;z /J
J7
г
39 П 8 38
56 8 5
J 2
сд с
о ел
О1
фие.1
Изобретение относится к оборудованию для механизации погрузочно-разгрузочных работ, а именно к устройствам для укладки изделий в пакет.
Цель изобретения - повышение надежности работы.
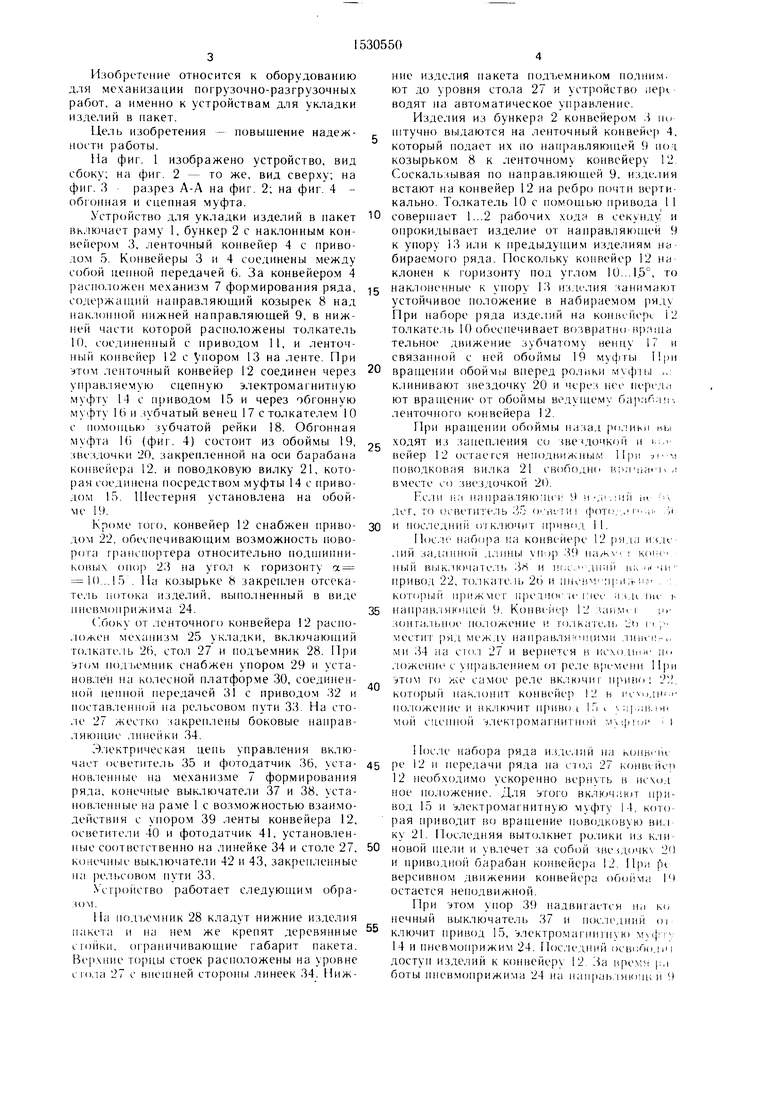
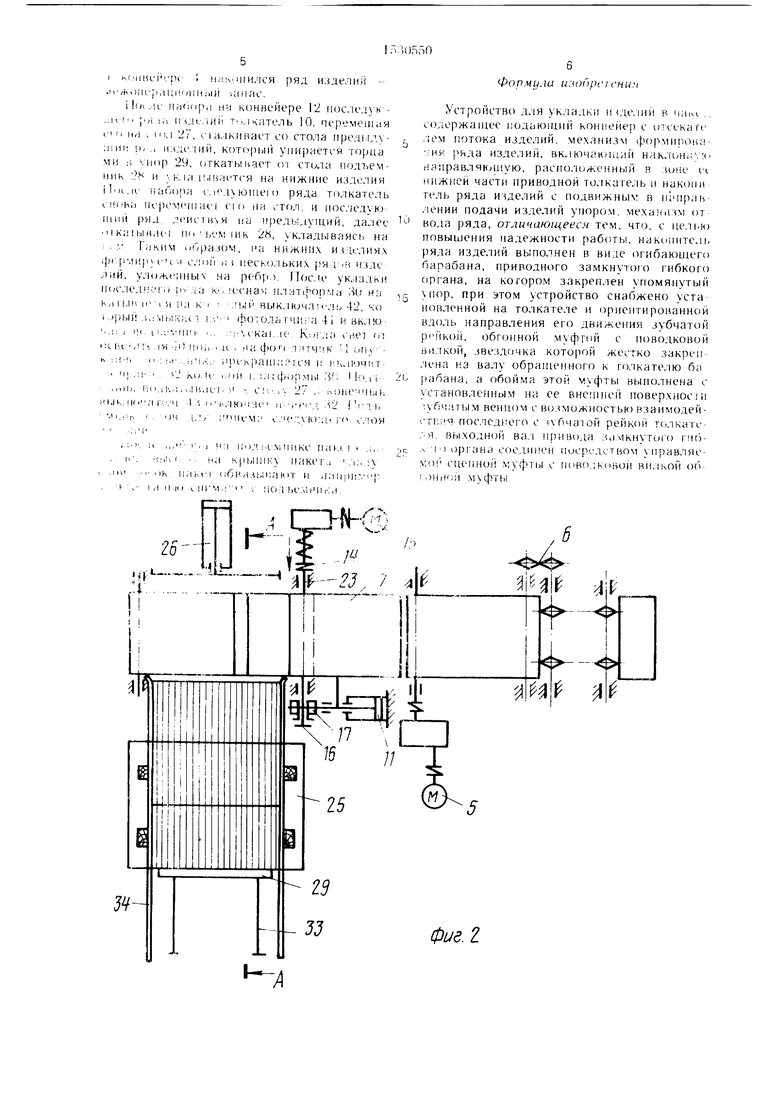
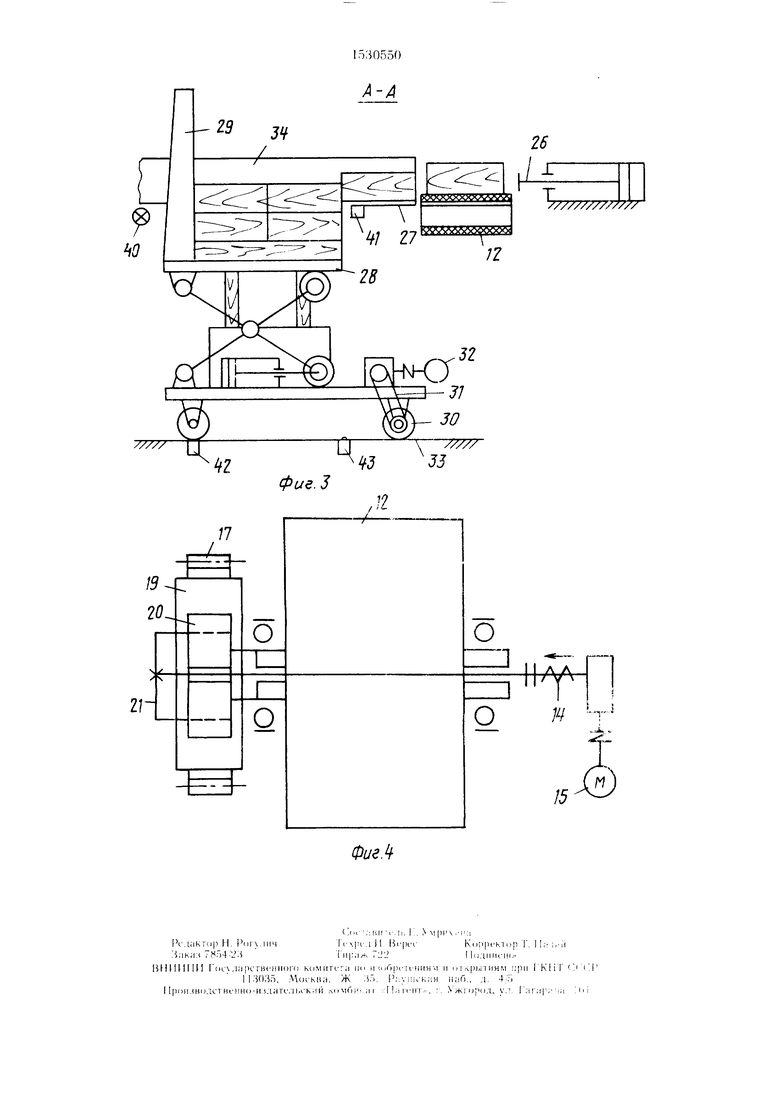
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 разрез А-А на фиг. 2; на фиг. 4 обгонная и сцепная муфта.
Устройство для укладки изделий в пакет включает раму 1, бункер 2 с наклонным конвейером 3, ленточный конвейер 4 с приводом 5. Конвейеры 3 и 4 соединены между собой передачей 6. За конвейером 4 расположен механизм 7 формирования ряда, содержащий направляющий козырек 8 над пак.юнной нижней направляющей 9, в нижней части которой расположены толкатель 10, соединенный с приводам 11, и ленточ- Hbiii конвейер 12 с VnopoM 13 на ленте. При атом .тенточный конвейер 12 соединен через управляемую сцепную электромагнитную муфту 14 с приводом 15 и через обгонную му())ту Ui п зубчатый венец 17 с толкателем 10 с помощью зубчатой рейки 18. Обгонная муфта И) (фиг. 4) состоит из обоймы 19, звездочки 20, закрепленной на оси барабана конвейера 12. и поводковую вилку 21, кото- ран соединена посредством муфты 14 с приводом 15. Шестерня установлена на обойме 19.
Кроме того, конвейер 12 снабжен приво- дом 22, обеспечивающим возможность поворота гранспортера относительно подшипни- коных опор 23 на угол к горизонту а 1(...15 . На козырьке 8 закреплен отсека- тель потока изделий, вьпюлненный в виде пневмоприжима 24.
( боку от ленточного конвейера 12 расположен механизм 25 укладки, включающий толкатель 26, стол 27 и подъемник 28. При STI/M подьемник снабжен упором 29 и уста- новле 1 на колесной платформе 30, соединен- Hoii цепной передачей 31 с приводом 32 и 11остав.лепной па рельсовом пути 33. На столе 27 жестко закреплены боковые направляющие линейки 34.
Электрическая цепь управления вк,тю- чаот осветитель 35 и фотодатчик 36, уста- новленные на механизме 7 формирования ряда, конечные выключатели 37 и 38, установленные на раме 1 с возможностью взаимодействия с упором 39 ленты конвейера 12, осветители 40 и фотодатчик 41, установленные соответственно на линейке 34 и столе 27, ко 1ечные выключатели 42 и 43, закрепленные на 1)е. 1ьсовом пути 33.
VcipoiicTBO работает следующим образом.
На подьемник 28 кладут нижние изделия iiaKeia и па нем же крепят деревянные сго11ки, ограничивающие габарит пакета. Ве|1хиие торцы стоек расположены на уровне cro.ia 27 с внешней стороны линеек 34. Нижние изделия пакета подъемником подним. ют до уровня стола 27 и устройство iiepi водят на автоматическое управление.
Изделия из бункера 2 конвейером 3 im- щтучно выдаются на ленточный конвейер 4, который подает их по направляющей 9 под козырьком 8 к ленточному конвейеру 12. Соскальзывая по направляющей 9, изделия встают на конвейер 12 на ребро почти вертикально. Толкатель 10 с помощью привода 1 1 совершает 1...2 рабочих хода в секунду и опрокидывает изделие от направляющей 9 к 13 или к предыдущим изде, 1иям набираемого ряда. Поскольку конвейер 12 на клонен к горизонту под углом 10...1.5°, то наклоненные к упору 13 изделия занимают устойчивое положение в набираемом ряду Нри наборе |)яда изделий на конвейере 12 толкатель К) обеспечивает вг):5вратно пр.чща тельное движение зубчатому ненцу 17 и связанной с пей обоймы 19 муфгы )ii вращении обоймы вперед ролики ,,: клинивают звездочку 20 и через нео перед. ют вращение от обоймы ведущему бар.чб.щ-, ленточного конвейера 12.
Нри вращении обоймы назад (шлиь) «Ь1 ходят из зацепления со звездочкой и i-. вейер 12 остаегся неподвижным Нри -з поводковая вилка 21 свободно Kii;i liai-u , BMecie со .звездочкой 2i).
Рели lia направляю;ц1ч- 9 и-;и. in . дог, то осветите. i35 O -iifiHi фото,.. м-;i- it и последнп(1 отключит iipHHin II.
Нос.. набора иа конвейере 12 шла изде ЛИЙ заданной дл11Щ 1 viiop ..V) i ксчп- Hbiii вык. 1К)чате.11 и 1(л . | Д1гиГ| и к ч и привод 22, толкате.1ь 26 и iiHciPV iipii: -iif.i KOTopbiii при/кмот liiiCTHor-if i:iei :|:(Д1 те ь nanpaB. iHKJHieii 9. KoiiBi-iH 12 I .arir.u i ir 3oiiTa.:ibH(je пс.к южсние и го.1ка 1 ель 2t) i l;- местнт )1д меж.ту направлякмцими линем/-., МП 34 иа cid. i 27 и вериется в исход||пг нм ,1оженио с управлением (л pe. ie в 11 мени Нри го /ле самое реле вк.1ючиг приво i 2, который наклонит конвейер 12 в ис или по. южение и вк.аючит привод I .i v;i| .iB. Moii сцеппой :1лектромагнит |о|( M ;JII:;I i
Нослс набора ряда и.з.телий на KCJHHIMU ре 12 и передачи ряда иа сто, 1 27 конвейер 12 необходимо ускоренно вернуть в исхо.т ное положение. Д:1Я этого включ..К)т привод 15 и электромаг нитную муфту 14, которая приводит во вращение поводковую ви.| ку 21. Последняя вытолкнет ро. щки из клиновой щели и увлечет за собой зве bUj4Kv 20 и нриводно барабан конвейера 12. pt версивном движении конвейера обойма 19 остается неподвижной.
При этом упор 39 надвигается H.I ко нечный выключатель 37 и нос. имний oi ключит привод 15, : лектромаг|Щ1и К) му(}:: 14 и пневмоирижим 24. Последний ociicoojni доступ изделий к конвейеру 12. Лг иремч |:,i боты иневмонрижима 24 на naii|iab. и 9
.
- II- 7 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и укладки штучных предметов | 1977 |
|
SU856899A2 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Устройство для укладки в пакет плоских изделий | 1987 |
|
SU1579874A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Механизм сцепления | 1980 |
|
SU985507A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1980 |
|
SU910519A2 |
| Электрический вибрационный гайковерт | 1980 |
|
SU967791A2 |
| Механизм для прерывистого вращения рабочего объекта | 1978 |
|
SU1010360A1 |
| СДВОЕННАЯ РЕВЕРСИВНАЯ ОБГОННАЯ МУФТА | 1973 |
|
SU409027A1 |
| РАБОЧЕЕ ОБОРУДОВАНИЕ АВТОГРЕЙДЕРА | 1997 |
|
RU2133317C1 |
Изобретение относится к оборудованию для механизации погрузочно-разгрузочных работ, а именно к устройствам для укладки изделий в пакет. Цель - повышение надежности работы. Устройство включает в себя раму 1, на которой установлен подающий конвейер 4 с наклонной направляющей 9 и механизм формирования ряда изделий, содержащий приводной толкатель 10 и ленточный конвейер 12 с упором 13. При этом закрепленная на толкателе зубчатая рейка 18 установлена с возможностью взаимодействия с зубчатым венцом обоймы обгонной муфты, звездочка которой соединена с валом барабана конвейера 12, а поводковая вилка посредством управляемой сцепной муфтой - с приводом. Изделия конвейером 4 поштучно подаются в механизм формирования ряда, в котором толкатель 10 перемещает изделие и упор 13 на шаг, а при обратном ходе толкателя упор 13 остается неподвижным. После отвода ряда изделий с конвейера 12 включается управляемая сцепная муфта и поводковая вилка, вращая барабан конвейера 12, перемещает упор 13 в первоначальное положение. 4 ил.
фие.г
А///////7//77//
