- ipuei
3 установлен фиксатор полуобоймы 6 и наклонного клина 4, одна из плоскостей которого взаимодействует с плоскостью 13 ползуна. При износе
ползуна и клина по плоскостям 11 и 13 проводится регулировка рабочих элементов посредством винта и гайки 8, 2 ил.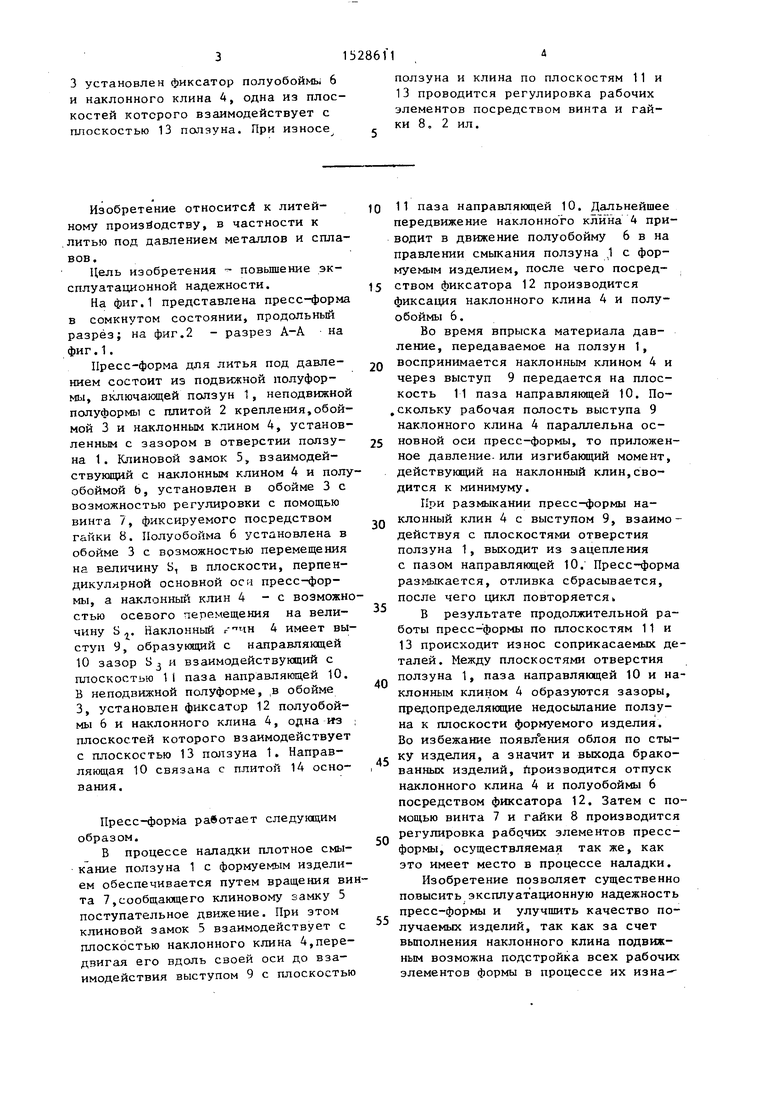

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU679309A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2011 |
|
RU2481169C2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1259047A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1973 |
|
SU406632A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1599226A1 |
| Пресс-форма для литья под давлением | 1981 |
|
SU1014646A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
Изобретение относится к литейному производству, в частности к пресс-формам для литья под давлением металлов и сплавов. Цель изобретения - повышение эксплуатационной надежности пресс-формы. Пресс-форма состоит из подвижной полуформы, включающей ползун 1, неподвижной полуформы с плитой крепления 2. Наклонный клин 4 установлен с зазором в отверстии ползуна 1. Клиновой замок 5, взаимодействующий с наклонным клином 4 и полуобоймой 6, установлен в обойме 3 с возможностью регулировки с помощью винта 7. Полуобойма 6 установлена в обойме 3 с возможностью перемещения на величину S1 в плоскости, перпендикулярной основной оси пресс-формы, а наклонный клин 4 - с возможностью осевого перемещения на величину S2. Наклонный клин 4 имеет выступ 9, образующий с направляющей 10 зазор S3 и взаимодействующий с плоскостью 11 паза направляющей 10, параллельной основной оси пресс-формы. В обойме 3 установлен фиксатор полуобоймы 6 и наклонного клина 4, одна из плоскостей которого взаимодействует с плоскостью 13 ползуна. При износе ползуна и клина по плоскостям 11 и 13 проводится регулировка рабочих элементов посредством винта и гайки 8. 2 ил.
Изобретение относитсй к литейому производству, в частности к итью под давлением металлов и сплаов.
Цель изобретения - повышение экплуатационной надежности.
На фиг.1 представлена пресс-форма в сомкнутом состоянии, продольный азрез; на фиг.2 - разрез А-А на иг.1.
Пресс-форма для литья под давлением состоит из подвижной полуформы, включающей ползун 1, неподвижной полуформы с плитой 2 крепления,обоймой 3 и наклонным клином 4, установленным с зазором в отверстии ползуна 1. Клиновой замок 5, взаимодействующий с наклонным клином 4 и полуобоймой Ь, установлен в обойме 3 с возможностью регулировки с помощью винта 7, фиксируемого посредством гайки 8. Полуобойма 6 установлена в обойме 3 с возможностью перемещения на величину S, в плоскости, перпендикулярной основной оси пресс-формы, а наклонный клин 4 - с возможностью осевого перемещения на величину S . Наклонный 4 имеет выступ 9, образуклдий с направляющей 10 зазор УЗ и взаимодействующий с плоскостью 11 паза направляющей 10. В неподвижной полуформе, ,в обойме 3, установлен фиксатор 12 полуобоймы 6 и наклонного клина 4, одна из ; плоскостей которого взаимодействует с плоскостью 13 ползуна 1, Направляющая 10 связана с плитой 14 основания.
Пресс-форма работает следугадим образом.
В процессе наладки плотное смыкание ползуна 1 с формуемым изделием обеспечивается путем вращения винта 7,сообщающего клиновому замку 5 поступательное движение. При зтом клиновой замок 5 взаимодействует с плоскостью наклонного клина 4,передвигая его вдоль своей оси до взаимодействия выступом 9 с плоскостью
5
0
5
0
5
0
45
50
55
11 паза направляющей 10. Дальнейшее передвижение наклонно го кли на 4 приводит в движение полуобойму 6 в на правлении смыкания ползуна ,1 с формуемым изделием, после чего посред- , ством фиксатора 12 производится фиксация наклонного клина 4 и полуобоймы 6.
Во время впрыска материала давление, передаваемое на ползун 1, воспринимается наклонным клином 4 и через выступ 9 передается на плоскость 11 паза направляющей 10. По- , скольку рабочая полость выступа 9 наклонного клина 4 параллельна основной оси пресс-формы, то приложенное давление, или изгибающий момент, действугаций на наклонный клин,сводится к минимуму.
При размыкании пресс-формы наклонный клин 4 с выступом 9, взаимодействуя с плоскостями отверстия ползуна 1, выходит из зацепления с пазом направляющей 10. Пресс-форма размыкается, отливка сбрасывается, после чего цикл повторяетсяk
В результате продолжительной работы пресс-формы по плоскостям 11 и 13 происходит износ соприкасаемых деталей. Между плоскостями отверстия ползуна 1, паза направляющей 10 и наклонным клином 4 образуются зазоры, предопределяющие недосЕллание ползуна к плоскости формуемого изделия. Во избежание появления облоя по стыку изделия, а значит и выхода бракованных изделий, йроизводится отпуск наклонного клина 4 и полуобоймы 6 посредством фиксатора 12. Затем с помощью винта 7 и гайки 8 производится регулировка рабочих элементов пресс- формы, осуществляемая так же, как это имеет место в процессе наладки.
Изобретение позволяет существенно повысить эксплуатационную надежность пресс-формы и улучшить качество получаемых изделий, так как за счет выполнения наклонного клина подвижным возможна подстройка всех рабочих элементов формы в процессе их изна
14
Фив.г
Составитель А.Кузнецова Редактор И.Касарда Техред Л.Сердюкова Корректор м.Пожо
| Пресс-форма для литья под давлением | 1985 |
|
SU1259047A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1109252A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
