(Л
СП
ОО
ND
лятора. Цель изобретения - повышение производительности и расширение эксплуатационных возможностей устройства - дости1 ается за счет того, что оно содержит ось 2, закрепленную в корпусе 1, на которой с возможностью вращения установлен поворотный барабан 3 с накопителями 4, вып олненными в виде сменных кассет для деталей 5, Для подачи деталей на позицию разгрузки устройство содержит механизм подъема деталей в виде винтовой пары с толкателями 6, состоящей из жестко закрепленной в основании корпуса 1 гайки 7 и подъемника 8 в виде винта с плоским фланцем с направляющими отверстиями 9. Механизм подъема приводится в движение приводом, состоящим из двигателя 10, шестерни 11 и зубчатого венца 12. Направляющие элементы 13
в виде штырей жестко закреплены в поворотном барабане 3 и служат для передачи вращательного движения и осевого перемещения подъемнику 8, К органам управления многопозиционного накопителя относятся бесконтактный датчик 14 и два фотодатчика 17, 18, срабатывающие при перекрытии их рабочих отверстий шторками 19 и 20.
Захват деталей из кассет, установленных в накопителях 4, осуществляется с помощью вакуумного захвата 21. После разгрузки пачки деталей из накопителя 4, последующего поднятия вакуумного захвата 21 и выхода его на исходную позицию подается команда на включение привода. При этом барабан 3 поворачивается на угол, соответствую1ций выходу под вакуумный захват следующего накопителя. 2 з.п. ф-лы,. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ МАГАЗИН-НАКОПИТЕЛЬ С ПОШТУЧНОЙ ВЫДАЧЕЙ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ (ИЭТ) | 2001 |
|
RU2199192C1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Многопозиционное загрузочное устройство | 1989 |
|
SU1705019A1 |
| Автомат для сортировки плоских деталей по толщине | 1975 |
|
SU573208A1 |
| Многопозиционный магазин-накопитель с поштучной выдачей деталей | 1981 |
|
SU988525A1 |
| Многопозиционный магазин-накопитель | 1986 |
|
SU1371859A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Магазин-накопитель | 1986 |
|
SU1313641A1 |
| Устройство для групповой подготовкиРАдиОэлЕМЕНТОВ K МОНТАжу | 1979 |
|
SU828265A1 |
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
Изобретение относится к электронной технике, в частности к технологическому оборудованию для изготовления электронных приборов. На интегральных микросхемах может быть использовано для автоматизированной подачи элементов под захват манипулятора. Цель изобретения - повышение производительности и расширение эксплуатационных возможностей устройства - достигается за счет того, что оно содержит ось 2, закрепленную в корпусе 1, на которой с возможностью вращения установлен поворотный барабан 3 с накопителями 4, выполненными в виде сменных кассет для деталей 5. Для подачи деталей на позицию разгрузки устройство содержит механизм подъема деталей в виде винтовой пары с толкателями 6, состоящей из жестко закрепленной в основании корпуса 1 гайки 7 и подъемника 8 в виде винта с плоским фланцем с направляющими отверстиями 9. Механизм подъема приводится в движение приводом, состоящим из двигателя 10, шестерни 11 и зубчатого венца 12. Направляющие элементы 13 в виде штырей жестко закреплены в поворотном барабане 3 и служат для передачи вращательного движения и осевого перемещения подъемнику 8. К органам управления многопозиционного накопителя относятся бесконтактный датчик 14 и два фотодатчика 17,18, срабатывающие при перекрытии их рабочих отверстий шторками 19 и 20. Захват деталей из кассет, установленных в накопителях 4 осуществляется с помощью вакуумного захвата 21. После разгрузки пачки деталей из накопителя 4, последующего поднятия вакуумного захвата 21 и выхода его на исходную позицию подается команда на включение привода. При этом барабан 3 поворачивается на угол, соответствующий выходу под вакуумный захват следующего накопителя. 2 з.п. ф-лы, 3 ил.
Изобретение относится к производству элементов электронной техники, в частности элементов типа интегральных микросхем, и может быть исполь- зовано для их накопления и автоматизированной выдачи под захват робота- манипулятора для после.иуюией технологической операции.
Цель изобретения - повмшение про- изводительности и р.;:ширение эксплуатационных возможностей устройства.
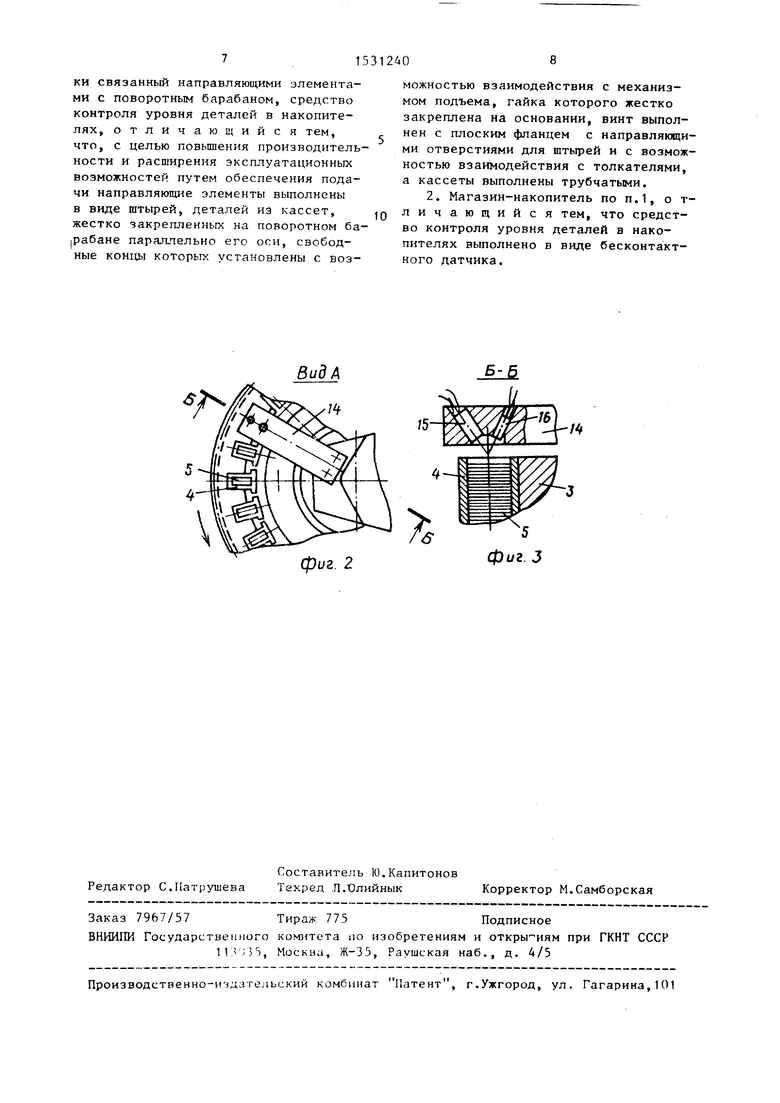
На фиг. 1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1 на фиг.З - сечение Б-Б на фиг.2.
Многопозиционный магазин-накопитель содержит корпус 1 с основанием, ось 2, закрепленную в корпусе 1, на которой с возможностью вращения утановлен поворотный барабан 3 с на- копителями 4, выполненными в виде сменных кассет для деталей 5, механизм подъема деталей в виде винтовой пары с толкателями 6 сменных трубчатых кассет, размещенных соосно бара- бану 3, причем винтовая пара состоит из жестко закрепленной в основании корпуса 1 гайки 7 и подъемника 8 в виде винта с плоским фланцем с напраляющими отверстиями 9, Также устрой- ство содержит привод, состоящий из двигателя 10, шестерни 11, зубчатого венца 12 поворотного барабана 3 и направляющих элементов 13 в виде штырей, жестко закрепленных в поворотном барабане с возможностью одновременной передачи вращательного движения и осевого перемещения подъемнику в виде винта 8. Устройство снабжено средством контроля уровнем деталей 5 в накопителях 4 в виде бесконтактного датчика 14, состоящего из фотодиода 15 и светодиода 16, размещенных в одной вертикальной плоскости под углом друг к другу. Также многопозиционный магазин-накопитель снабжен двумя дополнительными фотодатчиками 17 и 18 с возможностью перекрытия их рабочих отверстий шторками 19 и 20. Устройство выполнено с возможностью выдачи деталей из кассет с помощью вакуумного захвата 21.
Многопозиционный магазин-накопитель работает следующим образом.
Включают привод поворотного барабана 3 с направлением вращения, противоположным рабочему. При этом подъемник 8 и опирающиеся на него толкатели 6 опускаются в крайнее нижнее положение, которое определяет фотодатчик 18 путем перекрытия его рабочего отверстия шторкой 20, закрепленной на подъемнике 8. Привод переключается в рабочее направление и вращает поворотный барабан 3 до его автоматического отключения сигналом с фотодатчика 17 при перекрытии его шторкой 19. Накопители 4 заполняются оператором или автоматическим загрузочным устройством деталями 5 так, что до верхнего среза накопителей можно было бы заложить еще несколько деталей. При этом один из сменных накопителей распологается соосно с вакуумным захватом 21 на позиции разгрузки, а средство контроля уровнем деталей в виде бесконтактного датчика 14 - над одним из накопителей, соосно его оси. Расстояние от датчика 14 до накопителя 4 выставляется из условия максимальной зависимости фотодиода 15 отраженным от детали 5 излучением светодиода 16 при условии полного заполнения накопителей деталями. При измерении выходного сигнала с бесконтактного датчика 14 можно судить об изменении уровня деталей 5 в накопителях 4.
При подаче команды с устройства управления (не показано) вакуумный захват 21 манипулятора опускается на поверхность детали 5 стоящего на позиции разгрузки накопителя 4, захватывает ее, переносит на следующую технологическую позицию и возвращается обратно.
Количество циклов разгрузки непрерывно из одного накопителя ограничивается программой, заложенной в устройство управления вакуумным захватом 21, и определяется толщиной деталей, загруженных в данный момент в накопителях.
После разгрузки пачки деталей из накопителя 4, последующего поднятия вакуумного захвата 21 и выхода его на исходную позицию, подается команда на включение двигателя 9 привода . устройства, после чего происходит поворот барабана 3 и выход под вакуумный захват 21 следующего накопителя.
Останов привода на позициях разгрузки осуществляется по команде с фотодатчика 17 при закрытии его шторкой 19, связанной с шестерней 11 привода устройства.
Точность позиционирования при зтом определяется отношением угла поворота барабана 3 между осями накопителей 4 с деталями 5 и угля поворота шторки 19, перекрывающей за это время рабочее отверстие фотодатчика 17, а также диаметром этого отверстия .
o
5
0
5
0
5
0
5
0
5
Барабан 3 кинематически связан с подъемником 8 посредством направляющих элементов в виде штырей 13 и соосно расположенным отверстием 9 в плоском фланце подъемника 8.
При повороте барабана на каждую позицию выдачи деталей на такой же угол поворачивается подъемник 8 и при этом он одновременно перемещается вдоль оси неподвижной гайки 7 и относительно штырей 13 поворотного барабана 3 на величину, пропорциональную углу подъема винта механизма подъема деталей, одновременно перемещая на такую же величину толкатели 6, соосно размещенные в накопителях 4, и детали 5.
За полный оборот барабана 3 в момент возвращения его в начальную позицию выдачи деталей подъемник 8 с толкателями 6 и деталями 5 поднимается на величину, равную шагу винтовой пары.
При этом за каждый оборот поворотного барабана 3 из каждого накопителя надо выгружать такое количество деталей, чтобы в процессе всей работы устройства уровень, с которого выгружаются детали, был не Bsmie верхнего .уровня накопителей и не ниже уровня, определяемого возможностью надежной выгрузки деталей вакуумным захватом 21.
Для повьш1ения точности поддержания исходного положения уровня выгружаемых деталей фотодатчик 14 контроля за уровнем деталей заблокирован с фотодатчиком 17 привода устройства и работает только с момента перекрытия рабочего отверстия фотодатчика 17 шторкой 19.
При зтом сигнал с фотодатчика 13 выдается на устройство управления вакуумным захватом 21 только тогда, когда накопитель попадает на позицию выгрузки и соответственно контролируемый в этот момент накопитель находится под фотодатчиком 13.
Формула изобретения
можностью взаимодействия с механизмом подъема, гайка которого жестко закреплена на основании, винт выполнен с плоским фланцем с направляющими отверстиями для штырей и с возможностью взаимодействия с толкателями, а кассеты выполнены трубчатыми.
Б:
фуг. J
| Электрофотографический материал | 1981 |
|
SU989525A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПРОГРАММНО-РЕАЛИЗУЕМЫЙ ЦИФРОВОЙ СПОСОБ ЗАЩИТЫ ОТ ПОДДЕЛОК И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2176823C2 |
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
