1
(21)4357328/31-02
(22)04.01.88
(46) 15.12.89. Бюл. № 46
(71)Донецкий политехнический институт
(72)В.М.Клименко, О.И.Осоченко, В.М.Катаев, В.С.Сапелкин, В.Н.Гуров, М.А.Лдаменко
и Э.А.Егоров (53) 621.771.04(088.8) (56) Есипов В.Д. и др. Прокатка специальных профилей сложной формы. К,: Техника, 1985, с. 173.
Авторское свидетельство СССР № 221635, кл. В 21 В 1/22, 1966. (54) СПОСОБ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ (57) Изобретение относится к прокатному производству, к процессу прокатки полосовой стали. Цель изобретения - повышение качества проката путем стабилизации ширины полосы. Способ осуществляется путем высотной деформации полосы в горизонтальных цилиндрических валках. При одинаковой по ширине полосы высотной деформации центральный участок деформируется в режиме прокатки, одновременно крайние участки полосы - в режиме волочения. При этом волочение крайних участков происходит за счет сил трения прокатки центрального участка. Способ позволяет повысить точность размера ширины, увеличить выход годного и экономию металла. 1 табл., 1 ил.
$
О)

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосовой стали | 1989 |
|
SU1674998A1 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1997 |
|
RU2128559C1 |
| Способ прокатки слитков | 1989 |
|
SU1678468A1 |

Изобретение относится к прокатному производству, к процессу прокатки полосовой стали. Цель изобретения - повышение качества проката путем стабилизации ширины полосы. Способ осуществляется путем высотной деформации полосы в горизонтальных цилиндрических валках. При одинаковой по ширине полосы высотной деформации центральный участок деформируется в режиме прокатки, одновременно крайние участки полосы- в режиме волочения. При этом волочение крайних участков происходит за счет сил трения прокатки центрального участка. Способ позволяет повысить точность размера ширины, увеличить выход годного и экономию металла. 1 табл., 1 ил.
Изобретение относится к прокатному производству, к процессу прокатки полосовой стали.
Цепь изобретения - повышение качества проката путем стабилизации ширины полосы.
Способ прокатки поЛосовой стали заключается в деформации полосы по высоте в горизонтальных цилиндрических валках, при этом одновременно осуществляют деформацию центрального по ширине полосы участка прокаткой и деформацию крайних участков полосы протягиванием через ролики. Ширина центрального участка полосы равна
В (О,6...и,95) BO, Г де ВIJ - ширина всей полосы, мм.
Соотношение шир1ГН з) центральной части (зоны прокатки,) I . и общей ширины полосы BO, BI,/BC 0,6... О, 95,
Нижняя граница этого соотношения определяет предельные условия осуществления процесса по резерву сил трения. При 0,6 исчерпывается резерв активных сил трения прокатки центрального участка. Процесс при этом неосуществим, происходит буксовка. При ;, ,95 ширина зон волочений на крайних участках незначительна и процесс прокатки с зонами волочения сводится к обычному процессу прокатки полосы в гладких валках с развитой поперечной деформацией.
На чертеже представлен пример конструктивной реализа1Д1и предложенного способа.
На приводных валках 1 свободно на подшипниках качения 2 установлены бандажи 3. Наружный диаметр бандажей равен диаметру центральной части приел ю
сх
СП
00
водного валка. Таким образом, центральная часть полосы 4 деформируется в приводных валках 1, крайние участки - в свободно вращаклдихся банда- жах 3.
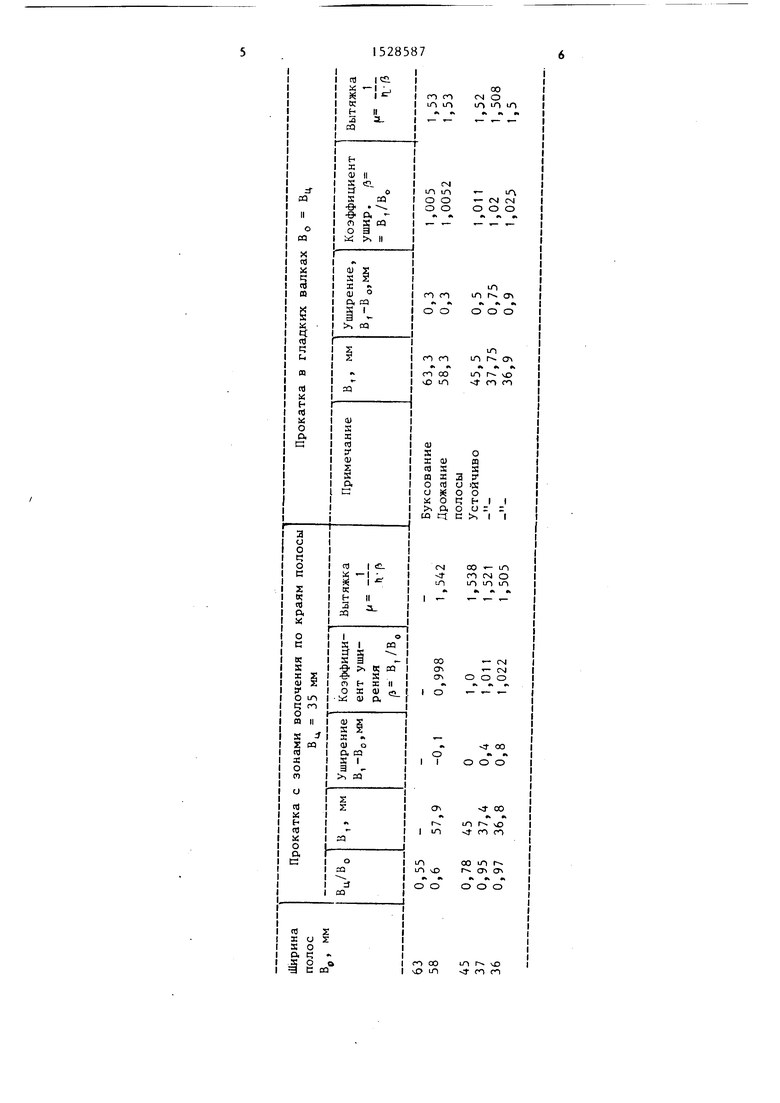
Предлагаемый способ прокатки полосовой стали реализован на стане 300. В валках диаметром 300 мм и шириной центральной части В 35 мм прокатывают полосы различной ширины Вр 63, 58, 45, 37, 36 мм, соответственно 0,55:0,6:0,78:0,95: :0,97. Начальная высота полос Нр 6 мм, конечная Н 3,9 мм, коэффи циент высотной деформации ч 0,65.
Для оценки кинематических параметров производят измерения уширения и вытяжки полос. Такие же полосы про катываются в обычных прокатных гладких валках диаметром 300 мм без зон волочения.
В таблице приведены результаты прокатки по двум способам,
При отношении 0,55 процес прокатки с зонами волочения не осуществляется из-за буксования полосы. При В /Bjj 0,6 процесс проходит с дрожанием полосы, что свидетельст- вует о наличии микропробуксовок в очаге деформации. При В ц/В 0,6 процесс проходит устойчиво, без пробуксовок. Кинематические параметры процесса прокатки с зонами волочения при В / Bj 0,97 практически совпадают с параметрами обычной прокатки в гладких валках. При , 0,95 происходит значительное уменьшение уширения и рост вытяжки. При 0,78 уширения нет, весь металл, смещаемый по высоте, идет в вытяжку.
При В /В J, 0,6 также отсутствует уширение. Таким образом, значение В /BO 0,6 определяет нижнюю границу, связанную с резервом активных сил трения. При Вц/В 0,95 процесс прокатки с зонами волочения переходит в обычную прокатку на гладких валках. В интервале Вц/В (О,6...О,95) благодаря наличию зон волочения происходит увеличение вытяжки металла в среднем в 1,012 раза за счет уменьшения поперечного течения металла, что Снижает колебания ширины размера.
Использование предлагаемого способа прокатки полосовой стали обеспечивает увеличение вытяжки металла, сокращение необходимого количества клетей стана и повышение точности и стабильности ширины размера, увеличение выхода годного и экономию металла за счет использования поля допуска на О,2...0,3%:
Формула изобретения
Способ прокатки полосовой стали, включаю1ций деформацию полосы в горизонтальных цилиндрических валках, отличающийся тем, что, с целью повышения качества проката путем стабилизации ширины полосы, одновременно осуществляют деформацию ценрального участка раската прокаткой в горизонтальных приводных валках, а деформацию крайних участков - протягиванием через ролики, при этом ширину центрального участка В выбирают равным
В (О,6..,0,93) В, где BQ - начальная ширина полосы.
К f(
MitCUt
