере дальнейшего поворота ножевого ролика на угол ( (-f, происходит его дальнейшее приподнимание, усилие прижатия ножевого ролика увеличивается до JQ суммы значений F и R, уравновешенной реактивным усилием F, а опира- ние ножевого ролика на заготовку происходит через нож 9 с передачей . . через него на ролик усилия Т. Изгибающее усилие увеличивается до знаения Pg, чему соответствует увели- еш .е крутящего момента, действующе- o на ролике, до значения М,.
50
Преобразование крутящего момента,
действующего на ножевом ролике, в усилие, изгибающее заготовку, производят так, чтобы по мере поворота ножевого ролика от угла СР, до угла ее , Тов. по мере увеличения глубины подрезания заготовки, увеличивались напряжения изгиба заготовки с одновременным увеличением дополни8
тельного ус11лия, пргскимающего ножевой ролшс к заготовке.
Завершение подрезания производят преимущественно при значении угла поворота ножевого ролика С/ .j 360. При этом усилие, изгибающее заготовку, достигает критического значения Р Рд (фиг. 4), достаточног для отламьшания от заготовки 1 брикта 10, изгибающие напряжения в сечении J1 заготовки, ослабленном подрезом, достигают значения, превьш а- ющего предел прочности на изгиб ее материала. С завершением подрезания производят отламьшание от заготовки 1 брикета 10 длиной L, Б момент отламывания на заготовку действует усилие прижатия, равное сумме значений F и ЕЗ и усилие, изгибающее заготовку, РЗ РОГ которому соответствует крутящий момент М , М, возникающий вследствие передачи на- нож ролика усилия Т со стороны пос- т шательно перемещающейся заготовки.
После отламьшания брикета нож выходит из зацепления с заготовкой, усилие, изгибающее заготовку, уменьшается до нуля, ножевой ролик опускается до контакта его рабочей поверхности 7 с верхней гранью 6 заготовки, усилие прижатия ножевого ролика к заготовке уменьшается до значения F, а крутящий момент, действующий на ножевом ролике, уменьшается до значения М. Ножевой ролик начинает свободную обкатку верхней грани заготовки с равномерньм увеличением угла U) от значения С О до Ц т.во до начала последующего подрезания заготовки. При этом синхронно с каждым последующим подрезанием создают изгибающие усилия, осуществляя процесс производства брикетов в соответствии с приведенньм описанием. Циклограмма изменения усилия, изгибающего заготовку, представлена в виде графика зависимости отношения текущего значения Р этого усилия к значению усилия Р, изгибающего заготовку в момент отла- мьюания брикета, от значения текущего угла 1 поворота ножевого ролика, являющегося функцией текущего значения времени t (фиг. 5).
Устройство для осуществления способа производства брикетов из заготоки 1 содержит экструдер 2, рабочую поверхность 3 направляющей плиты А,
,16
ножевой ролик 5, npi-шатый к верхней грани 6 заготовки 1. Ножевой ролик 5 имеет круглую рабочую поверхность 7, подпруяданен с помощью пружины 8 и имеет НО5К 9, Подпружиненный ножевой ролик 5 обеспечивает усилие, достаточ-; ное для отламывания брикета 0 по сечению 1 заготовки 1. Ножевой ролик 5 (фиг. 6, 8-10) установлен на оси 12, смонтированной на вилке 13, под- прзгжиненной пружиной 8 и установленной с возможностью -перемещения в вертикальном направлении на верхней части рамы 14 агрегата, Сталкиватель устройства выполнен в виде подпружиненного упругим элементом 15 рькага
20
25
30
16, установленного на неподвижной оси 17, смонтированной на опоре 18 (фиг. 6-8, 11), прикрепленной к рама 14, Рычаг 16 имеет отламьшающее плечо 19 на конце которого на оси 20 установлен обкатьтающий ролик 21, и передающее плечо 22, свободный конец 23 которого расположен над толкающим выступом 24 кулачка 25 , прикрепленного (фиг. 8 и 10) к боковой грани 26 ножевого ролика 5 диаметрально противоположно лезвию ножа 9. Толкающий
выступ 24 кулачка 25 имеет рабочую поверхность 27, нормальную боковой грани 26 ножевого ролика 5, а рабочая поверхность 28 обкатьюающего ролика 21 выполнена по круглому цилиндру,
С целью обеспечения возг ожности производства брикетов различных типо- pasMeipoB опора 18 выполнена с возможностью установочного перемещения (не изображено) по отношению к раме Q 14 в вертикальном направлении и вдоль оси заготовки, а брикетирующий агент снабжен комплектом рычагов 16 различной длины, ножевыми роликами 5 различного диаметра и пружинами 8 различной жесткости.
Устройство работает следующим образом.
Перерабатьюаемьй волокнистый материал, преимущественно древесные отходы в виде опилок,- стружек и т.п., проходит в зкструдере 2 механическую и термическую обработку и непрерьшно экструдируется в виде заготовки 1 (фиг. 6 и 8) 5, поступающей на рабочзпо поверхность 3 направляющей плиты 4, Прижатие заготовки 1 к рабочей поверхности 3 осуществляют с помощью ножевого ролика 5, подпружиненного
22
45
50
8
0
5
0
5
0
Q
пружиной о и упруго прижатого с усилием FQ к верхней грани 6 заготовки 1 своей рабочей поверхностью 7. За счет наличия сил трения Т между рабочей поверхностью 7 и-верхней гранью 6 заготовки 1 и поступательного перемещения заготовки со скоростью V в направлении экструзии на ножевом ролике создается крутящий момент М ,
о он приходит во вращение с частотой
п,. осуществляя свободную обкатку верхней грани 6 заготовки 1 . В состоянии свободной обкатки ножевой ролик находится в крайнем нижнем положении, а между обкатьюающим роликом 21 и верхней гранью 6 заготовки 1 имеется зазор о . Наличие упругого прижатия несколько уменьшает возможность пробуксовки ножевого ролика относительно рабочей поверхности 6 заготовки 1„ При повороте ножевого ролика на угол Ij t, (фиг. 12) нож 9 ножевого ролика 5 касается верхней грани заготовки и начинает врезание в верхнюю грань, В этот момент времени соприкосновение ножевого ролика с заготовкой происходит как по его рабочей поверхности 7, так и по лезвию ножа 9, Началу врезания соответствует некоторое увеличение усилия F до значения F. и соответствующее сжатие пружины 8. Со стороны поступательно перемещающейся заготовки (фиг. 12) 2 на ножевой ролик передаются в направлении экструзии усилия т и Т, за счет сжатия пружины 8 ножевой ролик
Q
начинает несколько перемещаться в вертикальном направлении, а врезающийся в верхнюю грань заготовки нож обеспечивает ее надежное сцепление с ножевым роликом. При начале врезания толкающий выступ 24 :кулачка 25 своей рабочей поверхностью 27 каса- 5 ется свободного конца 23 передающего плеча 22 рычага 16, по мере дальнейшего поворота ножевого ролика рычаг 16 поворачивается на неподвижной оси 17, преодолевая усилие упругого элемента 15, Зазор о выбирается до нуля и об- катьшающий ролик опирается на верхнюю грань заготовки. Поворот рычага осуществляется под действием увеличивающегося по мере врезания ножа кру- тящего момента М,, действующего на ролике и возникающего за счет наличия усилий Т| и Т о Этот крутящий момент приводит к возникновению усилия NH, действующего на свободном конце
0
передающего плеча рычага 16 и приводящего к возникновению реактивного усилия RP дополнительно прижимающего ножевой ролик к заготовке При этом сумма значений усилий F и R, уравновешивается реактивными усилиями F. и F . Усипие N - N, действующее на свободный конец передающего плеча . рычага,преобразуется в усилие Р ,„ Р( действующее на отламьюающем плече рычага и изгибающее заготовку на плече 1 1| .
При дальнейшем повороте ножевого ролика с его положения, определенного г значением текущего угла Q) CP|, до положения, соответствующего значению Ср Ц), крутящий момент М, действующий на ножевом ролике, и усилия F, Т, Р и R проходят через промежуточные -,« значения N, -р, 1, 7 и R ()J)Hr. 3), изменяясь по мере увеличения угла Ср в указанных пределах в сторону увеличения. Продолжаются сжатие пружины 8 и перемещение ноже- 25 вого ролика в вертикальном направлении, увеличивается глубина подреза, рабочая поверхность ножевого ролика отрьюается от верхней грани заготовки, а опирание ножевого ролика заготовку осуществляется через нож
9, При этом крутящий мрмент, дейст- зпощий на ролшсе, непрерьшно преобразуется в усилие Р, изгибающее заготовку, и в дополнительное усилие R,
риживающее ножевой ролик к загоовке,
Выполнение рабочей поверхности 28 обкатьшающего ролика 21 по круглому цилиндру обеспечивает ориентацию уси-4з ЛИЯ Р, изгибающего заготовку, в вертикальной плоскости в направлении сверху вниз перпендикулярно оси заготовки, что позволяет наиболее полно преобразовать энергию поступатель-дз но перемещающейся заготовки в чистый изгибающий момент, действуюпщй на ее консольном кольце, без создания усилий, действующих в другом направлеНИИ,
при повороте ножевого ролика на угол Cj (фиг. 13) значение усилия, изгибающего заготовку и деист-. вующего на плече 1 1, достигает значения Р,, достаточного для отламывания от заготовки брикета 10, а изгибающие напряжения в сечении 11, ослабленном подрезом глубиной h(}T, достигают значения, превышающего
35
„
г « 5 ri
з з
5
предел прочности на изгиб материала заготовки. Конструкция брикетирующего устройства обеспеч1шает отламывание от заготовки брикета с завершением внедрения ножа в верхнюю грань заготовки. При отламывании брикета 10 длиной L на нож 9 со стороны заго- товки передается в напра:влении экструзии усилие ТJ, создающее на ролике крутящий момент М, последовательно преобразуемый в усилие N ,| действующее на передающем плече рьгчага, и усилие Р Р, изгибающее заготовку и производящее от- ламьшание от нее брикета. В момент отламьшания прижатие-заготовки осуществляется суммой усилий F и Rj, уравновешенных усилием F ,
После отламывания брикета нож за счет дальнейшего поворота ножевого ролика выходит из зацепления с заготовкой, одновременно ножевой ролик под действием пружины 8 опускается дс контакта его рабочей поверхности 7 с верхней гранью 6 заготовки, значения крутящего момента, действующего на в:ожевом ролике, и усилия прижатия ножевого ролика к заготовке уменьшаются до значений М, и F , толкающий выступ 24 кулачка 25 выходит из кон, такта со свободным концом 23 передающего плеча 22 рычага 16, -иругий элемент 15, действующий на отламьюа- ющее плечо 19, поворачивает рычаг в исходное положение с образованием зазора (3 между обкатьшающим роликом 21 и верхней гранью заготовки.
При дальнейшей работе устройства в точном соответствии со способом производства брикетов и циклограммой (фиг. 5) процесс врезания ножа, преобразования крутящего момента, дей- ствую1дего на ролике,, в усилие, изгибающее заготовку, и отламывание брикета повторяется с синхронным созданием изгибающего усилия с каждь М подрезанием заготовки.
Пример, Способ производства: брикетов осуществляют на брикетирующем агрегате, Перерабатьюают измель-: ченные сосновые отходы мебельного производства -с производительностью по брикетам не менее 550 кг/ч.
Брикеты должны иметь квадратную форму поперечного сечения с высотой ; граней b 7,0 см со скруглениями между смежными гранями, выполненными по радиусу 1,2 см. Площадь поперечно11160
го сечения брикетов S 47,8 см ; требуется обеспечить длину брикетов L 40 + 2 см после их остьшания.
Базовый экструдер брикетирующего агрегата обеспечивает получение за- данной производительности по готовым брикетам данного поперечного сечения G 550 кг/ч при плотности материала брикетов Р2о°с 05 г/см. Коэф- фициент линейного термического расширения материала брикетов равен f( , температура экстру- дируемой заготовки Т 230 С, температура брикета после остьшания Тt 20°С, среднее значение проскаль- зьюания ножевого ролика относительно верхней грани заготовки 0,01. В брикетирующем агрегате применен нож высотой Н 1,5 см с углом за- точки лезвия 30°, максимальная глуби- на подрезания заготовки hp 1,2см, усилие FJ врезания ножа в заготовку при максимальной глубине подрезания 30 Н, Для материала заготовки при температуре экструзии 230 С предельно допустимое напряжение на изги равно б 3ц 20 Н/см.
Предварительно производят выбор основных параметров ножевого роли- ка 5, пружины 8 и рычага 16, необходимых для производства брикетов при заданных условиях.
I t
Определяют скорость выхода остьш- юей до температуры 20°С заготовки из условия обеспечения заданной производительности по данным брикетам
З.бр,
3,04 см/с.
10°с
Необходимая скорость выхода заготовки при температуре экструзии с учетом ее последующего остьшания равна
V -г- :;-г- 3,12 см/с.
1 - -ЛСТд - Tj.)
Находят необходимую длину отрезков заготовки для получения брикетов заданной длины с учетом остывания: I
L
1 - (Т, - Tj.)
Определим необходимый диаметр D ножевого ролика, исходя из требуемой (после остьюания) длины брикетов и проскальзьшания ножевого ролика относительно верхней грани заготовки:
12
D
ird -6)
13,19 см.
Выбирают ножевой ролик наружным диаметром 13,0 см, что позволяет получать длину брикетов в пределах допуска.
Находят частоту вращения ролика в процессе производства брикетов:
,0756 .
п Yli-i ei - о (
7D °
Находят значение угла Cf,, соответствующее началу врезания ножа в верхнюю грань заготовки, исходя из вы- соты ножа Н и диаметра D ролика:
q), 360 - arccos(--5-2Jj-)
324,3°.
что соответствует длине U1 ДУГи окружности от начала до заверщених5 подрез
Гв(3бо -tf.) . .
Д1 05 см.
I
Производят выбор рычага из услови
обеспечения длины 1 (фиг. 13), меньшей по сравнению с длиной
1 L
U1 36,98 см.
(чем обеспечивается нахождение торца свободного конца заготовки под обка- тьшающим роликом при начале врезания ножа) и достаточно большой для создания необходимого изгибающего усилия для отламьшанйя брикета ..
Выбирают рычаг, обеспечивающий расстояние 1 35,0 см, с расположением отверстия под неподвижную ось 17 (фиг. 13), обеспечивающим равенство усилий N(j и Рр в момент отламывания брикета.
Масса отламываемого брикета равна
m S L 2007,6 г,
что соответствует значению массовой силы
Р. 10 mg 19,7 Н.
Находят момент сопротивления W сечения 11 (фиг. ГЗ), по которому происходит отламьгоание брикета:
„1bГь
6 Ui- (Tj-Tg)l
-h,,8 cм
С учетом предельно допустимых напряжений на изгиб, массы и размеров отламываемого брикета и выбранных размеров рычага определяют значение усилия Р, необходимое для отламьша- ния брикета
,.W
Р Ь 2
12,9 Н,
при этом в. соответствии с выбранными размерами рычага N 12,9 Н значение Rg также равно 12,9 Н.
Выбирают пружину 8, имеющую линейную зависимость значения перемещения ее торцов от значения приложенного к торцам усилия F и обеспечивающую (с учетом предварительного сжатия для обеспечения прижатия ножевого ролика к верхней грани заготовки) усилия
Ч - NOT 37,1 Н
при максимальной глубине врезания ножа в заготовку h о 1,2 см. Другие размеры остальных элементов брикетирующего агрегата и пара- метры (не приводятся) обеспечивают его работу в Соответствии со схемами (фиг. 1-4, 8, 12 и 13).
При работе устройства, имеющего указанные определяющие размеры основных элементов и оговоренные параметры и условия работы, измельченные сосновые отходы мебельного производства подают на вход экструдера 2, где подвергают механической и
термической обработке, и в виде неп- рерьшно экструдируемой заготовки 1, имеющей температуру , подают (с массовой подачей 550 кг/ч) в зазор между рабочей поверхностью 3 нап равляющей плиты 4 и круглой рабочей поверхностью 7 ножевого ролика 5. После стабилизации параметров работы экструдера упруго прижимают с помощью пружины 8 ножевой ролик 5 к верх ней грани 6 заготовки 1 .с усилием F 12 Но Непрерьшно экструдируемая с линейной скоростью V 3,12 см/с заготовка за счет передачи усилия Tj) 0,9 Н создает на ножевом ролике крутящий момент Мд 5,85 и ножевой ролик приходит во вращение с частотой п 0,0756 , осуществляя свободную обкатку верхней грани
10
5
.
п
з л,
заготовки и одновременно ее прижатие к рабочей поверхности ().
При достижении текущим углом (о поворота ножевого ролика значения ср, 324,3° (фиг, 12) кож 9 ножевого рол1жа врезается в верхнюю грань заготовки, а ножевой ролик вместе с осью 12 и вилкой 13 начинает перемещаться вертикально вверх за счет деформации пружины 8 с соответствующим увеличением усилия прижатия к заготовке, толкающий выступ 24 кулачка 25 своей рабочей поверхностью 27 касается свободного конца 23 передающего плеча 22 рычага 16, а рычаг 16 начинает поворачиваться на неподвижной оси 17. Поворот рычага сопровождается увеличением крутящего момента на ножевом ролике, обеспечивае- увеличивающимся усилием, передаваемым в осевом направлении на нож непрерьшно экструдкруемой заготовкой, Одновременно зазор между рабочей поверхностью 28 обкатывающего ролика 21, первоначально равный ( 1,2 мм, уменьшается до нуля, и обкатьвающий ролик опирается на верхнюю грань заготовки. В этот момент работы брикетирующего агрегата крутящий момент М, действующий на ролике, начинает пре- образовьшаться в усилие Р, изгибающее заготовку, и дополнительное усилие R, прижимающее ножевой ролик к заготовке. Преобразование крутящего момента осуществляют путем контакта свободного конца 23 передающего плеча 22 рычага 16 с рабочей поверхностью 27 толкающего выступа 24 кулач- ка 25.
При дальнейшем повороте ножевого рол1жа смугла tf, 324,3 до угла Cj)j 360 крутящий момент на ножевом ролике увеличивается (фиг. 13) до значения Мз MQ.- 14,6 Н-см, усилие сжатия пружины 8, дополнительное усилие прютатия ножевого ролика и усилие, изгибающее заготовку, до зна- чения з 17,1 Н, N NO 12,9 Н и Р. Рр-г 12,9 Hj а нож врезается в заготовку на максимальную глубину от .1 2 asi,
В процессе возникновения и увеличения усилия, изгибающего заготовку, вследствие круглой формы обкатьшаю- щего ролика это усилие ориентируется перпендикулярно оси заготовки в вертикальном направлении сверху вниз. При достижении изгибающим усилием ,
значения Р 12,9 Н напряжения изгиба в сечении 31 заготовки, ослабленном подрезом, увеличивается до предельно допустимых напрялсений на изгиб 20 Н/см и от заготоки отламьюается брикет длиной L 41 см, которьй после остьшания до температуры 20 С приобретает необходимые размеры,
После отламьшания брикета рычаг 16 под действием упругого элемента 15 и ножевой ролик под действием пружины 8 возвращаются в исходное положение и процесс брикетирования синхронно повторяется при дальнейшей работе брикетирующего агрегата в соответствии с приведенным описанием.
Конструкция устройства обеспечивает совпадение во времени врезания ножа ножевого ролика в заготовку, создания усилия, изгибающего заготоку и направленного на отламьтание брикета, и дополнительного усилия, прижимающего ножевой ролик к заготовке. Однозначная функциональная связь между подрезанием заготовки и отламьшанием от нее брикета явля ется следствием выполнения сталкива теля в виде установленного на неподвижной оси рычага, имеющего отламывающее плечо со смонтированным на нем обкатьшающим роликом и передаю- щее плечо, свободньм конец которого расположен под толкающим выстзлпом кулачка, прикрепленного к боковой грани ножевого ролика диаметрально противоположно лезвию ножа. Перечне ленные признаки позволяют после начала врезания ножа в заготовку и обеспечения ее-надежного сцепления с роликом (также за счет создания дополнительного усилия прижатия) преобразовать крутящий момент, возникающий на ролике, в усилие, изгибающее заготовку, по мере увеличени глубины врезания за счет дальнейшего поворота ножевого ролика и поворота рычага под действием тр)жающе- го выступа кулачка увеличивать изги заготовки и изгибающие напряжения в ее материале до отламьюания от заготовки брикета при заверщении ее подрезания по месту, ослабленному подрезом, в котором изгибающие напряжения при этом достигают максимальных значений, превьппающих преде
5
..
0
5 0 с Q
0
5
прочности материала заготовки на изгиб.
Однозначная функциональная связь между подрезанием заготовки и отламьшанием от нее брикета исключает возможность излома заготовки по монолитному сечению, не ослабленному подрезом, возникновения в материале заготовки чрезмерных напряжений, образования осколков при отделении брикетов с их разбрасьгоанием или раз- брасьшанием самих брикетов с попаданием в зону обслуживания, т.е. брикетирующий агрегат улучшает условия труда и безопасность обслуживания. Одновременно получаемые брикеты имеют ровные торцовые поверхности, улучшается их внешний вид.
Выполнение обкатьшающего ролика круглой формы позволяет ориентировать усилие, изгибающее заготовку, в вертикальной плоскости в направлении сверху вниз и перпендикулярно продольной оси заготовки, т.е. усилие, направленное на отламьшание брикета, создает в заготовке чисто изгибающие напряжения, а энергия поступательно перемещающейся при экструзии заготовки наиболее эффективно используется для осуществления процесса отламьшания брикета. Строго ориентированное направление силы, изгибающей заготовку, в направлении сверху вниз обеспечивает устранение возможности разброса брикетов в горизонтальной плоскости, что также повышает безопасность работьь Этому способствует также наличие упругого элемента, подпружинивающего рычаг и отводящего его отламьшающее плечо в крайнее верхнее положение после завершения отламьшания брикета.
Предусмотренное изобретением вы- полнение кулачка, прикрепленного к боковой грани ножевого ролика и имеющего рабочую поверхность, нормальную этой грани, а также выполнение сталкивателя в виде рычага, расположенного вблизи ножевого ролика, обеспечивает дополнительно компактность конструкции, доступность ее элементов для .обслуживания, уменьшает материалоемкость рамы и агрегата в целом и занимаемую им производственную площадь,,
Дополнительные преимущества при использовании устройства заключают- .ся в возможности производства брике 1
тов уменьшенной длины за счет создания в материале заготовки в местах, ослабленных подрезом, чисто изгибающих напряжений, достаточных по значение для отделения этих брикетов без создания помех, нормальному процессу экструзии заготовки.
Основные технические эффекты, полз/баемые с помощью предлагаемых способа про изводства брикетов и устройства, заключаются и обеспечении безопасности работы и улучшении внешнего вида брикетов. По сравнению с известным предлагаемый брикетирующий агрегат дополнительно обеспечивает уменьшение габаритных размеров и материалоемкости конструкции.
ормула изобретения
1 о Способ производства брикетов путем непрерьшной экструзии заготовки, периодического подрезания заготовки с помощью ножевого ролика, соз- Дания изгибающего усилия с последующим увеличением изгиба до отламьша- ния брикета, отличающийся
0
5
0
5
тем, ЧТО; с целью обеспечения безопасности работы и улучшения качества брикетов, изгибающее усилие создают в процессе подрезания заготовки с одноврег- енным приложением дополнительного прижимного усилия с помощью ножевого ролгша, а отламьшание заготовки осуществляют одновременно с завершением отрезания.
2о Устройство для производства брикетов, включающее экс труд ер,, направляющую плиту, а также установленный над плитой ножевой ролик и подпружиненный рычаг, отличающееся тем, что, с целью обеспечения безопасности работы и улучшения качества брикетов, устройство снабжено дополнительным обкатьшающим роликом, смо.нтированным на рабочем плече подпружиненного рычага, а на боковых гранях ножевого ролика установлены кулачки, рабочая поверхность которых расположена перпендикулярно боковой грани ножевого ролика, при этом кулачки имеют толкающий выступ, расположенный под свободным концом подпружиненного рычага.
fc./
Физ.2
Фи,2.3
Э J 1
Я Р
г г г/
, 560 (О)
Фив.
jt
/5 16i8
A,
/ /
TJ
u. €
21
f5
16 5 / 4Фиг.1
/3 25)2. 7 52
/I-A
/4
Фс/s.W
10
-xX
x
mz zzzzzz,
7
19
§
7//1//.
ii /Фиг.11
15
.
t, - -X
./ ///J//////,
J . t.,- /
/
7 f { ( I Ш.
r
z
7 f/
r f ,i
26
2b
13
23
2
25
12
Фиг. 12
15
15
(0)
| Устройство для деления бруса брикета и выдачи брикета на конвейер | 1983 |
|
SU1135648A1 |
| Линия для производства брикетов | 1987 |
|
SU1526998A1 |
