СП
э
9
;о 1
31530394
ют П 7 с установочными участками меньшей длины в этом пазу. Предохранительные планки 4 закрепляют с зазором относительно П 7, превышающим радиальную величину теплового расширения изделия 6. Изделие наклоняют, устанавливая его в положение, удобное для . сварки, вращают и сваривают кольцевые швы. При перепадах температуры изделие остается сцентрированным благодаря самоустановке пальцев в пазах планшайбы. 5 ил.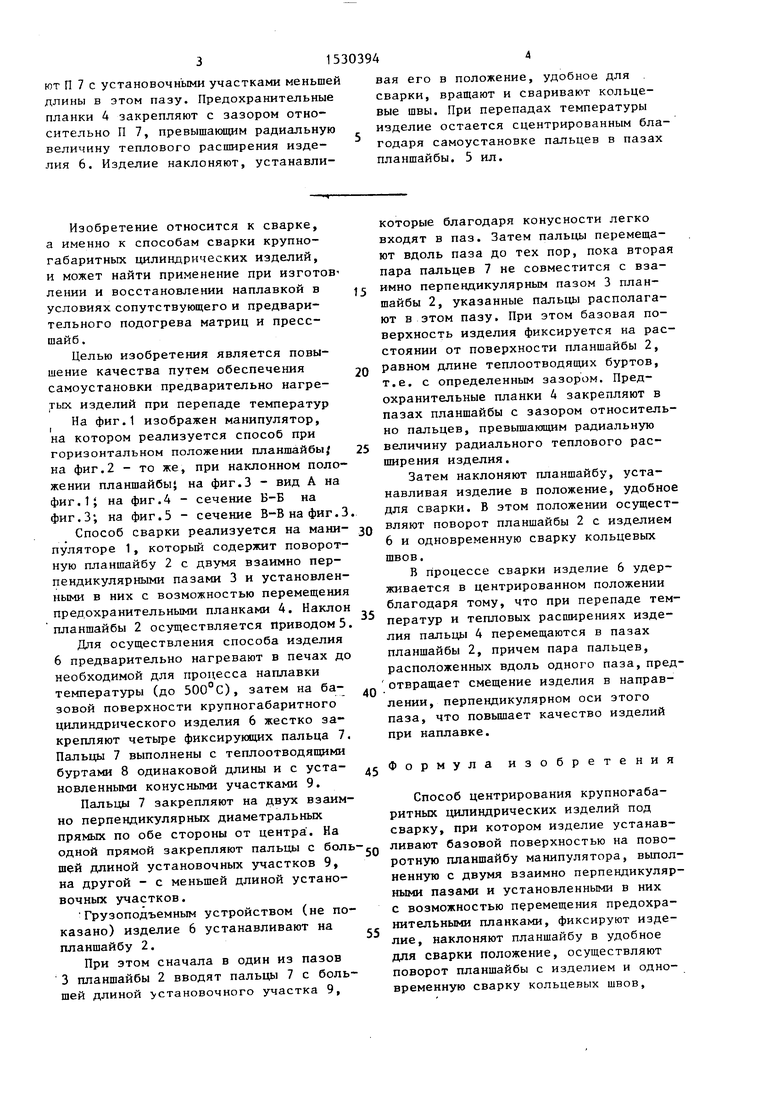
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разворота колен поковок коленчатых валов | 1985 |
|
SU1470413A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СИСТЕМА РОБОТИЗИРОВАННОЙ СБОРКИ КРУПНОГАБАРИТНЫХ ФЕРМ, В ТОМ ЧИСЛЕ НА ОРБИТЕ ЗЕМЛИ ИЛИ ЛУНЕ | 2021 |
|
RU2790311C2 |
| Установка для контактной сварки крупногабаритных изделий | 1984 |
|
SU1181825A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Манипулятор | 1980 |
|
SU941132A2 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| Установочный палец срезанный | 1978 |
|
SU732118A2 |
| Приспособление для сверления отверстий | 1981 |
|
SU1114495A1 |


Изобретение относится к сварке, в частности к способам сварки крупногабаритных цилиндрических изделий в условиях сопутствующего и предварительного подогрева. Цель изобретения - повышение качества. На базовой поверхности предварительно нагретого изделия 6 закрепляют четыре фиксирующих пальца (П) 7. П 7 выполняют с теплоотводящими буртами одной длины и с установочными конусными участками разной длины. П 7 располагают на взаимно перпендикулярных диаметральных прямых. Затем грузоподъемным средством изделие 6 устанавливают на планшайбу 2 манипулятора 1. Сначала П 7 с установочными участками большей длины размещают в одном из взаимно перпендикулярных пазов 3 планшайбы 2, а после продольного перемещения П 7 вдоль этого паза до совпадения других П 7 с взаимно перпендикулярным пазом планшайбы 2 устанавливают П 7 с установочными участками меньшей длины в этом пазу. Предохранительные планки 4 закрепляют с зазором относительно П 7, превышающим радиальную величину теплового расширения изделия 6. Изделие наклоняют, устанавливая его в положение, удобное для сварки, вращают и сваривают кольцевые швы. При перепадах температуры изделие остается сцентрированным благодаря самоустановке пальцев в пазах планшайбы. 5 ил.
Изобретение относится к сварке, а именно к способам сварки крупно- габаритньк цилиндрических изделий, и может найти применение при изготов лении и восстановлении наплавкой в условиях сопутствующего и предварительного подогрева матриц и пресс- шайб.
Целью изобретения является повышение качества путем обеспечения самоустановки предварительно нагре- ,тых изделий при перепаде температур На фиг.1 изображен манипулятор, на котором реализуется способ при горизонтальном положении планшайбыj на фиг.2 - то же, при наклонном положении планшайбы} на фиг.З - вид А на фиг.1 на фиг.4 - сечение Б-Б на фиг.З; на фиг.З - сечение В-В на фиг.З
Способ сварки реализуется на манипуляторе 1, который содержит поворотную планшайбу 2 с двумя взаимно перпендикулярными пазами 3 и установленными в них с возможностью перемещения предохранительными планками 4. Наклон планшайбы 2 осуществляется приводом 5
Для осуществления способа изделия 6 предварительно нагревают в печах до необходимой для процесса наплавки температуры (до 500°С), затем на базовой поверхности крупногабаритного цилиндрического изделия 6 жестко закрепляют четыре фиксирующих пальца 7. Пальцы 7 выполнены с теплоотводящими буртами 8 одинаковой длины и с установленными конусными участками 9.
Пальцы 7 закрепляют на двух взаимно перпендикулярных диаметральных прямых по обе стороны от центра. На одной прямой закрепляют пальцы с большей длиной установочных участков 9, на другой - с меньшей длиной установочных участков.
Грузоподъемным устройством (не показано) изделие 6 устанавливают на планшайбу 2.
При этом сначала в один из пазов 3 планшайбы 2 вводят пальцы 7 с большей длиной установочного участка 9,
5
0
5
0
5
0
5
0
5
которые благодаря конусности легко входят в паз. Затем пальцы перемещают вдоль паза до тех пор, пока вторая пара пальцев 7 не совместится с взаимно перпендикулярным пазом 3 планшайбы 2, указанные пальцы располагают в этом пазу. При этом базовая поверхность изделия фиксируется на расстоянии от поверхности планшайбы 2, равном длине теплоотводящих буртов, т.е. с определенным зазором. Предохранительные планки 4 закрепляют в пазах планшайбы с зазором относительно пальцев, превьппающим радиальную величину радиального теплового расширения изделия.
Затем наклоняют планшайбу, устанавливая изделие в положение, удобное для сварки. В этом положении осуществляют поворот планшайбы 2 с изделием 6 и одновременную сварку кольцевых швов,
В процессе сварки изделие 6 удерживается в центрированном положении благодаря тому, что при перепаде температур и тепловых расширениях изделия пальцы 4 перемещаются в пазах планшайбы 2, причем пара пальцев, расположенных вдоль одного паза, пред- отвращает смещение изделия в направлении, перпендикулярном оси этого паза, что повышает качество изделий при наплавке.
Формула изобретения
Способ центрирования крупногабаритных цилиндрических изделий под сварку, при котором изделие устанавливают базовой поверхностью на поворотную планшайбу манипулятора, выполненную с двумя взаимно перпендикулярными пазами и установленными в них с возможностью перемещения предохранительными планками, фиксируют изделие, наклоняют планшайбу в удобное для сварки положение, осуществляют поворот планшайбы с изделием и одновременную сварку кольцевых швов.
5
отличающийся тем, что, с целью повышения качества путем обеспечения самоустановки предварительно нагретых изделий при перепаде температур, перед установкой изделия на планшайбу на его базовой поверхности жестко закрепляют четьфе фикси- рунхцих пальца с теплоотводящими буртами одинаковой длины и с установочными конусными участками разной длины, располагая два пальца с большими
15
установочными участками диаметрально противоположно на одной диаметральной прямой, а два пальца с меньшими установочными участками диаметрально противоположно на диаметральной прямой, перпендикулярной первой, при
10
530394
установке изделия на планшайбу размещают в одном из пазов планшайбы устА новочные участки двух пальцев с большей длиной этих участков, перемещают пальцы вдоль паза планшайбы до совпадения другой пары пальцев с взаимно перпендикулярным пазом планшайбы и устанавливают установочные участки этой пары пальцев в указанном пазу, фиксируя базовую поверхность - изделия относительно поверхности планшайбы на расстоянии, равном длине теплоотводящих буртов, а предохра- нит.ельные планки закрепляют в пазах планшайбы с зазором относительно пальцев, превьппающим радиальную величину теплового расширения изделия.
f
15
/
ЧЦиИ МЛ
Фиг.З
г. . Р.
N:ri
ФигМ
В-в
V
% %% %%:%;
S
1 1 ПТП /
Ущйр
| Сухой газомер с одной мембраной | 1926 |
|
SU5436A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| М., 1965, с.41-42. | |||
