I
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления отводов из труных заготовок.
Известен штамп для изготовления отводов из трубных заготовок, содержащий соосно установленные на верхней и нижней плитах пуансон и матрицу, а также боковые планки, размещенные на одной плите с пуансоном. Штамп позволяет осуществлять овализацию заготовки и окончательную штамповку отвода за один ход пресса l.
Однако в известном штампе овализация заготовки производится посредством боковых планок, перемещающихся совместно с пуансоном в одном с ним направлени с трением инструмента о эаготовку| что пршодит к быстрому износу планок и задирам на заготовке. Кроме того, допустимая степень овализации ограничена.
Известен штамп, который содержит пуансон, закрепленный на верхней плите, нажимные клинья, расположенные симмет
рично относительно вертикальной оси пуансона, матриоу, установленную на основании и несушую бойки, вааимодействук щие с нажимными клиньями Г 2. В указанном штампе обеспечивается качество изготовляемохчз изделия, одна-ко стойкость пуансона из-за малой толщины его торцовой кромки очень низкая.
Целью изобретения является разработка конструкции штампа, обеспечиваю щей повышение стойкости пуансона за счёт увеличения его торцовых кромок при сохранении качества изготовляемого отвода.
Указанная цель достигается тем, что на нажимвдх клиньях выполнены открытые пазы, а на боковых бойках - дополнитель-г ные скосы, входящие в пазы.
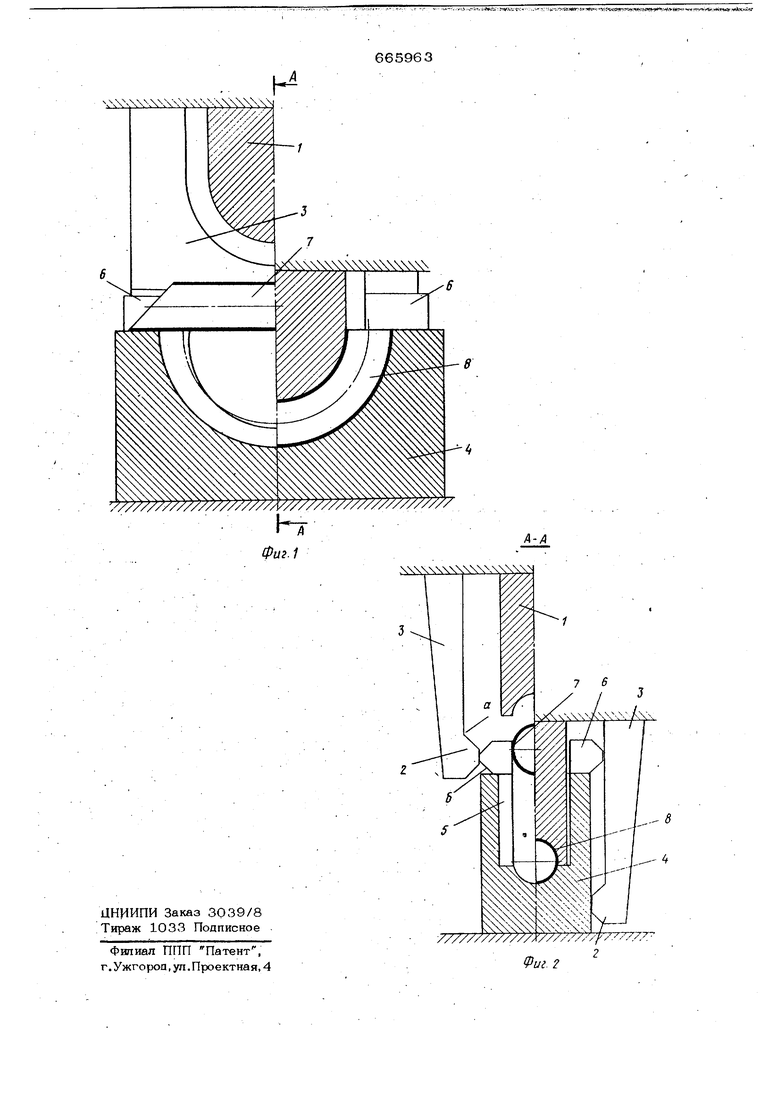
На фиг. 1 схематячески иаобран ен штамп для, изготовления отводов, вид по образующей отвода; на фиг. 2 - разрез А-А фиг. 1.
Штамп содержит пуансон 1, закрепленный в верхней плите (на чертежах не показана), нажимные клинья 2, расположенHbie на. основаниях 3, установленных иа верхней плите, В осщваниях 3 нажимных клиньев вьшолнены открытые пазы а, а на. бойках - скосы б
На: основании штампа (на чертежах не показано) установлена матрица 4 с пазами 5 для прохода пуансош. На матрице 4 размещены бойки 6, соединенные между собой и снабженные, например, пружинами для их разведения (на чертежах не показано).
ШтаКто работает следующим образом.
В исходном положении траверса пресса (на чертежах не показана) с закрёплёнвь1ми на ней пуансоном 1 и нажимньтми .клиньями 2 поднята. Бойки 6 под дейcfBBeM устройства для тОризойталШбго перемещения (например, пружин) находятся в разомкнутом состоянии. Зазор между Н5ШИ несколько больше исходной заготовки. Исходную трубную, заготовку 7 уклах1ыва1дт на матрице 4 (фиг. 1) и центрирзгют по продольной оси штампа. При опускании траверсы (фиг. 2) нажимные клинья 2 своиК1И пазами а взаимодействуют со скосами б -бойков 6 и перемещают их в 1Чзрйз6нта льной плоскости навстречу один другому. При этом трубная заготовка овализуется. Посл:ё двализации заготовки 7 при дальнейшем опускании траверсь бойки 6 перёмещаются с нажимных клиньев 2/ при этом между ними и заготовкой образуется зйзор, достаТОЧНЫЙ jnotff прохождения пуансона 1. Под действием пуансона и матрицы происходит деформация заготовки по замкнутому конTj py ш-гампа до получения готовозго отвода 8.
Предлагаемая конструкция штампа позволяет в несколько раз увеличить стойкость пуансона при сохранении качества штампуёмсэй детали и может быть испольгг зована во всех отраслях машиностроения, изготавливающих трубопроводы любого назначения,
Ф мула изобретения
Штамп для изготовления отводов из Tpy6iu iJt 3&r6tbBOK, содержащий пуансон,закрепленньШ на плите, нажимные клинья, расположенные симметрично относительно продольной оси пуансона, матрицу, устайовпённуюна основании и несущую боковые бойки, взаимодействующие с нажимными клиньями, отличающийся тем, что, с целью увеличения стойкости . пуансона, на нажимных клиньях вьтолнены открытые пазы, а на боковых брймх - Дополнительные скосы, :входя1цие в пазы.
Источники информации, принятые во внимание при экспертизе.
.1. -Авторское свидетельство № 459283 кл. В 21 С 37/28, 1975... :
2, Патент США №3869776, кл, 29-157, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| Штамп для гибки отводов | 1976 |
|
SU584924A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |