№
Фиг
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей сложной формы на металлорем у1цих станках.
Цель изобретения - повышение точности установки деталей.сложной фор- кш.
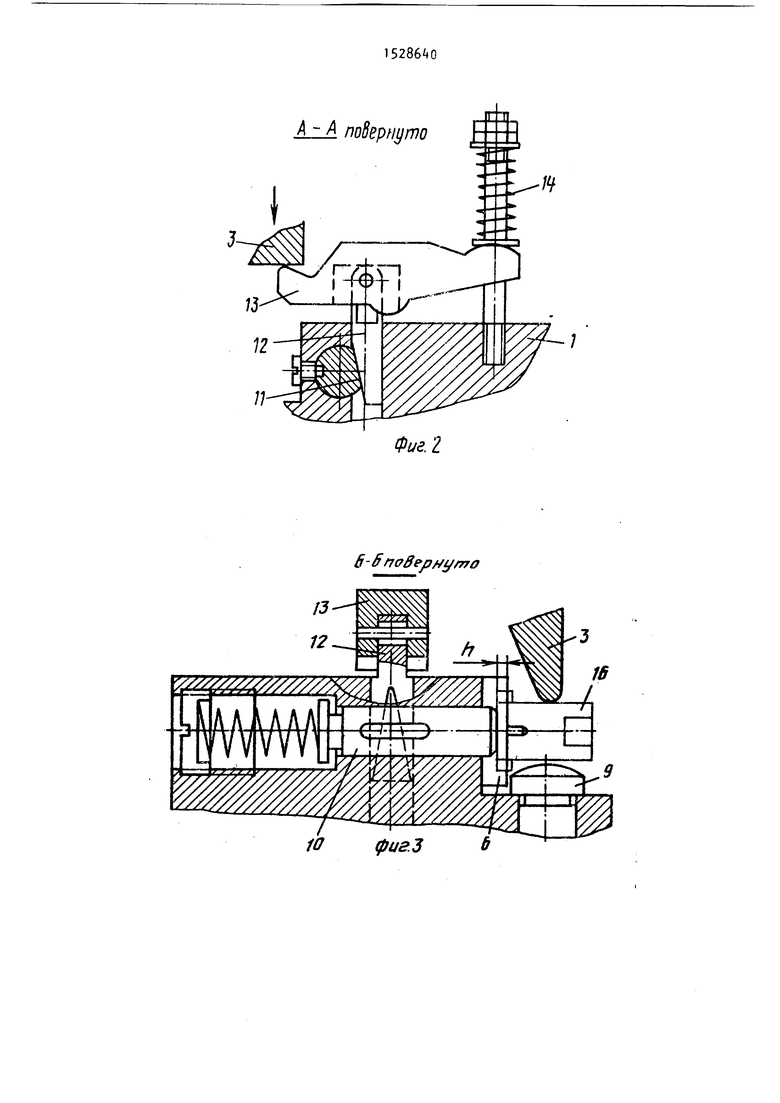
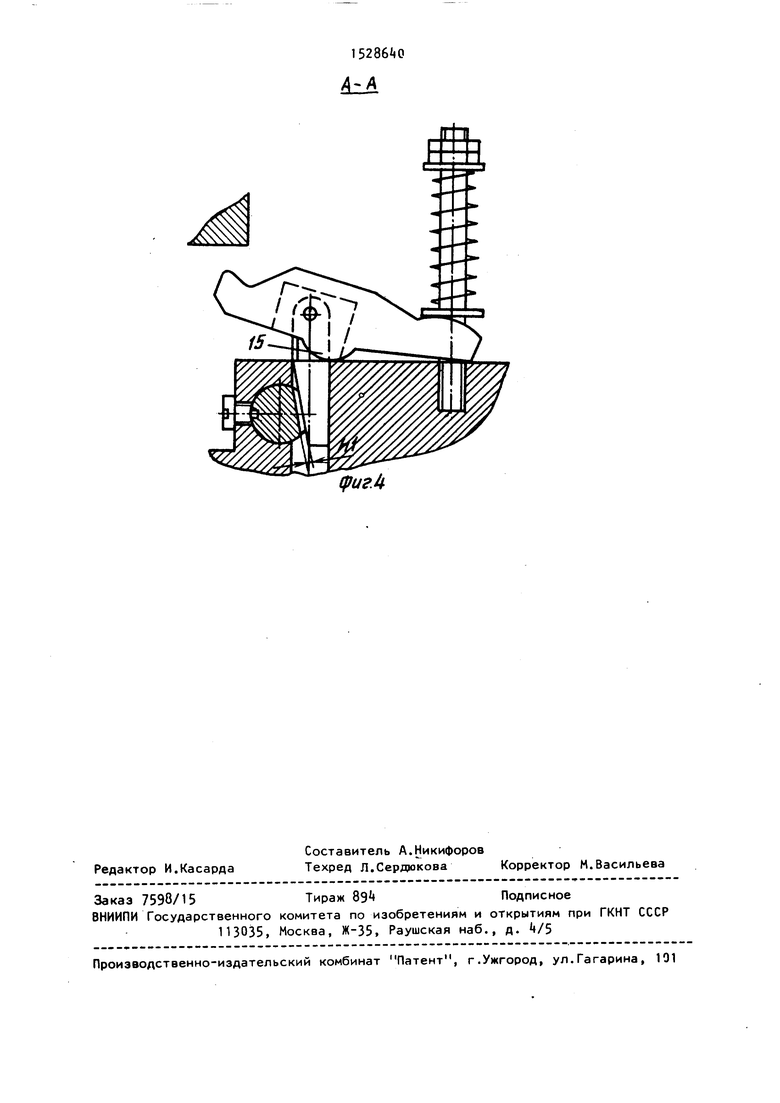
На фиг. 1 изображено зажимное устройство, вид в плане; на фиг. 2 - разрез А-А,на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. -разрез А-А на фиг. 1 (двуплечий рыма п свободном состоянии).
Зажимное устройство содержит основание 1, на котором установлены прихват 2 и дополнительный прихват 3 с последовательно работающими приводами k и S, аыполнсн ными в виде пнев- моцилиндров.с взаимно перпендикулярными направлениями зажима. Прихват 2 с приводом снабжен сферической го-ловкой 6, под которой на основании 1 закреплена горизонтальная опора 7 со штырем 8. Дополнительный прихват 3 с приводом 5 установлен над вертикальной опорой 9. На основании 1 в зоне зажима прихватом 3 смонтирована горизонтально самоустанавливающаяся опора, выполненная в виде установленного в гнезде подпружиненного стержня 10 с боковым скосом 11, взаимодействующим с плунжером 12. На последнем шарнирно установлен двуплечий рычаг 13, одно плечо которого подв;;,;2но ПОД прихзэт 3, а другое подпружинено пружиной 1 относительно основания 1.
В средней части рычага 13 со смещением в сторону подпружиненного плеча выполнен прилив 15- Устройство закрепляет деталь 16.
Устройство работает следующим образом.
В исходном положении прихваты 2 и 3 приподняты приводами 4 и 5. Двупле чий рычаг 13 под действием пружины 1 повернут до упрра плечом в основание 1. При этом прилив 15 контактирует с основанием 1, а плунжер 12 . Лриподнят над боковым скосом 11 стержня 10 на расстояние h. Другое плечо двуплечего рычага 13 находится под прихватом 3 с зазором. Стержень 10 самоустанавливающейся опоры под действием пружины 1 находится в переднем положении.
Деталь 1б с предварительно обработанными на одном конце плоской и сферической поверхностями устанавлива- ют в устройство под прихват 2. Сферическая головка 6 прихвата 2 входит во внутреннюю сферическую поверхность отверстия обрабатываемой детали 1б и прижимает последнюю к горизонталь0 опоре 7. Штырь 8 входит в отверстие детали 1б. Диаметр штыря 8 меньше диаметра обрабатываемой детали 1б. Поэтому штырь 8 свободно входит в отверстие обрабатываемой детали 1б и
5 лежит на опоре 7.
Другой конец детали 1б опущен на вертикальную опору 9. Стержень 10 контактирует с необработанной поверхностью детали 1б. Легкая пружина
0 стержня 10 сжата и последний утоплен в гнездо основания 1, Размер h зафиксирован, деталь 1б заняла положение Аля закрепления. Затем приводом 5 перемещают в направление зажима прих5 ват 3, который нажимает на плечо двуплечего рычага 13, поворачивая его вначале вокруг точки контакта прилива 1 5 с основанием 1 до выбора зазора между торцом плунжера 10 и поверхQ ностью скоса 11, а затем вокруг оси шарнира в верхней части плунжера 10. Самоустанавливающаяся опора становится жесткой, фиксирующей деталь 1б в положен1|И для обработки. Дальнейшим перемещением прихвата 3 деталь 1б закрепляют и она подготовлена для обработки.
Формула изобретения
Зажимное устройство, содержащее размещенные на основании вертикальную и горизонтальную опоры и прихват с приводом его перем «щения, отличающееся тем, что, с целью повышения точности установки деталей сложной формы, устройство снабжено дополнительнь1м прихватом и самоуста- навлмвающейся подпружиненной опорой с плунжером и шарнирно установленным на нем двуплечим рычэгом с приливом, при этом плунжер предназначен для взаимодействия с самоустанавливающейся опорой, двуплечий рычаг одним плечом - с прихватом, а прили5 вом - с оснозанием, примем другое плечо двуплечего рычага подпружинено относительно основания.
5
5
0
nokpnymo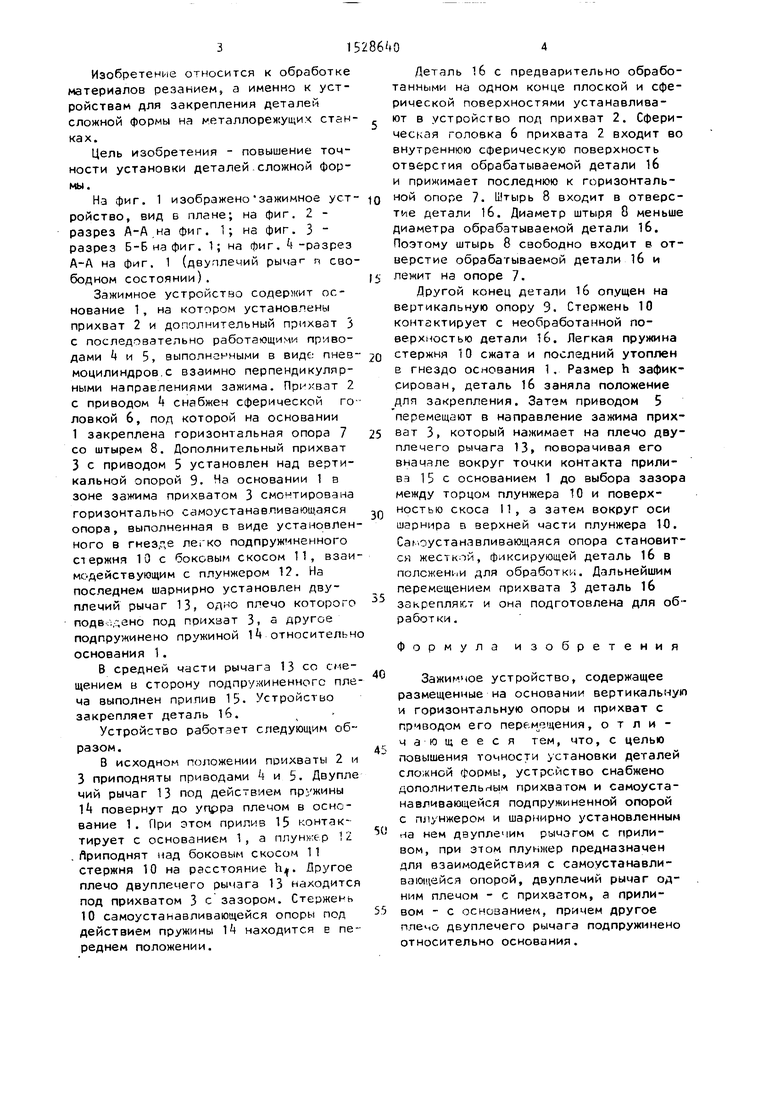
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1986 |
|
SU1315220A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Автоматическое приспособление длябАзиРОВАНия и зАжиМА дЕТАлЕй | 1979 |
|
SU846231A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| МЕХАНИЗМ ЗАЖИМА ЗАГОТОВОК ДЛЯ АВТОМАТОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1971 |
|
SU294704A1 |
| Зажимное устройство | 1990 |
|
SU1759596A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Наладка тисков | 1989 |
|
SU1703442A1 |
Изобретение относится к области обработки материалов резанием. Цель изобретения - повышение точности установки деталей. На основании 1 установлены прихват 2 и дополнительный прихват 3. Последний с приводом 5 установлен над вертикальной опорой 9. На основании 1 в зоне зажима прихватом 3 смонтирована горизонтально самоустанавливающаяся опора. Последняя выполнена в виде установленного в гнезде стержня со скосом, взаимодействующим с плунжером. На плунжере шарнирно установлен двуплечий рычаг 13, одно плечо которого подведено под прихват 3, а другое подпружинено относительно основания 1. В средней части рычага 13 со смещением в сторону подпружиненного плеча выполнен прилив. 4 ил.
Фиг. 2
6- ffncBepf ymo
16
фиаЗ
4LlA
(ригЛ
| Кузнецов Ю.И | |||
| Станочные приспособления с гидравлическими приводами, М,: Машиностроение, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
| (ЗА) ЗАЖИМНОЕ УСТРОЙСТВО | |||
