1
(21)427 511/27-27
(22)01.07.87
() 23.12.89. Бюл. ff 47
(71)Всесоюзный научно-исследовательский и конструкторско-технологический институт трубной промышленности
(72)А.Р.Петров, Ю.А.Заплаткин и В.П.Воинов
(53) 621.981.1 (088.8)
(56)Авторское свидетельство СССР № 106638, кл. В 21 D 22/02, 19$5.
(5) ШТАМП ДЛЯ ФОРМОВКИ ПОЛУЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК
(57)Изобретение относится к обработке металлов давлением и может быть использовано для формовки полуцилиндрических трубных заготовок при производстве сварных труб большого диаметра. Цель изобретения - снижение трудоемкости за счет уменьшения усилия формовки. При поднятом пуансоне в рабочее пространство штампа подается предварительно сформированная полуци- линдрическая трубная заготовка. При опускании пуансона одна из кромок попадает в паз нажимной планки пуансона , а другая - в паз нажимной планки, размещенной на основании. При этом благодаря наличию подпружиненных сегментов матрицы давление равномерно распределяется по всему периметру. Заготовка принимает форму матрицы, и осуществляется пластическая деформация обжатия.Поскольку со стороны пуансона усилие прикладывается только на одну кромку, то величина его снижается по сравнению с известными конструкциями штампов почти в два раза. 1 ил.
i
ел
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Штамп для изготовления отводов | 1977 |
|
SU665963A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Матрица штампа для окончательной формовки полуцилиндров | 1983 |
|
SU1225640A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для формовки полуцилиндрических трубных заготовок при производстве сварных труб большого диаметра. Цель изобретения - снижение трудоемкости за счет уменьшения усилия формовки. При поднятом пуансоне в рабочее пространство штампа подается предварительно сформованная полуцилиндрическая трубная заготовка. При опускании пуансона одна из кромок попадает в паз нажимной планки пуансона, а другая - в паз нажимной планки, размещенной на основании. При этом благодаря наличию подпружиненных сегментов матрицы давление равномерно распределяется по всему периметру. Заготовка принимает форму матрицы, и осуществляется пластическая деформация обжатием. Поскольку со стороны пуансона усилие прикладывается только на одну кромку, то величина его снижается по сравнению с известными конструкциями штампов почти в два раза. 1 ил.
Изобретение относится к обработке металлов давлением и может быть ис- пользовано для формовки полуцилиндрических трубных заготовок при производстве сварных труб большого диаметра.
Целью изобретения является снижение трудоемкости за счет уменьшения усилия формовки.
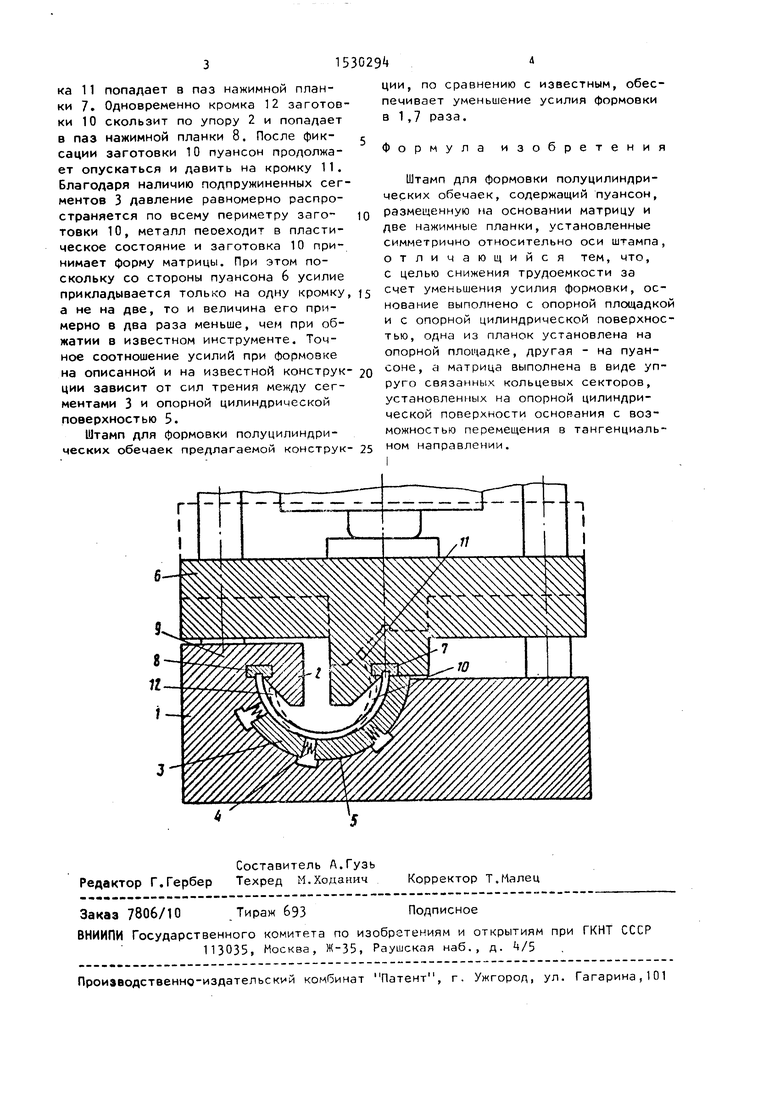
На чертеже изображен штамп, поперечный разрез.
Штамп содержит основание 1 с упором 2, матрицу, состоящую из сегментов 3, соединенных между собой при помощи пружин Ц и размещенных на опорной цилиндрической поверхности 5 основания 1, пуансон 6 с нажимной
планкой 7 и нажимную планку 8, установленную на опорной площадке Э упора 2, симметрично планке 7. Упор 2 может составлять одно целое с основанием 1 или быть съемным. На чертеже обозначена ,заготовка 10 и ее кромки 11 и 12.
Штамп работает следующим образом.
В исходном состоянии пуансон 6 находится в поднятом положении. В рабочее пространство подается предварительно сформованная трубная заготовка 10. Приводится в движение пуансон 6. При его опускании пуансон 6 встречает кромки 11 заготовки 10. Кромка 11 скользит по пуансону 6, заготовка 10 разгибается и кромСД
СО
о
IND
СО
