СП
со
о
00
|
Изобретение относится к ма1иинострое- нию, в частности к созданию линиТй для контактной точечной сварки пространственных каркасов, и может найти применение при изготовлении электронных и ра- диотехнических устройств.
Целью изобретения является повышение производительности и качества сварки.
На фиг. 1 показана схема линии для контактной точечной сварки пространственных каркасов; на фиг. 2 вид А на фиг. .
Линия для контактной точечной сварки пространственных каркасов содержит поворотный стол 1 с приводом uiaroBoro поворота и стопорным механизмом, на котором закреплены сборочно-сварочные кондукторы 2 и два устройства 3 для сварки. Cei- ментные секции 4 стола 1 сопряжены между собой и с радиальными балками 5 посредством упругих элементов 6. Каждая сегментная секция 4 с нижней стороны содер- жит четыре упора 7 с .ми горизонтальными торцевыми поверхносгями, расположенные четырехуго;1ьником, и два упора 8 с базовыми вертикальными наружными боковыми поверхностями, располо- женные с верхней ее стороны на продольной оси. Каждое сварочное устройство 3 содержит верхнюю 9 и нижнюю И) подвижные плиты, на которых смонтированы сварочные клеши 11, а верхняя подвижная плита содержит две направляющие втулки 12 с внутренними ве)ч,.1с;.1льными боковыми базовыми поверхностями, причем базовые поверхности этих н;и1рав, совпадают с плоскостью 6aj()iu,ix вертикальных наружных боковых поверхнси тей упоров 8. Кроме того, каждое уст 1ойств() 3 содержит по четыре } еподвижных упора 13 с верхними горизонтальными базовыми поверхностями, расположепны.х таким же четырехугольником, как и поры 7. Ве)хняя 9 и нижняя 10 подвижные плиты имеют возможность перемещения но нап)авляю- щи.м 14. Каждые сварочные клеши II снабжены автономными системами подвода тока, сжатого воздуха и б. юком управления. Кроме того, каждые сварочные клеши дополнительно снабжены автономными устройствами для контро, 1я качества сварных соединений. Линия также содержит общий блок управления.
Линия для контактной точечной сварки пространственных каркасов работает следующим образом.
Во время работы стол 1 осуществляет шаговый поворот в ручно.м и. щ автоматическом режиме, в последнем случае вре,мя паузы до очередного поворота cTcjjia на один щаг от момента окончания сварки задается на общем блоке управ- ления, в противном случаекоманду
на очередной поворот подает оператор на общем блоке управления. Стопо|)ный ме
5 0 5 О
0
5
5
0
5
ханизм привода стола 1 обеспечивает первичную установку сборочно-сварочных кондукторов 2 относительно сварочных установок 3. Во время пауз между поворотами на одной позиции стола оператор производит съем готового каркаса, а на остальных свободных позициях осуществляют сборку каркаса в кондукторе. При каждом повороте стола 1 упоры 7 заходят на упоры 13. Учитывая, что их торцовые поверхности являются базовыми и точно сориентированы относительно сварочного устройства 3, этим самым осуществляется базирование по вертикали окружной секции 4 и соответственно сборочно-сва- рочного кондуктора 2 относительно сварочных клещей 11. После остановки стола 1 верхняя подвижная плита 9 опускается, а нижняя подвижная плита 10 поднимается. Их конечное положение определяется упора.ми. При движ:;нии подвижных плит верхние упоры 8 входят в направляющие 12, чем осуществляется базирование сборочно сварочных кондуктопо относительно сварочных клещей в горизонтальной плоскости, а также сварочные клещи входят в сборочный кондуктор и электроды занимают по- ;южение строго riiJOTHB места сварки. После остановки плит осуществляется цикл сварки одновременно на обоих сварочных установках: на пе.рвой по ходу вращения осущес вляется с1 ,арка Г1ервой очереди точек, а па второйостальных. После окончания цикла подвижные плиты возвращаются в исходное положение и освобождают сборочно-сварочные кондукторы, тем са.мым обеспечивая поворот стола на очередной щаг. После этого цикл операций повторяется.
Использование изобретения позволяет увеличить производительность, улучщить условия труда, повысить качество сварки.
Формула изобретения
1.Линия для контактной точечной сварки пространственных каркасов, содержащая установленные на поворотном столе сборочно-сварочные кондукторы, привод шагового поворота стола, систему сварочных головок и стопорный механизм, отличающаяся тем, что , с целью повышения производительности и качества сварки, поворотный стол выполнен в виде связанных между собой упругими элементами отдельных сегментных секций с устройствами для точной установки сборочно-сварочных кондукторов относительно сварочных головок и соединенных упругими элементами с сегментными секциями радиальных балок.
2.Линия по п. 1, отличающаяся тем, что она оснащена двумя парами плит, на которых смонтированы системы сварочных головок, плиты каждой пары расположены
по обе стороны сегментных секций и установлены с возможностью перемещения в направлении, перпендикулярном плоскости сегментных секций.
3. Линия по п. 1, отличающаяся тем, что устройство для точной установки сбо- рочно-сварочноТо кондуктора относительно системы сварочных головок, выполненных в виде клещей, размещенное на каждой сегментной секции, выполнено в виде четырех упоров с базовыми торцовыми поверхностями, параллельными плоскости сегментной секции, расположенных с одной стороны секции, и двух упоров с базовыми наружными поверхностями, перпенди- кулярными плоскости сегментных секций, смонтированных с другой стороны секции.
одна подвижная плита со сварочными клещами, расположенная с одной стороны сегментной секции, оснащена четырьмя неподвижными упорами с базовыми торцовыми поверхностями, параллельными плоскости сегментной секции, установленными с возможностью взаимодействия с соответствующими базовыми торцовыми поверхностями упоров, размещенных на сегментной секции, вторая плита, расположенная с другой стороны сегментной секции, снабжена двумя направляющими втулками с внутренними базовыми поверхностями, перпендикулярными плоскости сегментной секции, установленными с возможностью взаимодействия с соответствующими базовыми наружными поверхностями упоров, расположенных на сегментной секции.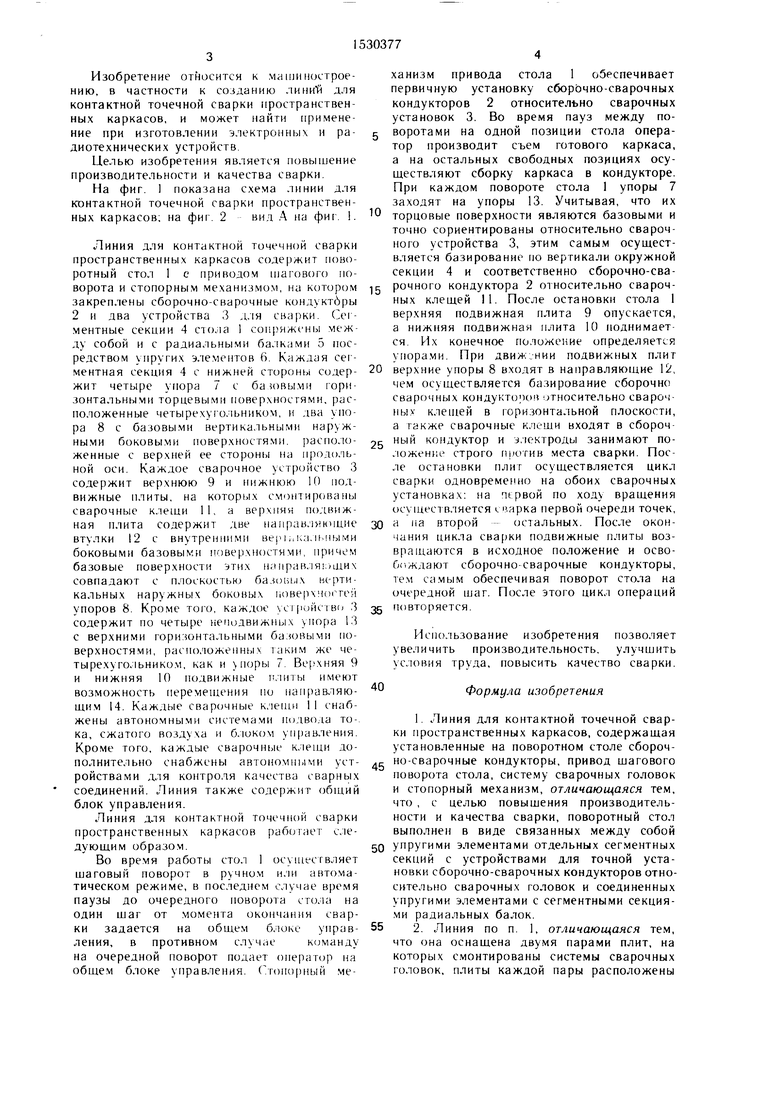
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1998 |
|
RU2138376C1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Клещи для контактной точечнойСВАРКи | 1978 |
|
SU810410A1 |
| Устройство для контактной сварки пространственных арматурных каркасов | 1961 |
|
SU145955A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
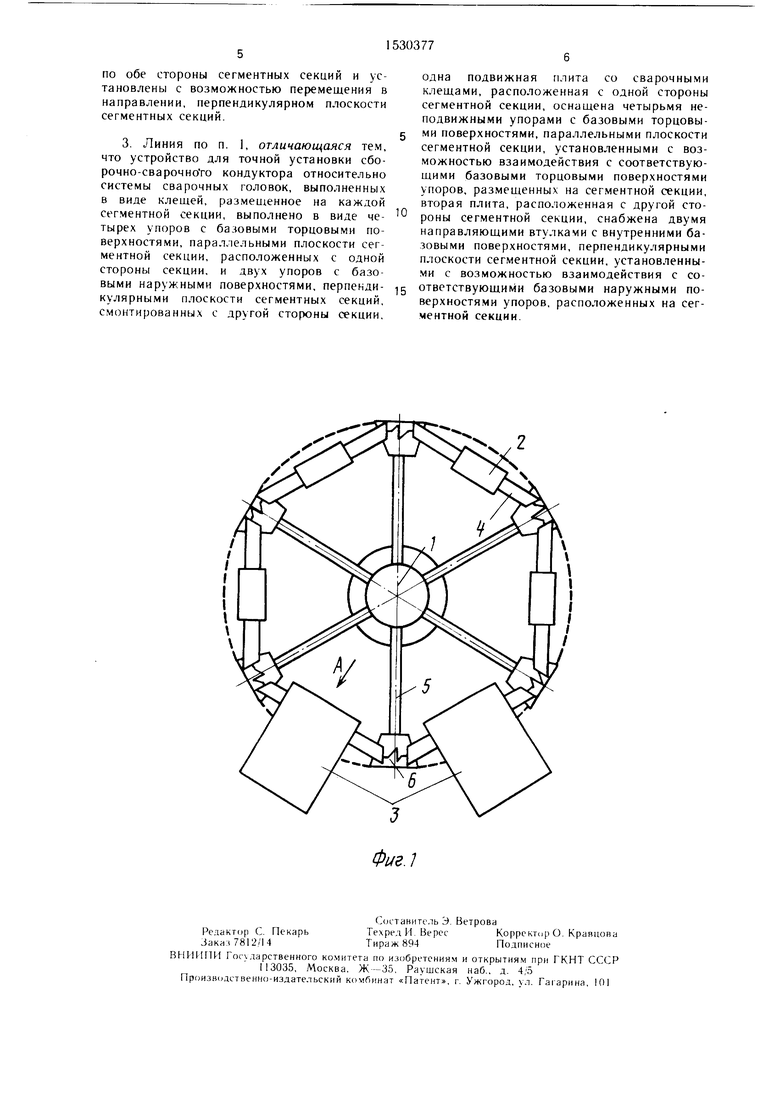
Изобретение относится к машиностроению, в частности к созданию линий для контактной точечной сварки пространственных каркасов, и может найти применение при изготовлении электронных и радиотехнических устройств. Цель изобретения - повышение пр оизводительности и качества сварки. Поворотный стол выполнен из сегментных секций 4 и радиальных балок 5. Сегментные секции связаны между собой и радиальными балками упругими элементами 6. Сварочные клещи 11 размещены на подъемных плитах 9 и 10, расположенных по обе стороны сегментных секций 4. Плиты снабжены направляющими втулками 12 и неподвижными упорами 13. Каждая сегментная секция оснащена соответствующими неподвижными упорами 7 или 8. При повороте стола упоры 7 заходят на упоры 13, осуществляя базирование кондуктора относительно сварочных головок в вертикальной плоскости. Подвижные плиты 9 и 10 перемещаются. Упоры 8 входят в направляющие втулки 12. Этим обеспечивается базирование в горизонтальной плоскости. После прекращения перемещения плит осуществляется сварка. Затем происходит поворот стола на шаг и цикл повторяется. Линия позволяет повысить производительность и надежность сварных соединений и улучшить условия труда. 2 з.п. ф-лы, 2 ил.
X
| Устройство для контактной сварки пространственных арматурных каркасов | 1961 |
|
SU145955A1 |
