ел
со
00
|
-U
ные выключатели 43 и 44, источник 45 света и фотодатчик 46, смонтированные на упоре 47 рамы 1, на корпусе подъемника 30 и на раме 1. Кассета 17 снабжена флажком 48. Конечные выключатели 49 и 50 установлены на кассете 17 с возможностью взаимодействия с упорами 51 и 52 цепных передач 24 и 25.
Устройство работает следующим образом. У колесной платформы 32 стойкодержаразрез Б-Б на фиг. 1; на фиг. 4 - вид В на Ю тели 36 откидывают в горизонтальное поло- фиг. 3; на фиг. 5 - разрез Г-Гна фиг. 4; на жение и платформу по рельсовому пути 33 подкатывают под погрузку в исходное положение. При этом вилки 31 подъемника заходят в U-образный паз 38 поддона 37. Затем на поддон 37 кладут основание 53 формируемого пакета, которое выполнено в виде слоя изделий.
Сто и кодер ж а тел и 36 переводят4 в вертикальное положение и фиксируют на платформе. В стойкодержателях 34 и 36 крепят
ной стенкой 8 и опорной направляющей 20 вертикально деревянные бруски-стойки 54. 9. Над столом 7 расположен прижим 10, На основании 53 поперек по обе стороны
стоек 54 кладут отрезки обвязочной проволоки. Включают подъемник 30 и вилки 31, поднимают поддон 37 с основанием 53 в крайнее верхнее положение. Затем включают устройство на автоматическое управление. Изделия 55 из бункера 2 поштучно выдаются механизмом 3 в поперечном направлении на подающий конвейер 4. На столе 7 образуется движущийся ряд изделий. Детали со стола 7 попадают на приемные полки 12 накопителя 11, и на них формируется слой изделий, который перекрывает поток света от источника 41 света к фотоИзобретение относится к оборудованию для механизации погрузочно-разгрузочных работ, а именно к устройствам для укладки в пакет плоских изделий.
Цель изобретения - расширение функ- 5 циональных возможностей путем формирования пакета узких тонких изделий.
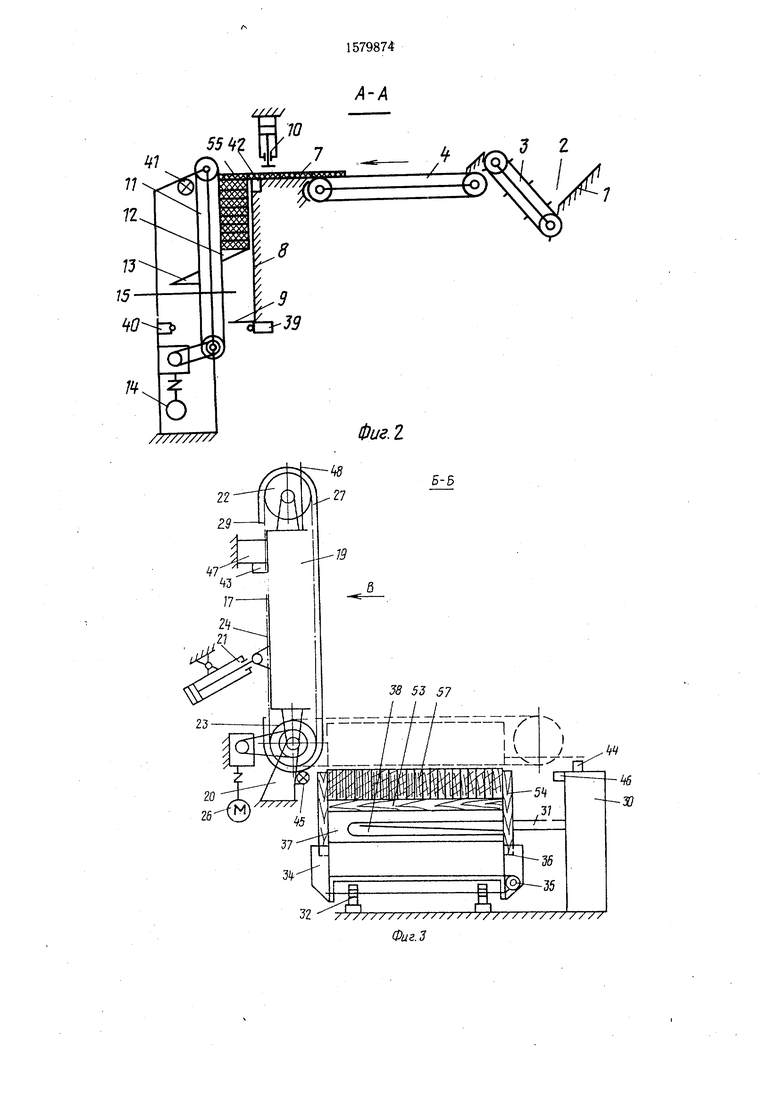
На фиг. 1 представлено устройство для укладки в пакет плоских изделий, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -
фиг. 6 - разрез Д-Д на фиг. 4.
Устройство включает раму 1, бункер 2 с механизмом 3 для поштучной выдачи изделий в виде наклонного конвейера с упорами, ленточный подающий конвейер 4. При этом механизм 3 и ленточный конвейер 4 соединены между собой цепной передачей 5 и имеют общий привод 6. За конвейером 4 на раме 1 закреплен стол 7 с вер икальа за столом - вертикальный цепной накопитель 11 с полками 12 и 13 и приврдом 14. При этом вертикальная стенка 8, направляющая 9 и накопитель 11 образуют канал „к 15 для формирования в нем вертикального ряда изделий. В начале канала 15 смонтирован гидравлический толкатель 16, а в конце канала - кассета 17 коробчатого прямоугольного сечения с загрузочным 18 и выгрузочным 19 окнами. При этом кассета 30 закреплена на раме 1 шарнирно на подшипниковых опорах 20 и может совершать возвратно-вращательное движение с помощью привода 21. Кроме того, кассета снабжена верхним 22 и нижним 23 шкидатчику 42. Затененный фотодатчик держит привод 14 накопителя 11 во включенном
вами и закрепленными по их краям звез- 35 состоянии. Когда стопа изделий достигает
заданной высоты, то нижнее изделие слоя
ляжет на направляющую 9, а полки 12 опустятся ниже ее и включают конечный выключатель 39. Последний отключает вод 14 и включает прижим 10 и толкатель
прорезиненного ремня, прикрепленная боко- 40 16. Прижим 10 фиксирует детали на столе
7 и на конвейере формируется слой издедочками цепных передач 24 и 25. На валу нижнего шкива 23 кассета закреплена шарнирно. Нижний шкив 23 соединен с приводом 26. На шкивы 22 и 23 надеты убирающаяся стенка 27, выполненная из плоского
выми продольными кромками к пластинам 28 цепных передач 24 и 25 болтами. Стенка 27 на шкивах 22 и 23 не замкнута, ее кромки 29 могут полностью открывать разгрузочное окно 19.
Сбоку ниже кассеты 17 расположены подъемник 30 с вилками 31 и колесная платформа 32, установленная на рельсовом пути 33, Колесная платформа имеет нелий как межоперационный запас.
Толкатель 16 с управлением от реле времени перемещает стопу 56 изделий по на- 4t- правляющей 9 и заводит ее в загрузочное окно 18 кассеты 17. Стопа 56 оставляется в кассете в лоложении, обеспечивающем возможность выхода ее через разгрузочное окно 19. Толкатель 16 возвращается в исходное положение и реле времени,управподвижные стойкодержатели 34 со стороны кассеты 17 и закрепленные на общем валу 50 ляющее им, включает привод 14, отключая 35, установленном в подшипниковых опо-на время работу фотодатчика 42. Полки 12
pax, откидные стойкодержатели 36 со сто-надвигаются на конечный включатель 40.
роны подъемника 30. На платформе рас-В этом положении полки 13 находятся в
положен поддон 37 с U-образным горизон-положении для приема новой стопы изделий,
тальным сквозным пазом 38.Конечный выключатель 40 отключает приЭлектрическая цепь управления вклю- 55 жим 10 и включает цепь управления фотодатчика 42. На полках 13 формируется новая стопа изделий, которая затем снова посылается толкателем 16 в кассету 17. Таким
чает конечные выключатели 39 и 40, источник 41 света и фото датчик 42, смонтированные на столе 7 и конвейере 11, конечстоек 54 кладут отрезки обвязочной проволоки. Включают подъемник 30 и вилки 31, поднимают поддон 37 с основанием 53 в крайнее верхнее положение. Затем включают устройство на автоматическое управление. Изделия 55 из бункера 2 поштучно выдаются механизмом 3 в поперечном направлении на подающий конвейер 4. На столе 7 образуется движущийся ряд изделий. Детали со стола 7 попадают на приемные полки 12 накопителя 11, и на них формируется слой изделий, который перекрывает поток света от источника 41 света к фотодатчику 42. Затененный фотодатчик держит привод 14 накопителя 11 во включенном
7 и на конвейере формируется слой изделий как межоперационный запас.
Толкатель 16 с управлением от реле времени перемещает стопу 56 изделий по на- правляющей 9 и заводит ее в загрузочное окно 18 кассеты 17. Стопа 56 оставляется в кассете в лоложении, обеспечивающем возможность выхода ее через разгрузочное окно 19. Толкатель 16 возвращается в исходное положение и реле времени,управляющее им, включает привод 14, отключая на время работу фотодатчика 42. Полки 12
образом, в кайсеге накапливается несколько стоп 56 изделий, образующих слой 57 изделий. При этом разгрузочное окно 19 кассеты закрыто стенкой 27, препятствующей выпадению изделий из кассеты.
После формирования в кассете слоя из заданного числа стоп 56, определяемого счетчиком числа ходов толкателя 16, включается привод 21 и кассета переводится в горизонтальное положение (показано на фиг. 3 пунктиром).
Устройство для укладки в пакет плоских изделий, содержащее подающий конвейер, приводной толкатель, установленный сбоку от подающего конвейера в зоне его концевого участка с возможностью горизонтального перпендикулярного продольной оси конвейера перемещения, прямоугольную приводную кассету для слоя изделий, 10 установленную на горизонтальной оси напротив толкателя с другой боковой стороны подающего конвейера с возможностью поворота в вертикальной плоскости, имеющую нижнюю опорную плоскость, приводзочное окно, и размещенный под кассетой накопитель слоев изделий, имеющий установленную с возможностью шагового перемещения от привода приемную площадку,
Флажок 48 кассеты включает конечный выключатель 44, а последний отключает привод 21 и включает привод 36. Приводятся в движение цепные передачи 24 и 25, 1t- ную убирающуюся стенку и с обращенной которые вытягивают стенку 27 из-под лежа- к подающему конвейеру стороны загру- щего на ней слоя 57 изделий. Когда разгрузочное окно 19 будет полностью открыто, упор 51 с помощью конечного выключателя 49 отключит привод 26 и включит подъемник 30 на опускание. Слой 57 изделий 20 отличающееся тем, что, с целью расшире- лежит на основании 53 и опускается дония функциональных возможностей путем
тех пор, пока свет от источника 45 светаформирования пакета узких тонких издене попадет на фотодатчик 46.лий, оно снабжено размещенным на выдающем участке подающего конвейера между
Слой 57 изделий удаляется из кассеты „,. толкателем и кассетой в одной с ними с вер- „ in Aтикальной плоскости вертикальным накопителем, включающим в себя подвижные от привода в вертикальном направлении полки для стопы изделий, обращенные каждая одним боковым торцом к толкателю, дружимаясь к упору 47, конечный выключатель 30 гим - к загрузочному окну кассеты с воз- 43 отключает привод 21. Когда окно 19 будетможностью совмещения каждой из полок с
закрыто стенкой 27, упор 52 с помощьюнижней опорной плоскостью кассеты в ее
вертикальном загрузочном положении, при этом горизонтальная ось поворота кассеты размещена перпендикулярно продольной оси
через разгрузочное окно 19. Фотодатчик 46 при освещении его включает привод 21 на реверс и привод 26 на закрытие окна 19 стенкой. Кассета 17 возвращается в исходное вертикальное положение, приконечного выключателя 50 отключит привод 26. В кассете формируется новый слой изделий. Процесс повторяется.
После формирования пакета заданного 35 подающего конвейера, убирающаяся стенразмера поддон 37 кладется на колесную платформу 32. Обвязочной проволокой стягивают между собой стойки 54 и пакет в целом. Стойко держа тел и 36 откидываются в горизонтальное положение и сформированный пакет изделий отвозят.
ка - параллельно упомянутой оси с обращенной к накопителю слоев изделий стороны с возможностью ее поступательного перемещения, а упомянутая приемная площадка накопителя размещена горизонтально.
Формула изобретения
Устройство для укладки в пакет плоских изделий, содержащее подающий конвейер, приводной толкатель, установленный сбоку от подающего конвейера в зоне его концевого участка с возможностью горизонтального перпендикулярного продольной оси конвейера перемещения, прямоугольную приводную кассету для слоя изделий, установленную на горизонтальной оси напротив толкателя с другой боковой стороны подающего конвейера с возможностью поворота в вертикальной плоскости, имеющую нижнюю опорную плоскость, приводную убирающуюся стенку и с обращенной к подающему конвейеру стороны загру- отличающееся тем, что, с целью расшире- ния функциональных возможностей путем
зочное окно, и размещенный под кассетой накопитель слоев изделий, имеющий установленную с возможностью шагового перемещения от привода приемную площадку,
ную убирающуюся стенку и с обращенной к подающему конвейеру стороны загру- отличающееся тем, что, с целью расшире- ния функциональных возможностей путем
подающего конвейера, убирающаяся стенка - параллельно упомянутой оси с обращенной к накопителю слоев изделий стороны с возможностью ее поступательного перемещения, а упомянутая приемная площадка накопителя размещена горизонтально.
ч r- оо о t-
U5
/ 7
см
Si Я
18 ВидВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |
| Устройство для загрузки изделий в тару | 1990 |
|
SU1724519A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
| Устройство для накопления и поштучной выдачи поддонов | 1990 |
|
SU1771975A1 |
| Устройство для укладки изделий в пакет | 1987 |
|
SU1530550A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Машина для разборки пакетовшТучНыХ гРузОВ | 1979 |
|
SU816916A1 |
| Устройство для укладки штучных изделий в пакет | 1988 |
|
SU1643368A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |

Изобретение относится к оборудованию для механизации погрузочно-разгрузочных работ, а именно к устройствам для укладки в пакет плоских изделий, и позволяет расширить функциональные возможности путем формирования пакета узких тонких изделий. Устройство содержит раму 1, подающий конвейер, расположенный за ним стол 7 и вертикальный накопитель с горизонтальными полками 12 и 13, с одной стороны которого размещен толкатель 16, а с другой - поворотная в вертикальной плоскости кассета 17 с подвижной убирающейся стенкой, а под кассетой установлен подъемник 30 с поддоном. Изделия поштучно подаются конвейером на стол 7, а затем укладываются в стопу на горизонтальной полке 12 или 13 накопители, после чего толкатель 16 подает последовательно каждую отдельную стопу изделий в кассету 17, в которой образуется вертикальный слой изделий. Кассета 17 поворачивается в вертикальной плоскости и устанавливается в положение, в котором подвижная стенка располагается над поддоном и убирается, укладывая тем самым слой изделий в пакет. 6 ил.
/ i 20 Ы 2J
Г-Г
Фиг. 5
25
ФигМ
Фиг.6
| Патент США № 3942651, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
