Изобретение относится к обработке металлов давлением и может быть использовано на обжимных и заготовочных станах .
Цель изобретения - повышение качества проката путем обеспечения равномерности деформирования боковых граней.
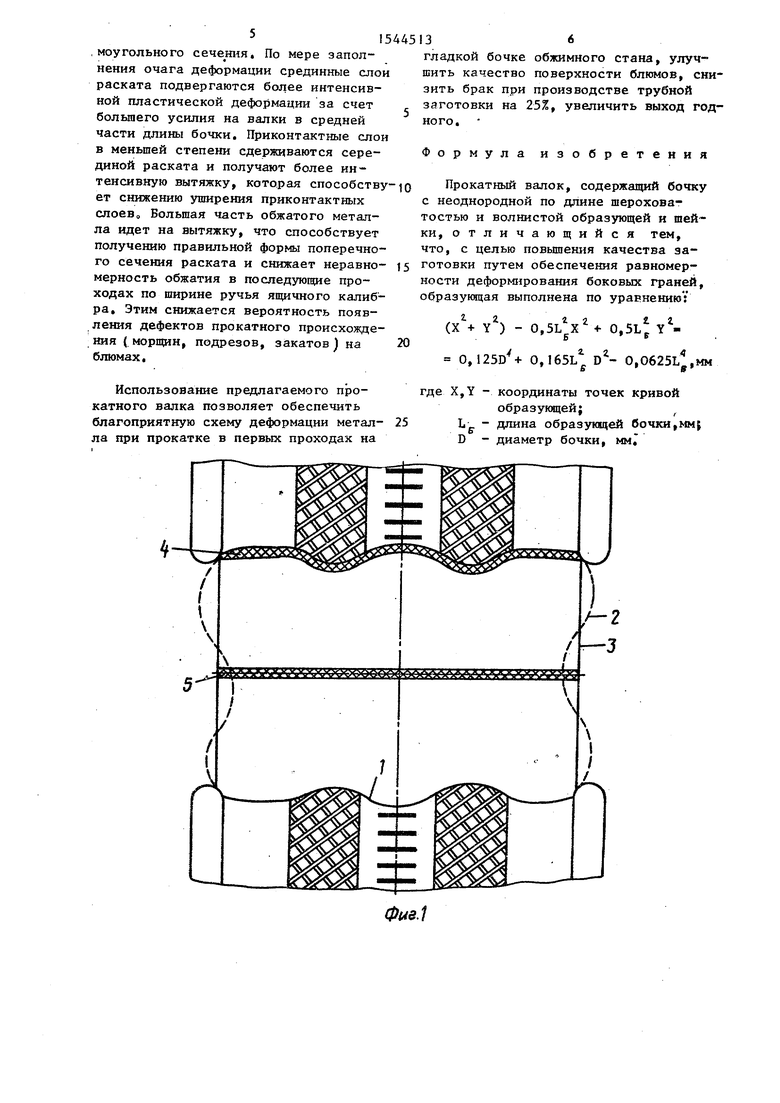
На фиг.1 дана профилировка валков клети; на фиг.2 - форма образующей валка в центральной части.
На прокатном валке изменение профиля образующей поверхности выполнено в центральной части бочки на участке, равном 0,6-0,7 длины образующей, по уравнению Кассини
, z
(Хг+ YV- 0,5 Хг+ 0,5 L Y
0,1250 + 0,165 0,0625L1r,
где X,Y - координаты точек кривой -образующей;
С)
ых
ов
оеаС)
Le- длина образующей бочки;
D - диаметр бочки. На чертеже обозначены: участок I длины бочки валка, выполненный по уравнению Кассини, форма боковой поверхности 2 раската при неравномерном распределении вытяжек, форма боковой поверхности 3 раската при равномерном распределении вятяжек по сечению, приконтактный слой 4 металла, срединный слой 5 металла.
Особенность изготовления поверхности бочки валка состоит в том, что выполнение образующей по указанной зависимости создает неравномерное изменение коэффициента трения по длине бочки от края полосы к ее середине, причем наименьшее значение коэффи циента трения у края полосы, а по направлению к центру полосы она вначале увеличивается, а потом вновь уменьшается. Такое распределение
0
ё
S
4ь СП
О
коэффициента трения позволяет влиять на формоизменение боковых граней проката.
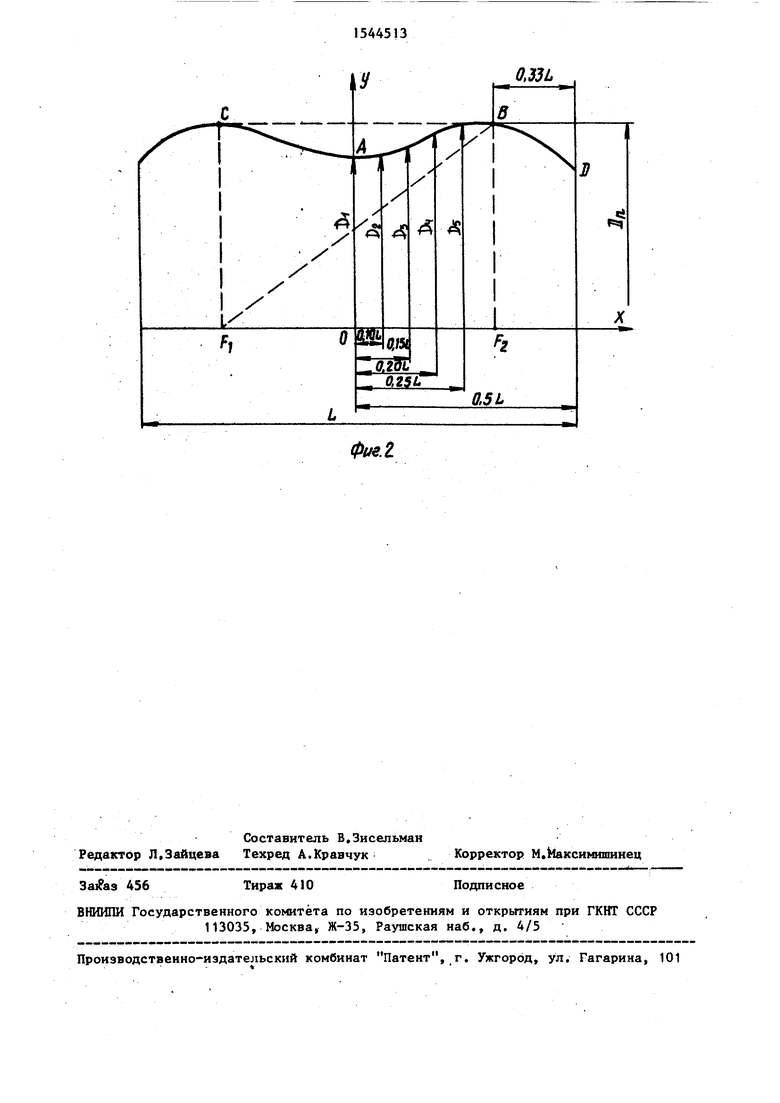
На фиг.2 изображена центральная часть бочки прокатного валка, длиной L. Поверхность этой части бочки валка описана криволинейной зависимостью ( фиг. 2} о
Для расчета этой зависимости при- нято допущение,.что точки перегиба В,С располагаются на длине 0,33 L от края. Параметр представлен в виде произведения абсолютных величин расстояний от фокусов Ft, FI до точ- ки перегиба В, т.е. а2 / /BFZ|.
Учитывая,что BF - 0,5D (где D - диаметр бочки), a - 0,66L, из flFjBF находят
I1г I
BF( - V0.5D + 0.66L 0,3D - а ;
(3)
a -(0.5D + 0,661/) 0, (4) а4 - 0.125D4 + О, 165I/D2.(5)
Величина С принята равной 0,5L, тогда С 0,0625 I/.
Подставив исходные данные в урав- 30 некие 1, получают
1 t iг гг г
(X + Y ) - 0.5L X + 0,5L Y - 0,125 D + 0,165 0,06251.
(6)
1
Для определения .текущего днамет- ра по криволинейной образующей бочки на участке АВ необходимо подставить текущее значение координаты по оси X, изменяющейся в диапазоне (0- 0,35)L, значение длины бочки L, ее диаметр D.
Решая полученное биквадратное уравнение, находят значения текуще- го диаметра Dj ,D2,,, с ,D,
Прокатка слитков в валках с распределением шероховатости в центральной части длины бочки по уравнению Каесини позволяет исключить удлинение и уширение металла только в местах его контакта с валками. Срединные (маутодеформируемые ) слои увлекаются за счет течения приконтактных слоев, а поперечное сечение раската искажается за счет сложной схемы деформации, с неравномерным распределением вытяжек (фиг.1).
-
Q 5
0
5
0
35
40
45
50 ,5
Распределение профиля поверхности по уравнению Кассини способствует созданию схемы напряженно-деформированного состояния с более равномерной деформацией и прямой конфигурацией боковых граней раската. Это особенно важно при задаче раската с гладкой бочки для последующей прокатки в ящичном калибре. За счет более равномерной деформации по контуру ручьев калибров достигается снижение внутренних напряжений, приводящих к образованию морщин и переполнению калибров с появлением подречов и закатов. Кроме того, при прокатке на гладкой бочке слитков малопластичных марок стали, а также имеющих низкую температуру нагрева, для получения правильной формы поперечного сечения раската требуется увеличение числа кантовок и снижение обжатия за проход, что снижает производительность стана. Предлагаемая конструкция прокатного валка способствует уменьшению влияния этих факторов на геометрию раската.
П р и м е РО Валок обжимного стана может быть подготовлен следующим образом. Например, длина бочки L 2400 мм, диаметр D « 920 мм, подставив эти данные в уравнение 6, а также изменив координаты по оси X в интервале (0 - 0,35)L, находят, что изменение диаметра бочки на участке Кривой Кассини лежит в пределах 800-870 мм на расстоянии АВ и в дальнейшем убывает до 850 мм на участке ВВ0 На участке 0,3L, симметрично расположенном центру бочки, производят накагку рифленными роликами с трапециевидной формой рифа. Далее на участке длиной 0,2 L производят наварку высоких валиков, а у краев бочки - гладкую токарную обработку,
о Сочетание распределения шерохова- тоати по длине образующей бочки валка с изменением диаметра по криволинейному закону способствует снижению неравномерности деформации по сечению полосы и повышению качества заготовок.
Прокатный валок работает следующим образом,,
За счет увеличения трения ча контакте рабочей поверхности бочки, равной 0,6-0,71,, с нанесенным рифом и наваркой обеспечивается устойчивый захват слитка квадратного или пря515
моугольного сечения. По мере заполнения очага деформации срединные слои раската подвергаются более интенсивной пластической деформации за счет большего усилия на валки в средней части длины бочки. Приконтактные слои в меньшей степени сдерживаются серединой раската и получают более интенсивную вытяжку, которая способству ет снижению уширения приконтактных слоев Большая часть обжатого металла идет на вытяжку, что способствует получению правильной формы поперечного сечения раската и снижает неравно- мерность обжатия в последующие проходах по ширине ручья ящичного калибра. Этим снижается вероятность появления дефектов прокатного происхождения (морщин, подрезов, закатов) на блюмах.
136
гладкой бочке обжимного стана, улучшить качество поверхности блюмов, снизить брак при производстве трубной заготовки на 25%, увеличить выход годного.
Формула изобретения
Прокатный валок, содержащий бочку с неоднородной по длине шероховатостью и волнистой образующей и шейки, отличающийся тем, что, с целью повышения качества заготовки путем обеспечения равномерности деформирования боковых граней, образующая выполнена по уравнению:
2. гг -гit
(X + Y ) - 0,5ЬБХ + 0,5Lt Y О, 1250У + 0.165L 0,0625Ь,мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Способ прокатки слитков на реверсивном обжимном прокатном стане | 1985 |
|
SU1308407A1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Литой сляб | 1986 |
|
SU1405911A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
Изобретение относится к обработке металлов давлением и может быть использовано на обжимных и заготовочных станах. Цель изобретения - повышение качества проката путем обеспечения равномерности деформирования боковых граней. На прокатном валке образующая поверхности выполнена в центральной части бочки на участке, равном ширине проката, по уравнению Кассини. 2 ил.
Использование предлагаемого про-где X,Y - координаты точек кривой
каткого валка позволяет обеспечитьобразующей;
благоприятную схему деформации метал- 25 ла при прокатке в первых проходах на
L - длина образующей бочки,м
а
D - диаметр бочки, мм.
XT-Vbrtf.
L - длина образующей бочки,мм{
а
D - диаметр бочки, мм.
Ф143.1
JX
X
/
X
X
5 X
Составитель В.Знсельман Редактор Л.Зайцева Техред А.Кравчук Корректор М.Наксимишинец
456
Тираж 410
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
В
/
/
/
/
Ал
3
X
-
M5L
0,5 L
фие.2.
Подписное
| Прокатный валок | 1979 |
|
SU863030A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
