(54) СТАНОК ДЛЯ ГИБКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Устройство для гибки длинномерных изделий | 1980 |
|
SU893317A1 |
| Станок для гибки длинномерных заготовок | 1984 |
|
SU1297966A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| Копировально-гибочный прокатный станок для листового материала и,в частности, для частей обшивки самолета | 1947 |
|
SU84913A1 |
| Устройство для гибки длинномерных изделий | 1988 |
|
SU1538953A1 |
| Станок для гибки длинномерных изделий | 1980 |
|
SU940913A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1973 |
|
SU365188A1 |
| Гибочный станок | 1976 |
|
SU601066A1 |
1
Изобретение относится к обработке металлов давлением, в частности к машинам для гибки длинномерных заготовок и труб.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является станок для гибки труб, содержащий первый гибочный узел с щаблоном, второй гибочный узел для вертикального перемещения с двумя парами подвижных и неподвижных роликов. Каждая пара роликов расположена сбоку от шаблона 1.
Однако этот станок не позволяет производит гибку заготовок в детали, имеющие внутренние и наружные неполные кольца, например -формы, так, как весь шаблон укреплен неподвижно на станине станка.
Формообразование внутренних элементов изделия производится поступательно перемещающимся гибочным узлом, что позволяет получить форму изделия только с параллельными сторонами и углублениями.
Целью изобретения является получение изделий различных конфигураций и освобождение производственных площадей.
С этой целью станок для гибки длинномерных заготовок, содержащий установленные на станине щаблон и приводные гибочные органы, формующие наружную и внутреннюю часть заготовки, снабжен дополнительным шаблоном и установленным на станине диском с двумя парами копирных пазов, каждый гибочный орган выполнен в виде двух .шарнирно связанных со станиной рычагов, установленных в соответствующих пазах диска с возможностью перемещения в них, а дополнительные шаблоны закреплены на гибочных рычагах, формующих внутреннюю часть заготовки.
10
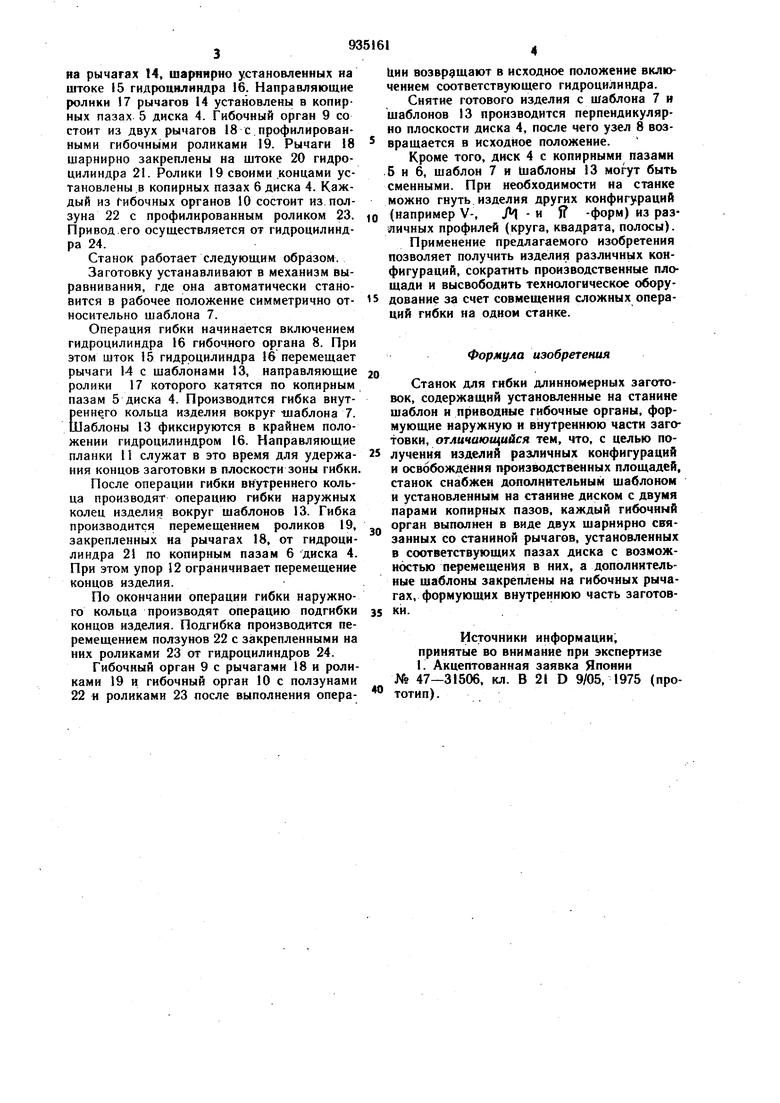
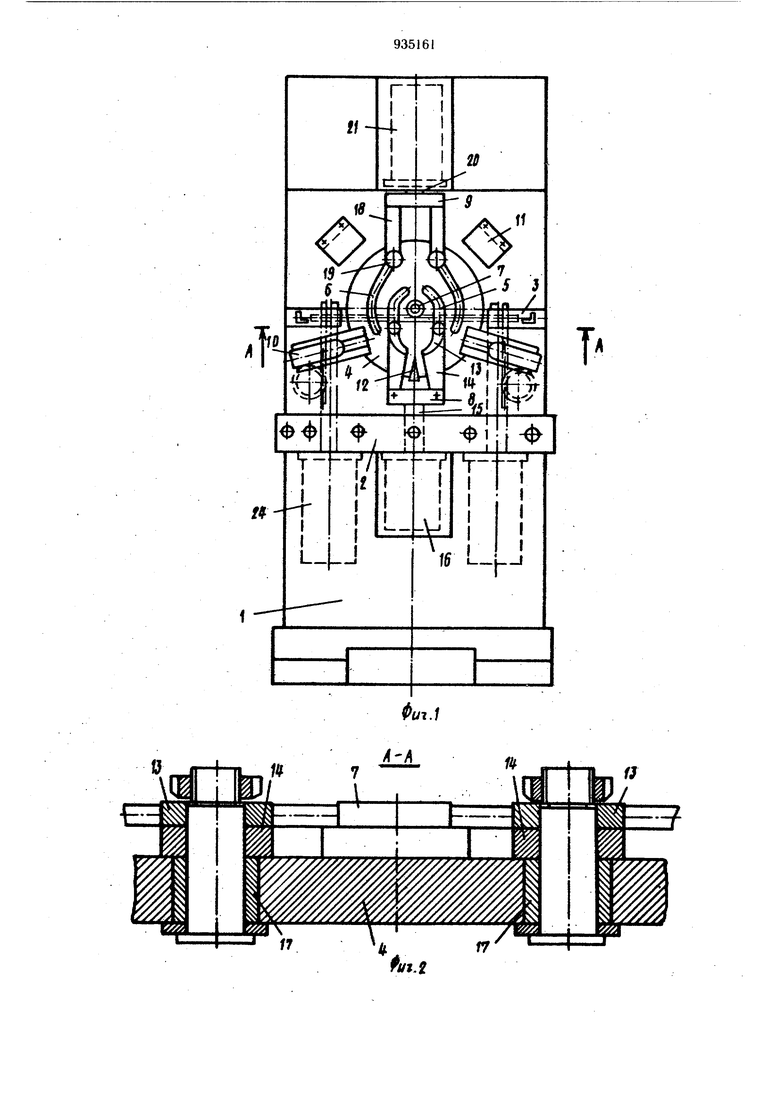
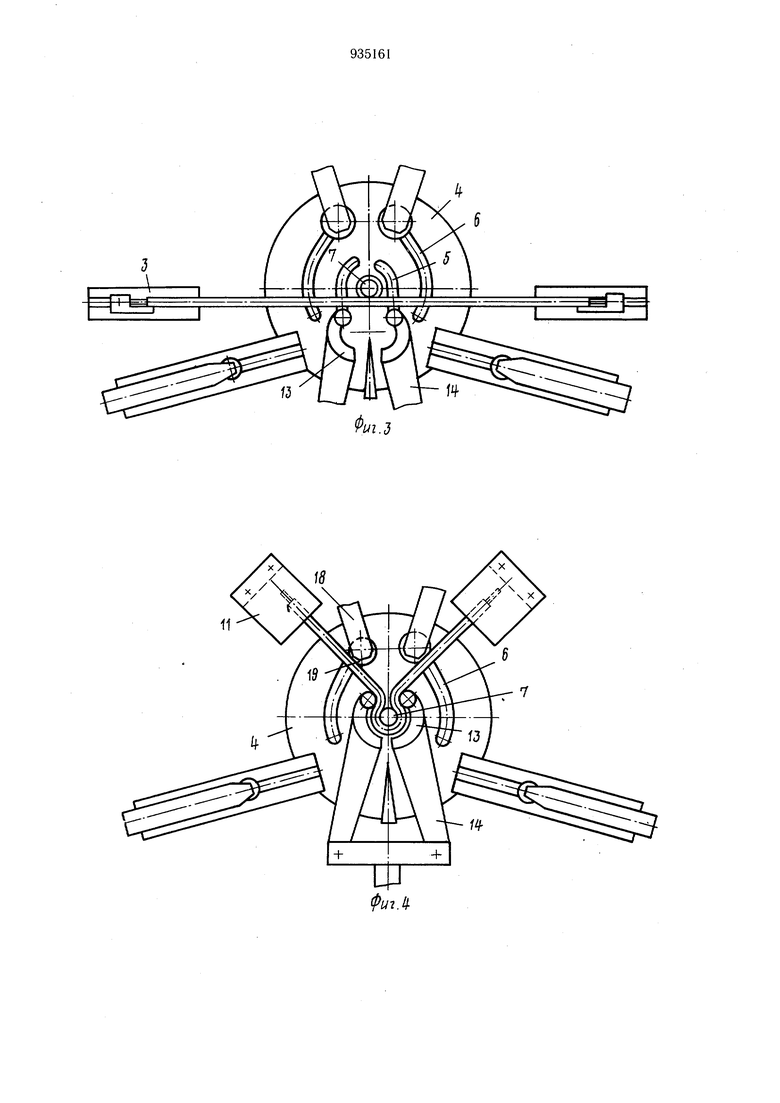
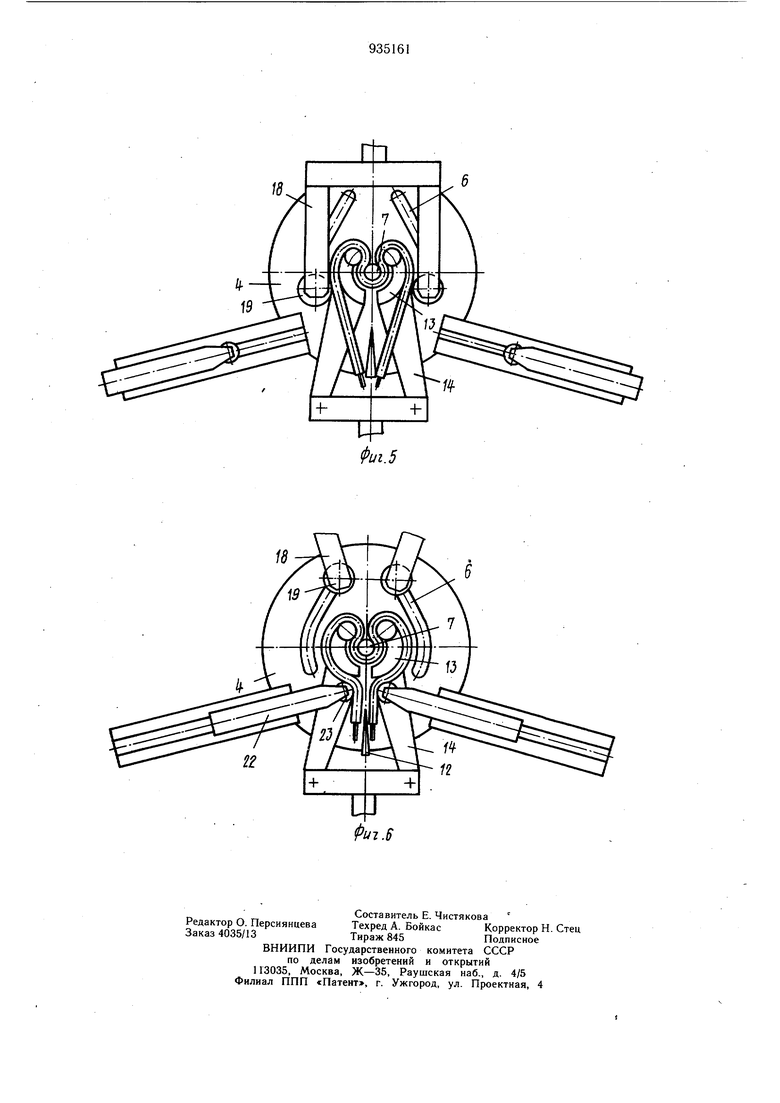
На фиг. 1 изображен станок вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема установки изделия; на фиг. 4схема гибки внутренней части изделия; на фиг. 5 - схема гибки наружной части изде15 лия; на фиг. 6 - схема подгибки концов изделия.
Станок состоит из станины 1, на которой смонтирован пульт управления 2, механизм выравнивания 3, диск 4 с внутренними копир2Q ными пазами 5 и наружными копирными пазами 6, выполненными по сопряженным окружностям, шаблон 7, гибочные органы 8, 9 и 10. Станок снабжен направляюшими планками 11 и упором 12. Гибочный орган 8 состоит из шаблонов 13, закрепленных
на рычагах 14, шарпярно установленных на штоке 15 гидроцнлнндра 16. Направляющие ролики 17 рычагов 14 установлены в копнрных пазах 5 днска 4. Гибочный орган 9 со стоит из двух рычагов IS с,профилированными гибочными роликами 19. Рычаги 18 шарнирно закреплены на штоке 20 гндроцилиндра 21. Ролики 19 своими концами установлены .в копирных пазах 6 диска 4. Каждый из Гибочных органов 10 состонт нз ползуна 22 с профилированным роликом 23. Привод его осуществляется от гидроцилиндра 24.
Станок работает следующим образом.
Заготовку устанавливают в механизм выравнивании, где она автоматически становится в рабочее положенне симметрично относительно шаблона 7.
Операция гибки начинается включением гидроцилиндра 16 гибочного органа 8. Прн этом шток 15 гндррцилиндра 16 перемещает рычаги 14 с шаблонами 13, направляющие ролики 17 которого катятся по копирным пазам 5 диска 4. Производится гибка внутреннего кольца изделия вокруг шаблона 7. Шаблоны 13 фиксируются в крайнем положении гидроцнлиндром 16. Направляющие планки И служат в это время для удержания концов заготовки в плоскости зоны гибки.
После операции гибкн внутреннего кольца производят операцию гнбкн наружных колец изделия вокруг шаблонов 13. Гнбка производится перемещением ролнков 19, закрепленных на рычагах 18, от гидроцнлиндра 2 по копирным пазам 6 диска 4. При этом упор 12 ограничнвает перемещение концов изделия.
По окончании операцки гнбкн наружного кольца производят операцию подгнбки концов изделия. Подгнбка пронзводится перемещением ползунов 22 с закрепленными на ннх роликами 23 от гндроцнлиндров 24.
Гибочный орган 9 с рычагами 18 н ролнками 19 и гнбочный орган 10 с ползунами 22 н роликами 23 после выполнення операции возвращают в нсходное положенне включением соответствующего гндроцилнндра.
Снятие готового изделия с Шаблона 7 н шаблонов 13 производится перпенднкулярно плоскости днска 4, после чего узел 8 возвращается в нсходное положенне.
Кроме того, днск 4 с копнрнымн пазамн 5 н 6, шаблон 7 н шаблоны 13 могут быть сменнымн. Прн необходнмостн на станке можно гнуть нзделня других конфигурацнй (например V-, JM - и f -форм) нз различных профилей (круга, квадрата, полосы).
Прнмененне предлагаемого изобретения позволяет получить нзделня различных конфнгурацнй, сократить производственные площадн н высвободить технологическое оборудованне за счет совмещения сложных операций гнбкн на одной станке.
Формула изобретения
Станок для гнбки длинномерных заготовок, содержащий установленные на станине шаблон н прнводные гнбочные органы, формующне наружную н внутреннюю частн заготовки, отличающийся тем, что, с целью получения изделнЙ различных конфигураций н освобождения пронэводственных площадей, станок снабжен дополнительным шаблоном н установленным на станине днском с двумя парами копнрных пазов, каждый гнбочиый орган выполнен в виде двух шарннрно связанных со станиной рычагов, установленных в соответствующих пазах днска с возможностью перемещения в них, а дополнительные шаблоны закреплены на гибочных рычагах, формующих внутреннюю часть заготовки.
Источннкн информации, принятые во вннмание прн экспертнзе 1 Акцептованная заявка Японии № 47-31506, кл. В 21 D 9/05, 1975 (прототип).
f
h-r/
/4
L-k
/ У1 1
I
-. .- . I
Y--t
Iff L
h-
