(Л
ных кулачка 25 и 26. ШВ 2 выполнен подвижным в осевом направлении и снабжен приводом продольного перемещения в виде соединенных между собой пневмоцилиндров 33 и 34. При переключении станка с одного реза на другой с помощью пневмоцилиндров 33 и 34 перемещают в продольном направлении ШВ 2, прижимая рабочую поверхность одного из кулачков 25 или 26 к копирному ролику. После этого перемещают раму 3 с инструментом 4
и фиксируют установленный на раме 3 вал 13 на ШВ 2 с помощью пневмоци- линдра 20. Включают вращение ИВ 2 и трубы 35. Выполняют фасонный рез. Для пьшолнения плоского реяа ШВ 2 устанавливают с помощью пневмоцилиндров 33 и 34 в положение, когда фасонные поверхности кулачков 25 и 26 не касаются копирных роликов. В этом случае в работе участвует только плоский кулачок-диск 14. 1 з.п. ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| Станок для фасонной резки труб | 1977 |
|
SU740426A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Устройство для резки труб | 1986 |
|
SU1450935A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Резьботокарный станок | 1979 |
|
SU931336A1 |
Изобретение относится к оборудованию для кислородной или плазменной резки труб. Цель изобретения - повышение производительности станка за счет сокращения вспомогательного времени на его переналадку. Станок для фасонной резки труб содержит механизм 1 синхронного вращения трубы 35 и шлицевого вала (ШВ) 2, раму 3 с режущим инструментом 4 и валом 13 настройки угла реза, содержащим поворотный кулачок-диск 14 и сопряженным с ШВ 2. На ШВ 2 неподвижно посажены два фасонных кулачка 25 и 26. ШВ 2 выполнен подвижным в осевом направлении и снабжен приводом продольного перемещения в виде соединенных между собой пневмоцилиндров 33 и 34. При переключении станка с одного реза на другой с помощью пневмоцилиндров 33 и 34 перемещают в продольном направлении ШВ 2, прижимая рабочую поверхность одного из кулачков 25 или 26 к копирному ролику. После этого перемещают раму 3 с инструментом 4 и фиксируют установленный на раме 3 вал 13 на ШВ 2 с помощью пневмоцилиндра 20. Включают вращение ШВ 2 и трубы 35. Выполняют фасонный рез. Для выполнения плоского реза ШВ 2 устанавливают с помощью пневмоцилиндров 33 и 34 в положение, когда фасонные поверхности кулачков 25 и 26 не касаются копирных роликов. В этом случае в работе участвует только плоский кулачок-диск 14. 1 з.п. ф-лы, 1 ил.
Изобретение относится к обработке металлов и может быть использовано в машиностроении для фасонной резки труб.
Цель изобретения - повышение производительности станка для резки труб путем сокращения затрат време- пи на его переналадку.
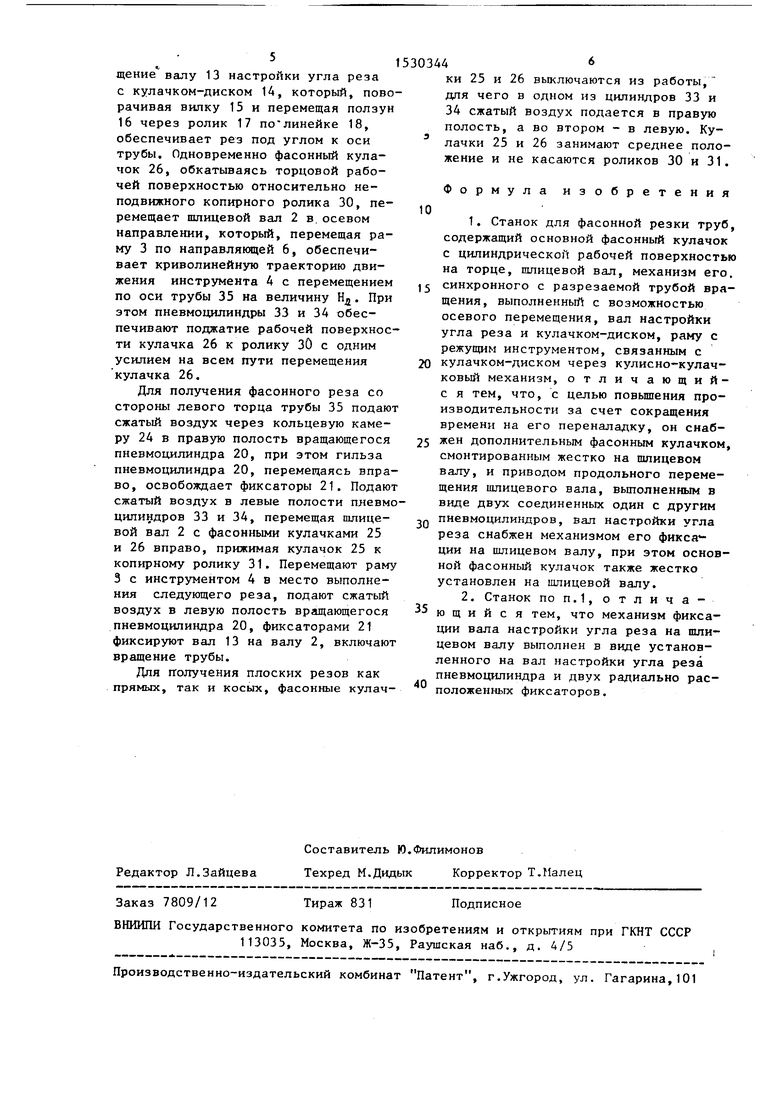
На чертеже изображена кинематическая схема станка.
Станок для резки труб состоит ип механизма 1 синхронного вращения трубы и шлицевого вала 2, рамы 3, . несущей кулисно-кулачковый механизм с инструментом 4 и установленной роликами 5 на направляющей 6. Механизм
1состоит из привода 7, двух червя- ков 8 и 9, посаженных на вал привода
7, червячного колеса 10, связанного через полый шпиндель с зажимным патроном 11, червячного колеса 12, связанного подвижно в осевом направлени со шлидевым валом 2. На шлицевой вал
2посажен подвижно в осевом направлении вал 13 настройки угла реза с кулачком-диском 14. Вал 13 установлен
в подшипниках рамы 3, кулачком-дис- ком 14 связан с инструментом 4 через вилку 15, ползун 16 с роликом 17, опирающимся на линейку 18. Правый конец вала 13 настройки выполнен в виде поршня 19 пневмоцилиндра 20, гильза которого имеет внутренний конус, взаимодействующий с фиксаторами 21, установленными в радиальных отверстиях вала 13. Для подвода воздуха к вращающемуся пневмоцилиндру предусмотрена муфта 22 с кольцевыми камерами 23 и 24. На шлицевой вал 3 посажены неподвижно два фасонных кулачка 25 и 26, торцовые рабочие поверхности которых направлены навстречу друг другу. На неподвижном кронштейне 27 установлены штанги 28 и 29 с копирными роликами 30 и 31. Ппице- вой вал 2 вилкой 32 связан со штоком пневмоцилиндра 33, гильза которого закреплена на штоке пневмоцилиндра 34. Гильза пневмоципиндра 34 неподвижно закреплена на корпусе механизма 1 .
Станок работает следующим образом
Вертикальным перемещением штанги 29 устанавливают величину Н, траектории реза, расположенного со стороны левого торца обрезаемой заготовки, перемещением 28 устанавливают величину Н траектории реза со стороны правого торца, поворотом кулачка-диска 14 устанавливают угол реза относительно оси трубы 35. Подают сжатый воздух в правые полости пневмощшинд ров 33 и 34, перемещая вилку 32 со шлицевым валом 2 в крайнее левое положение, при этом правый фасонный кулачок 26 рабочей поверхностью прижимается к копирному ролику 30. Подают сжатый воздух через кольцевую камеру 23 муфты 22 в левую полость вращающегося пневмоцилиндра 20, при этом гипьэа пневмоцилиндра 20 перемещается влево и внутренней конической поверхностью воздействует на фиксаторы 21, перемещая их к центру, фиксируя при этом вал 13 на валу 2.
Включают привод 7, который чер червяки 8 и 9, червячные колеса 10 и 12 обеспечивает синхронное вращение трубы 35, зажатой в патроне 11 и шлицевого вала 2, посаженного подвижно в пшицевое отверстие колеса 12. Шпицевой вал 2 передает вращение валу 13 настройки угла реза с кулачком-диском 1А, который, поворачивая вилку 15 и перемещая ползун 16 через ролик 17 по линейке 18, обеспечивает рез под углом к оси трубы. Одновременно фасонный кулачок 26, обкатываясь торцовой рабочей поверхностью относительно неподвижного копирного ролика 30, перемещает шлицевой вал 2 в,осевом направлении, который, перемещая раму 3 по направляющей 6, обеспечивает криволинейную траекторию движения инструмента А с перемещением по оси трубы 35 на величину . При этом пневмоцилиндры 33 и 34 обеспечивают поджатие рабочей поверхности кулачка 26 к ролику ЗО с одним усилием на всем пути перемещения кулачка 26.
Для получения фасонного реза со стороны левого торца трубы 35 подают сжатый воздух через кольцевую камеру 24 в правую полость вращающегося пневмоцилиндра 20, при этом гильза пневмоцилиндра 20, перемещаясь вправо, освобождает фиксаторы 21. Подают сжатый воздух в левые полости плевмо цилиндров 33 и 34, перемещая шлицевой вал 2 с фасонными кулачками 25 и 26 вправо, прижимая кулачок 25 к коп фному ролику 31. Перемещают раму 3 с инструментом 4 в место выполнения следующего реза, подают сжатый воздух в левую полость вращающегося пневмоцилиндра 20, фиксаторами 21 фиксируют вал 13 на валу 2, включают вращение трубы.
Для пголучения плоских резов как прямых, так и косых, фасонные кулачки 25 и 26 выключаются из работы, для чего в одном из цилиндров 33 и 34 сжатый воздух подается в правую полость, а во втором - в левую. Кулачки 25 и 26 занимают среднее положение и не касаются роликов 30 и 31.
Формула изобретения
положенных фиксаторов.
| Станок для фасонной резки труб | 1975 |
|
SU556901A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
