&
(Л
СП ю
00 Од
00
Цель - повышение точности установки крупногабаритной палеты. На поворот- ном столе установлены опоры -8, приспособление для установки палеты, механизмы ее ориентирования 16 и механизмы подъема 14 опорных балок 12. Приспособление для установки палеты выполнено в виде продольного бази- рующе-зажимного механизма 9, поперечных базирующе-зажимных механизмов 10 и закрепленной на паяете снизу продольной балки 11 прямоугольного сечения. Торцовая вертикальная базовая поверхность Н продольной балки 11 контактирует с вертикальной базовой поверхностью продольного базирующе
зажимного механизма 9, закрепленного на опорах 7 и 8. Боковые базовые поверхности Л контактируют с вертикальными базовыми поверхностями опор 5, 8 и двух поперечных базирующе-зажим- ных механизмов 10, каждый из которых имеет корпус, в котором установлен с возможностью перемещения самотормозящийся клин, взаимодействующий, с другим подпружиненным клином. На поворотной части стола установлены механизмы 15 автоматического выравнивания палеты с подпружиненными регулируемыми упорами, контактирующими с корпусами механизмов подъема И. 1 з.п.ф-лы; 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Кантователь | 1986 |
|
SU1442353A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для заточки резцовой головки | 1980 |
|
SU948284A3 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |

Изобретение относится к обработке материалов резанием, а именно к устройствам для установки крупногабаритной палеты на поворотном столе тяжелого многоцелевого станка, встроенного в гибкий производственный модуль. Цель - повышение точности установки крупногабаритной палеты. На поворотном столе установлены опоры 4 - 8, приспособление для установки палеты 1, механизмы ее ориентирования 16 и механизмы подъема 14 опорных балок 12. Приспособление для установки палеты выполнено в виде продольного базирующе-зажимного механизма 9, поперечных базирующе-зажимных механизмов 10 и закрепленной на палете снизу продольной балки 11 прямоугольного сечения. Торцовая вертикальная базовая поверхность Н продольной балки 11 контактирует с вертикальной базовой поверхностью продольного базирующе-зажимного механизма 9, закрепленного на опорах 7 и 8. Боковые базовые поверхности Л контактируют с вертикальными базовыми поверхностями опор 5, 8 и двух поперечных базирующе-зажимных механизмов 10, каждый из которых имеет корпус, в котором установлен с возможностью перемещения самотормозящийся клин, взаимодействующий с другим подпружиненным клином. На поворотной части стола установлены механизмы 15 автоматического выравнивания палеты с подпружиненными регулируемыми упорами, контактирующими с корпусами механизмов подъема 14. 1 з.п. ф-лы, 8 ил.
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки крупногабаритной палеты на поворотном столе тяже- лого многоцелевого станка, встроенного в гибкий производственный модуль.
Цель изобретения - повышение точности установки крупногабаритной палеты.
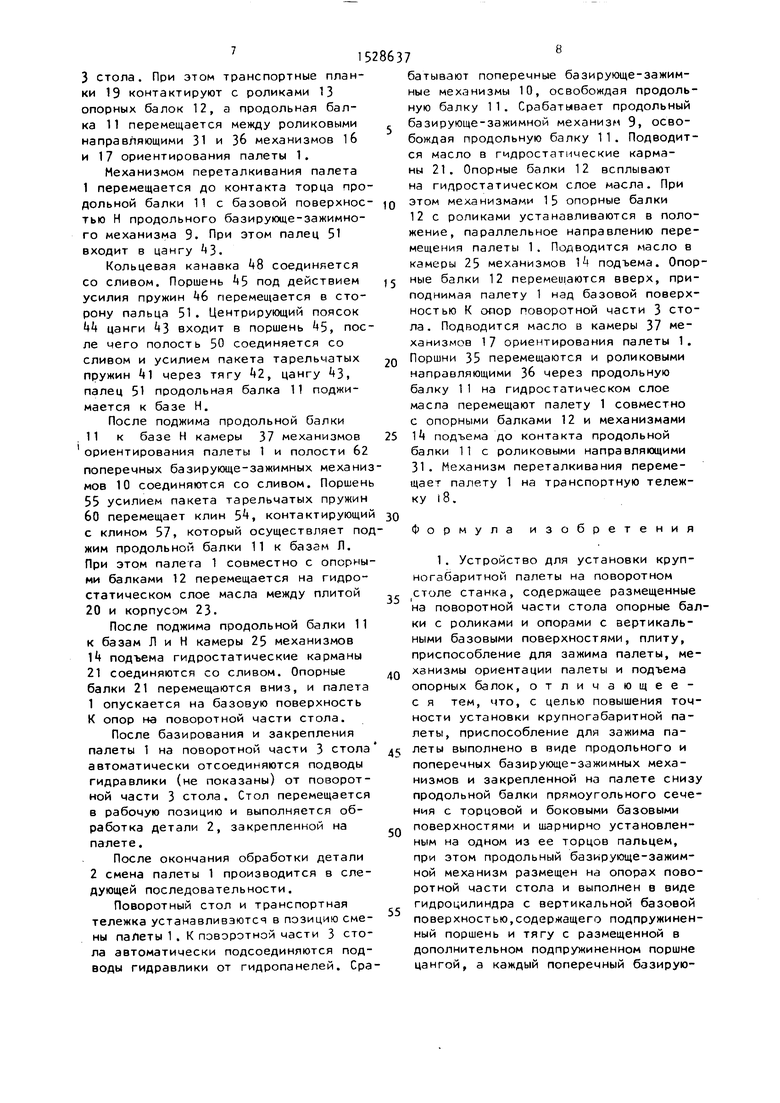
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез Л-Л на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. t- разрез В-Внафиг.З
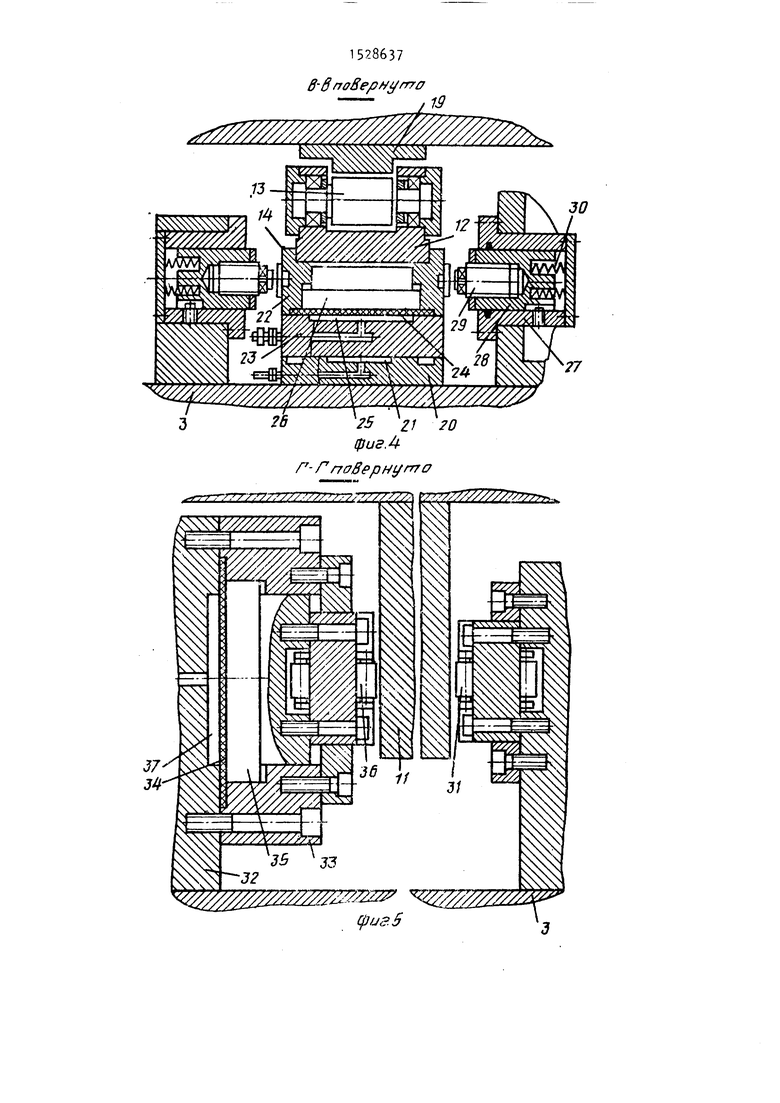
на фиг. 5 - разрез Г-Г на фиг. 3; на
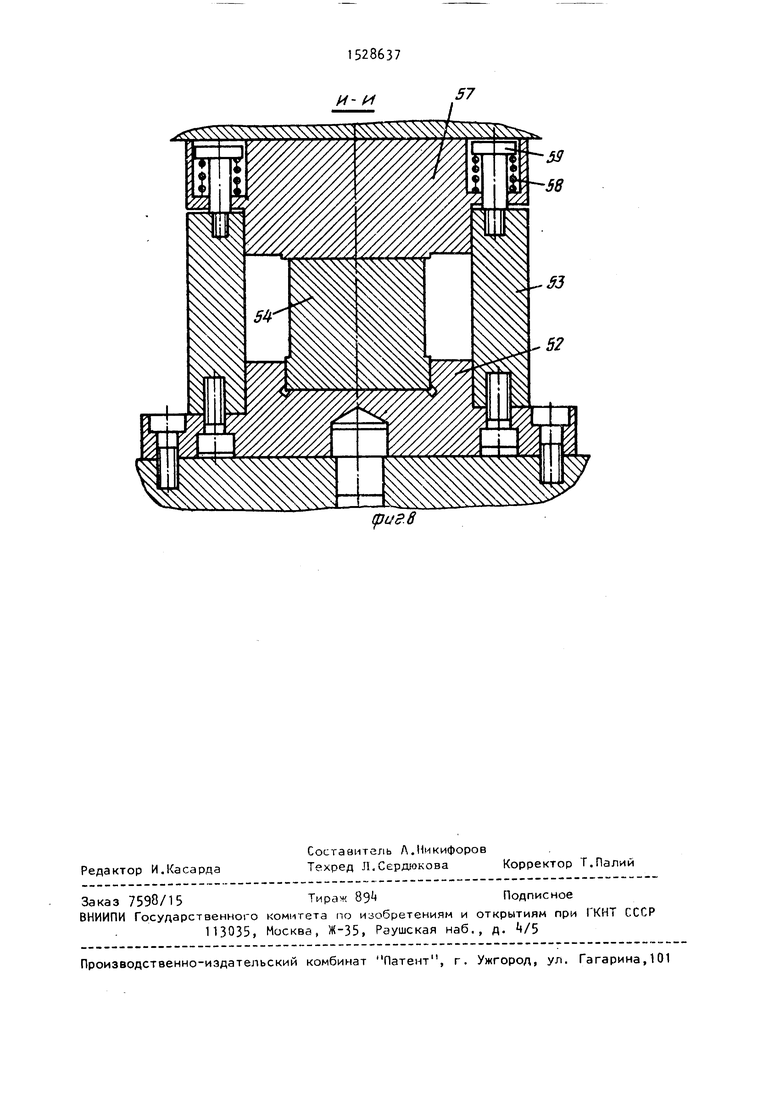
фиг. 6 - разрез Е-Е на фиг. 3; на фиг. 7 - узел I на фиг. 3; на фиг. 8 - разрез И-И на фиг. 7.
Крупногабаритная палета 1 с закрепленной деталью 2 установ- лена на поворотной части 3 стола в положении, определяемом вертикальным и горизонтальными базовыми поверхностями К и Л опор , закрепленных на поворотной части 3, и базовой поверх ностью Н приспособления базирования и зажима, содержащего продольный ба- эирующе-зажимной механизм 9, закрепленный на опорах 7 и 8, и поперечные базирующе-зажимные механизмы 10, за- крепленные на поворотной части 3 стола.
На нижней поверхности палеты 1 вдоль ее оси закреплена продольная балка 11 прямоугольного сечения, базовая боковая поверхность которой контактирует с базовыми поверхностями Л олор 5 и 8, а также с подпружиненными клиньями поперечных базирую
5
0
5
Q 5 ,.
5
ще-зажимных механизмов 10, а торцовая поверхность - с базовой поверхностью Н продольного базирующе-зажимного механизма 9.
На поворотной части 3 стола размещены также две опорные балки 12 с роликами 13, механизм 14 подъема опорных балок 12,механизмы 15 автоматического выравнивания опорных балок 12, механизмы 16 и 1 7 ориентирования палеты 1 при ее перемещении с транспортной тележки 18 на поворотную часть 3 стола.
К палете 1 снизу прикреплены две транспортные направляющие планки 19, контактирующие с роликами 13 при перемещении палеты 1. В плите 20 выполнены гидростатические карманы 21. Механизм 14 подъема состоит из двух скрепленных между собой корпусов 22 и 23, между которыми зажата диафра - ма 24. В корпусе 23 выполнена камера 25, служащая для подвода масла под диафрагму 24 для перемещения поршня 26 в корпусе 22.
Каждый из механизмов 15 автоматического выравнивания опорных балок 12 состоит из корпуса 27, закрепленного на поворотной части 3 стола, подвижного стакана 28 с регулируемым упором 29, поджатого пружинами 30.
Механизмы 1б ориентирования палеты 1 имеют роликовые направляющие 31, контактирующие с продольной балкой 11 при перемещении палеты 1 по поворотной части 3 стола.
Механизмы 17 ориентирования палеты 1 состоят из двух корпусов 32 и 33, между которыми зажата диафрагма 34,
взаимодействующая с поршнем 35, на котором закреплены роликовые направляющие 36, контактирующие с продольной балкой 11 при перемещении палеты 1 по поворотной масти 3 стола. В корпусе 32 выполнена клмеоа 37 ллл создания давления масла под диафрагмой З .
Продольный базирую«це-зажимной механизм 9 крепится к опорам 7 и 8 через балку 38, в которой закреплен цилиндр 39 с поршнем О, поджатым пакетом тарельчатых пружин Ц и взаимодействующим через тягу 2 с цангой З, имеющей цилиндрический поясок k. Цанга 43 установлена в дополнительном подпружиненном поршне k5 с возможностью осевого перемещения. Поршень поджат пружинами А6.
В крышке 7 выполнена кольцевая канавка iS для подвода масла под поршень . В крышке выполнена полость 50 для подвода масла под порВ полость 50 продольного базирую- ще-зажимного механизма 9 подается масло, поршень 0 перемещается и перемещает цингу АЗ. Затем подается масло в кольцевую канавку 8 и поршень перемещается .освобождая центрирующий поясок 4 цанги 3
Для выравнивания опорных балок 12
10 подается масло в гидростатические
карманы 21. Опорные балки 12 всплива- ют на гидростатическом слое масла между плитой 20 и корпусом 23. Под дейсгоием сил ппужин 30 через упоры
15 29 опорные балки 12 устанавливаются в положение, параллельное направлению перемещения п.алеты 1. Для подъема опорных балок 12 подается масло в камеры 25 механизмов подъема па20 леты 1.
Поршни 2б перемещаются до упора в бурт корпуса 22, поднимая при этом опорную балку 12 таким образом, чтобы палета 1 при перекатывании по ро30
40
шень Ар. В зажатом состоянии палеты 1 25 ликам 13 имела некоторый зазор между
поверхностью К и базовыми поверхностями опор Ц-8, а ролики 13 опорных балок 12 располагались на одном уровне с роликами опорных балок транспортной тележки 18 (не показано).
В полости 62 поперечных базирующе- зажимных механизмов 10 подается масло. Поршень 55 под давлением масла перемещается, сжимая пакет тарельча- эг тых пружин 60, и перемещает клин Б. При этом клин 57 усилием пружин 58 перемещается в цилиндрическом корпусе 53, обеспечивая некоторый зазор - между боковой поверхностью продольной балки 11 и клином 57 при перемещении палеты 1 по поворотной части 3 сто- ла. Перед перемещением палеты 1 подается масло в камеры 37 механизмов 17 ориентирования палеты 1.
Поршень 35 вместе с роликовыми направляЮ1цими 36 перемещается до упора в бурт корпуса 33, обеспечивая между роликовыми направляющими 31 и 36 расстояние, достаточное для на- 50 правления продольной балки 11 при перемещении палеты 1 по поворотной части 3 стола.
Перемещение палеты 1 из положения I с транспортной тележки 18 на поворотную часть 3 стола в положение II производится следующим образом.
Механизм переталкивания палеты 1 (не показан) подает ее с транспортной тележки 18 на поворотную часть
цанга «3 контактирует с пальцем 51 , шарнирно закрепленным на торце продольной балки 11.
Поперечный базирующе-зажимной механизм 10 состоит из плиты 52, закрепленной на опоре 6 или 7, цилиндрического корпуса 53, в котором установлен самотормозящийся клин 5, соединенный с поршней 55 гидроцилиндра 5б. Клин 5 взаимодействует с подпружиненным клином 57, перемещающимся в цилиндрическом корпусе 53 и контактирующим с продольной балкой 11 при зажиме палеты 1. Клин 57 постоянно поджат к клину 5 пружинами 58 через направляющие пальцы 59.
Усилие зажима палеты 1 через продольную балку 11 создается пакетом тарельчатых пружин 60 через клиновую пару 5 и 57. В крышке б1 выполнена полость 62 для подвода масла под поршень 55.
Устройство работает следующим образом.
Перед перемещением палеты 1 (положение I) с транспортной тележки 18 на поворотную часть 3 стола (положение II) поворотный стол устанавливается в позицию смены палеты 1 и к устройствам и механизмам, размещенным на поворотной части 3, подсоединяются подводы гидравлики от гидропанелей, расположенных рядом с поворотным столом (не показано).
45
55
В полость 50 продольного базирую- ще-зажимного механизма 9 подается масло, поршень 0 перемещается и перемещает цингу АЗ. Затем подается масло в кольцевую канавку 8 и поршень перемещается .освобождая центрирующий поясок 4 цанги 3
Для выравнивания опорных балок 12
подается масло в гидростатические
карманы 21. Опорные балки 12 всплива- ют на гидростатическом слое масла между плитой 20 и корпусом 23. Под дейсгоием сил ппужин 30 через упоры
29 опорные балки 12 устанавливаются в положение, параллельное направлению перемещения п.алеты 1. Для подъема опорных балок 12 подается масло в камеры 25 механизмов подъема палеты 1.
Поршни 2б перемещаются до упора в бурт корпуса 22, поднимая при этом опорную балку 12 таким образом, чтобы палета 1 при перекатывании по роликам 13 имела некоторый зазор между
10
15
20
25
3 стола. При этом транспортные планки 19 контактируют с роликами 13 опорных балок 12, а продольная балка 11 перемещается между роликовыми направляющими 31 и Зб механизмов 1б и 17 ориентирования палеты 1.
Механизмом переталкивания палета 1 перемещается до контакта торца проольной балки 11 с базовой поверхносью Н продольного базирующе-зажимно- го механизма 9. При этом палец 51 входит в цангу 43.
Кольцевая канавка соединяется со сливом. Поршень 5 под действием усилия пружин 46 перемещается в сторону пальца 51. Центрирующий поясок цанги 3 входит в поршень 45, после чего полость 50 соединяется со сливом и усилием пакета тарельчатых пружин 41 через тягу 42, цангу 43, палец 51 продольная балка 11 поджимается к базе Н.
После поджима продольной балки 11 к базе Н камеры 37 механизмов ориентирования палеты 1 и полости б2 поперечных базирующе-зажимных механизмов 10 соединяются со сливом. Поршень 55 усилием пакета тарельчатых пружин 60 перемещает клин 5, контактирующий зо с клином 57, который осуществляет поджим продольной балки 11 к базам Л. При этом палета 1 совместно с опорными балками 12 перемещается на гидростатическом слое масла между плитой
20и корпусом 23.
После поджима продольной балки 11 к базам Л и Н камеры 25 механизмов подъема гидростатические карманы
21соединяются со сливом. Опорные балки 21 перемещаются вниз, и палета
1опускается на базовую поверхность К опор на поворотной части стола.
После базирования и закрепления палеты 1 на поворотной части 3 стола автоматически отсоединяются подводы гидравлики (не показаны) от поворотной части 3 стола. Стол перемещается в рабочую позицию и выполняется обработка детали 2, закрепленной на палете.
После окончания обработки детали
2смена палеты 1 производится в следующей последовательности.
Поворотный стол и транспортная тележка устанавливаются в позицию смены палеты 1 . К поворотной части 3 стола автоматически подсоединяются подводы гидравлики от гидропанелей. Сра35
40
45
50
55
5
0
5
о
5
0
5
0
5
батывают поперечные базирующе-зажим- ные механизмы 10, освобождая продольную балку 11 . Срабатывает продольный базирующе-зажимной механизм 9, освобождая продольную балку 11. Подводится масло в гидростатические карманы 21. Опорные балки 12 всплывают на гидростатическом слое масла. При этом механизмами 15 опорные балки 12 с роликами устанавливаются в положение, параллельное направлению перемещения палеты 1. Подводится масло в камеры 25 механизмов подъема. Опорные балки 12 перемеи1аются вверх, приподнимая палету 1 над базовой поверхностью К опор поворотной части 3 стола. Подводится масло в камеры 37 механизмов 17 ориентирования палеты 1. Поршни 35 перемещаются и роликовыми направляющими 36 через продольную балку 11 на гидростатическом слое масла перемещают палету 1 совместно с опорными балками 12 и механизмами подъема до контакта продольной балки 11 с роликовыми направляющими 31. Механизм переталкивания перемещает палету 1 на транспортную тележку iS.
Формула изобретения
Q
5
базовыми поверхностями опор и подпружиненными клиньями поперечных ба- зирующе-зажимных механизмов, при этом на плите выполнены гидростатические карманы и размещены опорные балки.
фигЛ
1
фиг. 2
../////////М
25 / 20 фиг Л
Г- Ггговсрнугтго
77
(pue.6
lj J5--J
.
57 11 U
фиг 7
И- И
(pa а 8
