Изобретение относится к сварочной технике, а именно к устройствам для сборки и сварки цилиндрических изделий, включающих обечайки. Установка предназначена, кроме того, для равномерного и надежного обжатия обечайкой детали, находящейся внутри нее (например, статора электрогидронасоса) , сварки продольного шва обечайки, а также сборки и сварки этого узла с цилиндрическими деталями по торцам.
Целью изобретения является повышение качества сборки за счет улучшения контакта обечайки с охватываемой ею деталью и увеличение производительности за счет совмещения на одной позиции комплексно всех сборочных и сварочных операций.
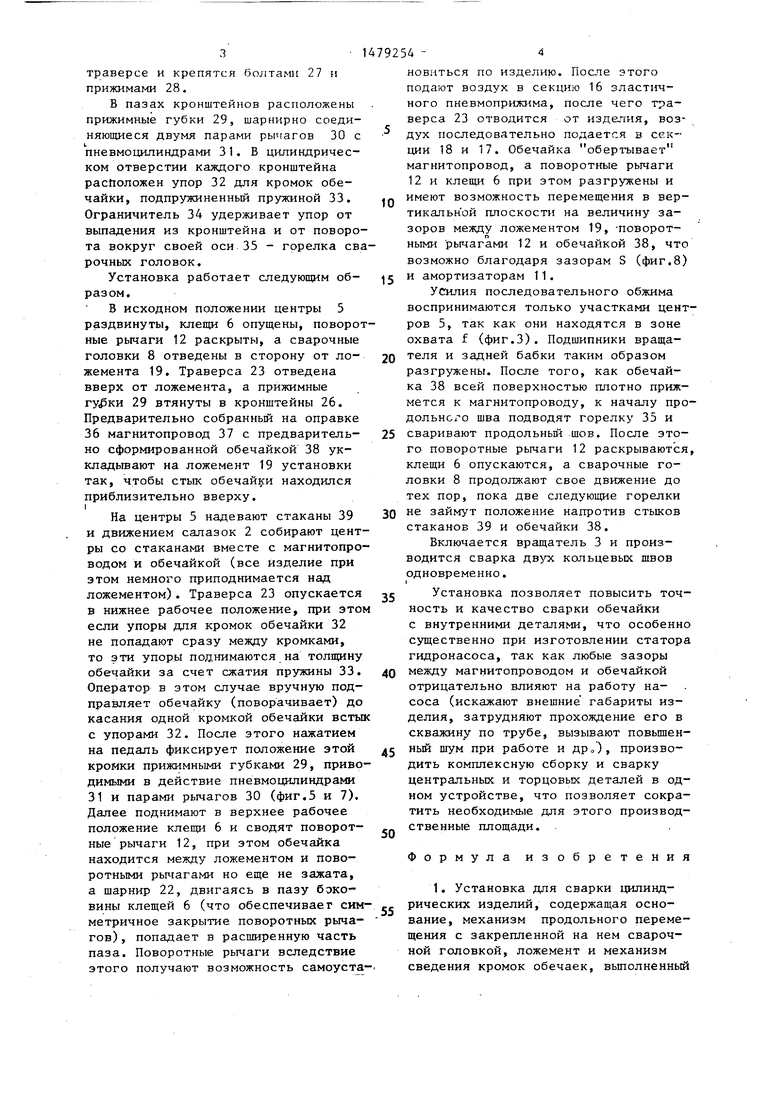
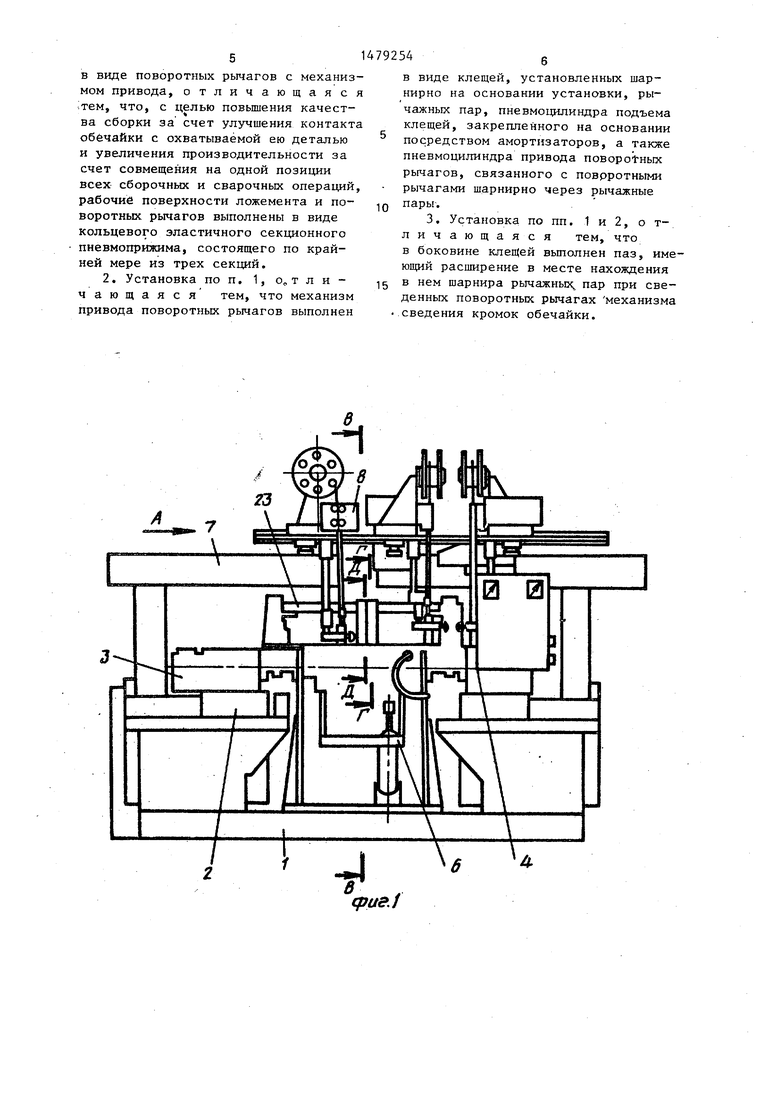
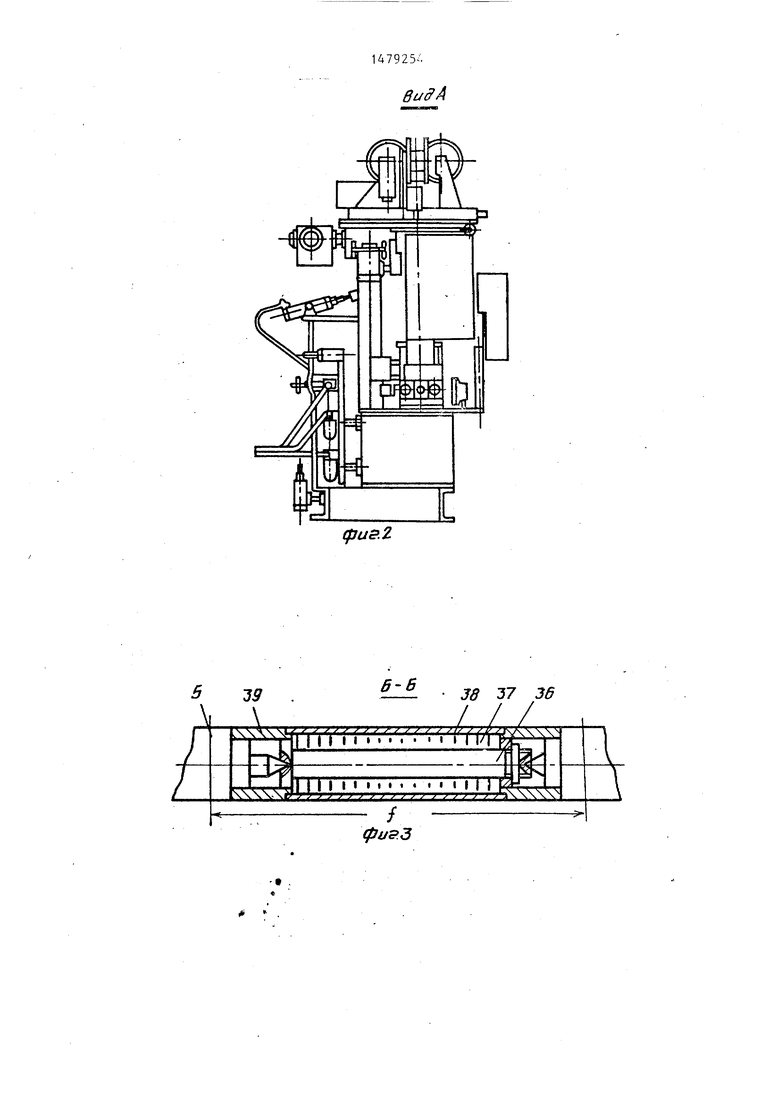
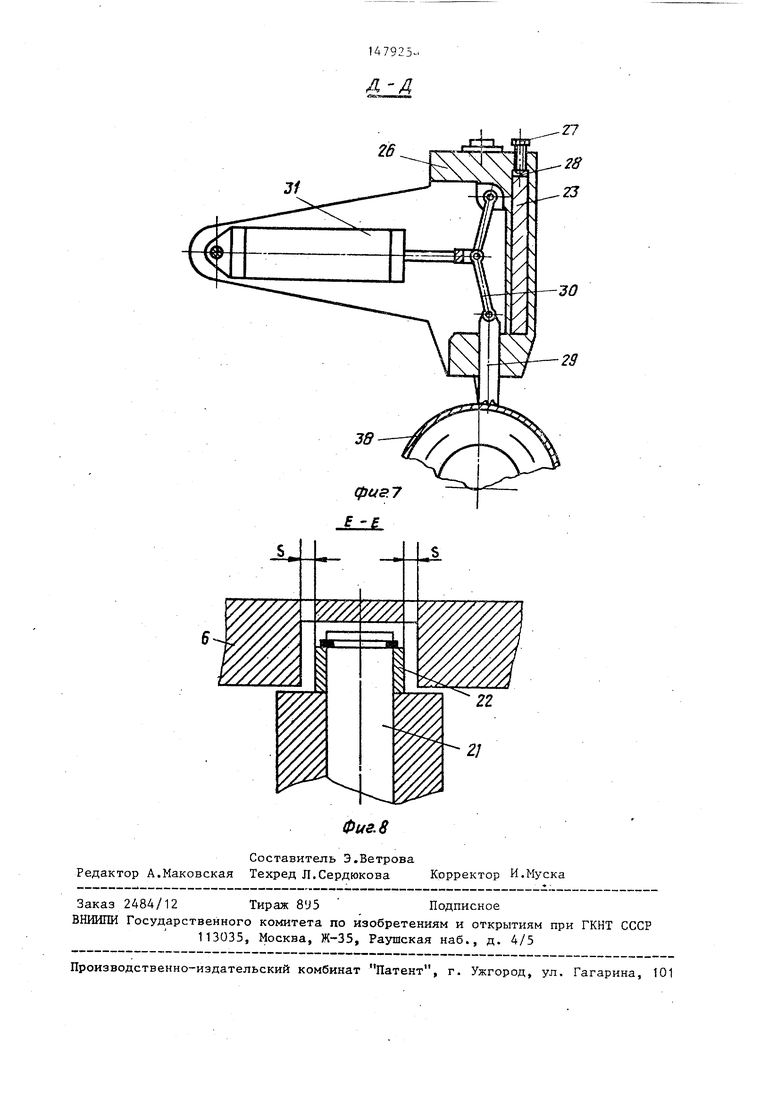
На фиг.1 изображена описываемая установка; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.5} на фиг.4 - разрез В-В на фиг.1; на фиг.З - то же, в положении, когда клещи раскрыты и отведены в нерабочее положение, а упор для кромок обечайки подведен к изделию; на фиг.6 - разрез Г-Г на фиг.1; на фиг.7 - разрез Д-Д на фиг.1; а фиг. 8 - разрез Е-Е на фиг. 4.
Установка для сборки цилиндрических изделий содержит основание 1 с закрепленными на нем двумя салазками 2 и установленными на них вращателем 3 и задней бабкой 4. Вращатель и задняя бабка снабжены центрами 5, служащими для закрепления изделия, состоящего из обечайки, магнитопровода и двух стаканов. Набор пластин магнитопровода предварительно собран на оправке. На основании Находится также механизм сведения кромок, состоящий из шарнирно закрепленных клещей 6, и механизм 7 продольного перемещения трех сварочных головок 8. Клещи могут быть отведены от изделия пневмоци- линдром 9, установленным на основании
посредством рычага 10 и амортизаторов 1. Два поворотных рычага 12 шарнирно закреплены на клещах и имеют привод от пневмоцилиндра 13 и рычажные пары 14 и 15.
5 Секции 16 и 17 эластичного пнев- моприжима встроены в поворотные рычаги, а секция 18 - в ложемент 19, закрепленный на основании установки. Секции пневмоприжимов включают
0 в себя также стальные пластины 20, которые контактируют непосредственно с изделием.
На оси 21 рычагов установлен шарнир 22, взаимодействующий с пазом,
выполненным в боковине клещей. Вверху этот паз расширен и между его стенками и роликом в рабочем положении поворотных рычагов имеются зазорь S. 0
Поворотные рычаги клещей и ложемент по своей ширине превосходят ширину изделия в сборке и охватывают в рабочем положении центры установки 5 с зоной охвата f. Траверса 23 шарнирно закреплена на основании установки и соединена двумя парами рычагов 24 с двумя пневмоцилиндрами 25. Два кронштейна 26 расположены на
3
болтами 27 fi
траверсе и крепятся прижимами 28.
В пазах кронштейнов расположены прижимные губки 29, шарнирно соединяющиеся двумя парами рычагов 30 с пневмоцилиндрами 31. В цилиндрическом отверстии каждого кронштейна расположен упор 32 для кромок обечайки, подпружиненный пружиной 33. Ограничитель 34 удерживает упор от выпадения из кронштейна и от поворота вокруг своей оси 35 - горелка сварочных головок.
Установка работает следующим образом,
В исходном положении центры 5 раздвинуты, клещи 6 опущены, поворотные рычаги 12 раскрыты, а сварочные головки 8 отведены в сторону от ложемента 19. Траверса 23 отведена вверх от ложемента, а прижимные гуЈки 29 втянуты в кронштейны 26. Предварительно собранный на оправке 36 магнитопровод 37 с предварительно сформированной обечайкой 38 ук- кладывают на ложемент 19 установки так, чтобы стык обечайки находился
приблизительно вверху. i
На центры 5 надевают стаканы 39
и движением салазок 2 собирают центры со стаканами вместе с магнитопро- водом и обечайкой (все изделие при этом немного приподнимается над ложементом). Траверса 23 опускается в нижнее рабочее положение, при это если упоры для кромок обечайки 32 не попадают сразу между кромками, то эти упоры поднимаются на толщину обечайки за счет сжатия пружины 33. Оператор в этом случае вручную подправляет обечайку (поворачивает) до касания одной кромкой обечайки всты с упорами 32. После этого нажатием на педаль фиксирует положение этой кромки прижимными губками 29, приводимыми в действие пневмоцилиндрами 31 и парами рычагов 30 (фиг.5 и 7), Далее поднимают в верхнее рабочее положение клещи 6 и сводят поворотные рычаги 12, при этом обечайка находится между ложементом и поворотными рычагами но еще не зажата, а шарнир 22, двигаясь в пазу боковины клещей 6 (что обеспечивает симметричное закрытие поворотных рычагов) , попадает в расширенную часть паза. Поворотные рычаги вследствие этого получают возможность самоуста
10
79254 -4
новнться по изделию. После этого подают воздух в секцию 16 эластичного пневмоприжима, после чего траверса 23 отводится от изделия, воздух последовательно подается в секции 18 и 17. Обечайка обертывает магнитопровод, а поворотные рычаги 12 и клещи 6 при этом разгружены и имеют возможность перемещения в вертикальной плоскости на величину зазоров между ложементом 19, -поворотными рычагами 12 и обечайкой 38, что возможно благодаря зазорам S (фиг.8) и амортизаторам 11.
Усилия последовательного обжима воспринимаются только участками центров 5, так как они находятся в зоне охвата f (фиг.З). Подшипники вращателя и задней бабки таким образом разгружены. После того, как обечайка 38 всей поверхностью плотно приж-
15
20
5
0
5
0
5
0
5
мется к магнитопроводу, к началу продольного шва подводят горелку 35 и сваривают продольный шов. После этого поворотные рычаги 12 раскрываются, клещи 6 опускаются, а сварочные головки 8 продолжают свое движение до тех пор, пока две следующие горелки не займут положение напротив стыков стаканов 39 и обечайки 38.
Включается вращатель 3 и производится сварка двух кольцевых швов одновременно.
Установка позволяет повысить точность и качество сварки обечайки с внутренними деталями, что особенно существенно при изготовлении статора гидронасоса, так как любые зазоры между магнитопроводом и обечайкой отрицательно влияют на работу насоса (искажают внешние габариты изделия, затрудняют прохождение его в скважину по трубе, вызывают повышенный шум при работе и др), производить комплексную сборку и сварку центральных и торцовых деталей в одном устройстве, что позволяет сократить необходимые для этого производственные площади.
Формула изобретения
1. Установка для сварки цилиндрических изделий, содержащая основание, механизм продольного перемещения с закрепленной на нем сварочной головкой, ложемент и механизм сведения кромок обечаек, выполненный
в виде поворотных рычагов с механизмом привода, отличающаяся тем, что, с целью повышения качества сборки за счет улучшения контакта обечайки с охватываемой ею деталью и увеличения производительности за счет совмещения на одной позиции всех сборочных и сварочных операций, рабочие поверхности ложемента и поворотных рычагов выполнены в виде кольцевого эластичного секционного пневмоприжима, состоящего по крайней мере из трех секций.
2. Установка по п. 1, о, т л и - чающаяся тем, что механизм привода поворотных рычагов выполнен
в виде клещей, установленных шар- нирно на основании установки, рычажных пар, пневмоцилиндра подъема клещей, закрепленного на основании посредством амортизаторов, а также пневмоцилиндра привода поворотных рычагов, связанного с поврротными рычагами шарнирно через рычажные пары.
3. Установка по пп. 1 и 2, о т- личающаяся тем, что в боковине клешей выполнен паз, имеющий расширение в месте нахождения в нем шарнира рычажных пар при сведенных поворотных рычагах механизма сведения кромок обечайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Способ сборки обечайки под сварку продольного шва | 1984 |
|
SU1194635A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |

Изобретение относится к сварочной технике, а именно к устройствам для сборки и сварки цилиндрических изделий. Цель изобретения- повышение качества контакта обечайки с охватываемой ею деталью и увеличение производительности за счет совмещения на одной позиции всех сборочных и сварочных операций. Обечайка, содержащая предварительно собранный магнитопровод, устанавливается в центрах установки и зажимается поворотными рычагами 12 и ложементом 19, рабочие поверхности которых снабжены пневмоприжимами 16,17 и 18. При зажатии обечайки шарнир рычажных пар 14 и 15, установленный на оси 21, перемещаясь в пазу боковины клещей 6, попадает в его расширенную часть, что обеспечивает возможность самоустановки рычагов 12 по изделию. После фиксации кромок обечайки производится сварка продольного и кольцевых швов изделия. Изобретение повышает точность сборки под сварку обечайки с внутренними изделиями, а также позволяет сократить производительные площади под оборудование за счет совмещения операций сборки и сварки изделий на одной установке. 2 з.п. ф-лы, 8 ил.
1
0)
H cj
i i
CK
1
j -u
J3 M Ui
fc
u N
л
0}
Jf
Л. А
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
