I1 Изобретение относится к сварке, а именно, к установкам для контактной точечной сварки, и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - повышение производительност при сварке изделий сложной конструкции и увеличени диапазона длин свариваемых изделий. На чертеже изображена установка для контактной сварки крупногабарит ных изделий, общий вид. . тч Установка состоит из сварочной машины 1 с злектродами 2, регулируемой роликоопоры 3 для изделия 4, расположенной в зоне электродов 2, и манипулятора 5. На направляющих 6 манипулятора 5 с возможностью горизонтального перемещения установлена каретка 7, на которой с возможностью перемещения в вертикальной плоскости смонтирована каретка 8 с горизонтально закрепленной штангой 9 На последней с возможностью перемещения установлена дополнительная каретка 10 с осью 11. На оси с возможностью поворота смонтирован крон штейн 12 с цапорами 13, в которых установлена ось 14 наклона корпуса 15с поворотной в виде кольца планшайбой 16. На внутренней поверхности планшайбы 16 имеются ролики 1 для перемещения изделий 4 и ролики для закрепления изделий, которые установлены с возможностью радиального перемещения и подпружинены. Для закрепления на штанге 9 дополнительной каретки 10 на оси 11 кронштейна 12, в цапоре 13 оси 14, корпусе 15 планшайбы 16 имеются соо ветствующие фиксаторы 19, 20, 21 и 22. Установка работает следующим обр зом. Изделие 4 заводят с торца; поворот ной планшайбы 16, укладывают на рол ки 1 7 и прижимают к ним роликами 18 5 Перемещением каретки 7 подают изделие 4 в зону электродов 2 сварочной машины 1, а перемещением каретки 8 устанавливают изделие 4 на регулирующую роликоопору 3. Перемещение изделия 4 .под злектроды 2 сварочной машины 1 производят путем работы соответствующих механизмов. Так, например, при сборке радиусных и криволинечных в поперечном сечении участков изделия осуществляют поворот плаищайбы 16 в корпусе 15 и при необходимости используют перемещение, дополнительной каретки 10 по штанге 9 при закрепленном фиксаторе 20 на оси 11, кронштейна 12. При сборке продольных швов используют перемещение каретки 7 и дополнительной каретки 10 при закрепленной фиксатором 22 планшайбе 16 и закрепленной фикса- тором 21 оси 14 и так далее. Дпя сварки изделия 4 с другого торца его отводят из зоны электродов 2 сварочной машины 1 и поворачивают вокруг оси 11 на 180, сварка повторяется. По мере приближения поворотной планшайбы 16 к электродам 2 сварочной машины 1 ролики 18 возвращают в исходное положение, изделие 4 перемещают по роликам 17, затем снова закрепляют роликами 18 и производят сварку до тех пор, пока не используют свободное пространство, выпета электродов. Предлагаемая конструкция установки позволяет при сварке крупногабаритных изделий сложной конструкции устранить его переустановку, обеспечить установку свариваемых поверхностей любого сложного изделия в горизонтальную плоскость и исключить наличие зон, недоступных сварке. При этом по сравнению с известной установкой повышается производительность труда и увеличивается диапазон длин свариваемых изделий.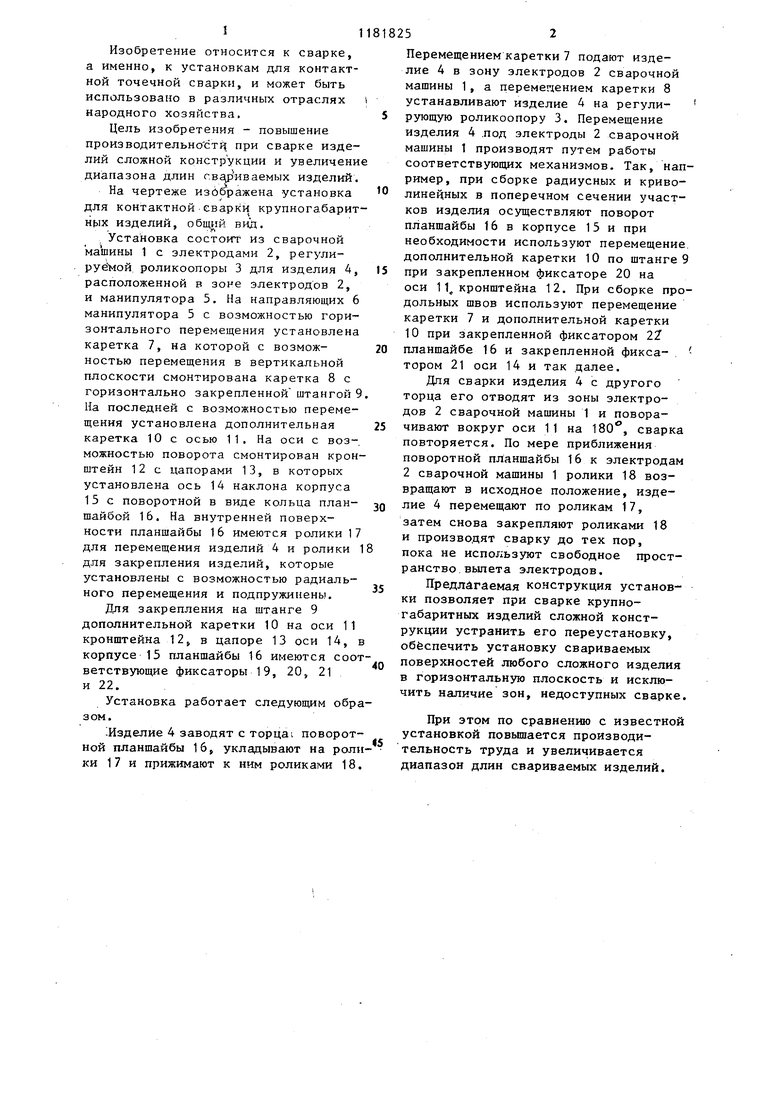
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки крупногабаритных изделий | 1977 |
|
SU667356A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| Устройство для сварки отводов трубопроводов | 1982 |
|
SU1063566A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Устройство для дуговой автоматической сварки изделий с пространственно-криволинейными швами | 1986 |
|
SU1388247A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| Роликовый манипулятор | 1975 |
|
SU556922A1 |
1. УСТАНОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, содержащая сварочную машину с электродами, регулируемую роликоопору для изделий, расположенную в зоне электродов, манипулятор в виде каретки, установленной с возможностью перемещения в двух взаимно перпендикулярных направлениях и .. оснащенной штангой, и смонтированного на штанге корпуса с поворотной планшайбой, установленною с возможностью наклона относительно оси. перпендикулярной оси поворота планшайбы, отличающаяся тем, что, с целью повышения производительности путем исключения переустановки изделий при сварке, она снабжена дополнительной кареткой с осью и кронштейном, установленным с возможностью поворота относительно дополнительной каретки, ось наклона корпуса поворотной планшайбы смонтирована на кронштейне, а дополнительная каретка установлена на штанге с возможностью продольного перемещения. 2. Установка по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей kn путем увеличения диапазона длин свариваемых изделий, поворотная планшайба выполнена в виде кольца с установленными на его внутренней поверхноЬти роликами для перемещения изделий, причем часть из них смонтирована с возможностью радиального переме00 щения . 00 N9 СЛ
| Установка для контактной точечной сварки крупногабаритных изделий | 1977 |
|
SU667356A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
