Изобретение относится к машиностроению и может быть использовано в загрузочных устройствах для подачи деталей на оборудование и сбора детален после выполнения технологических операций с помощью роботов и манипуляторов.
Целью изобретения является повышение производительности за счет осуше- ствления шагового перемещения при повороте стола.
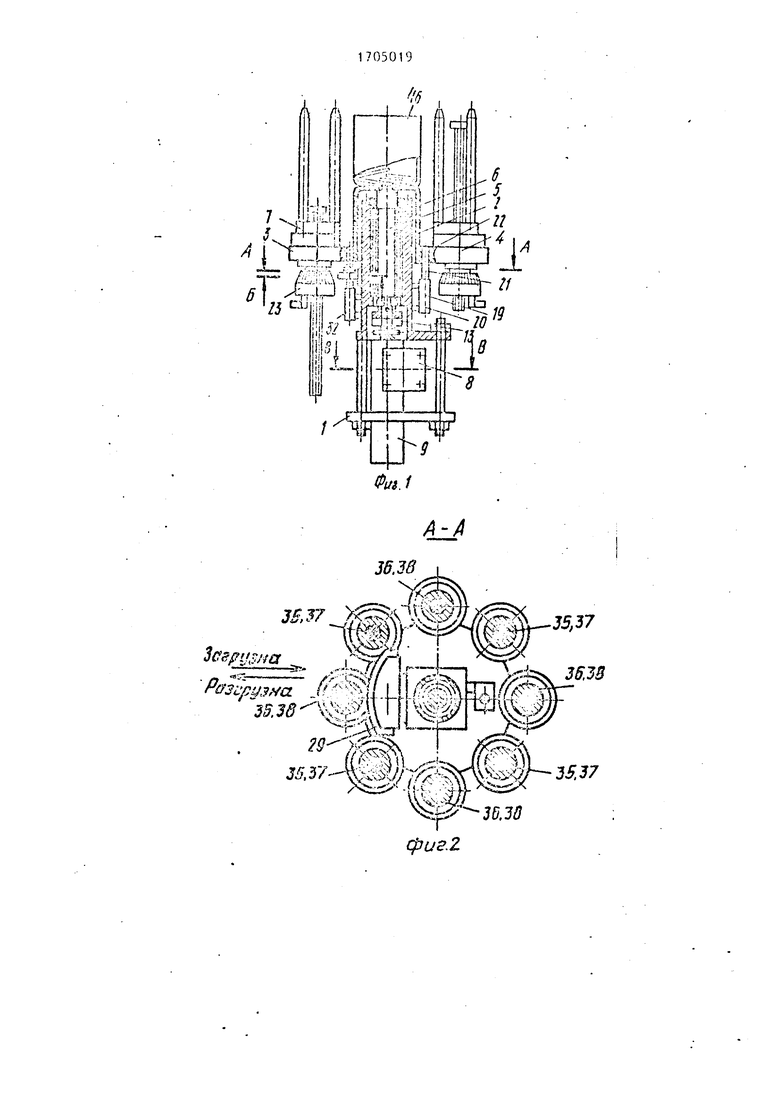
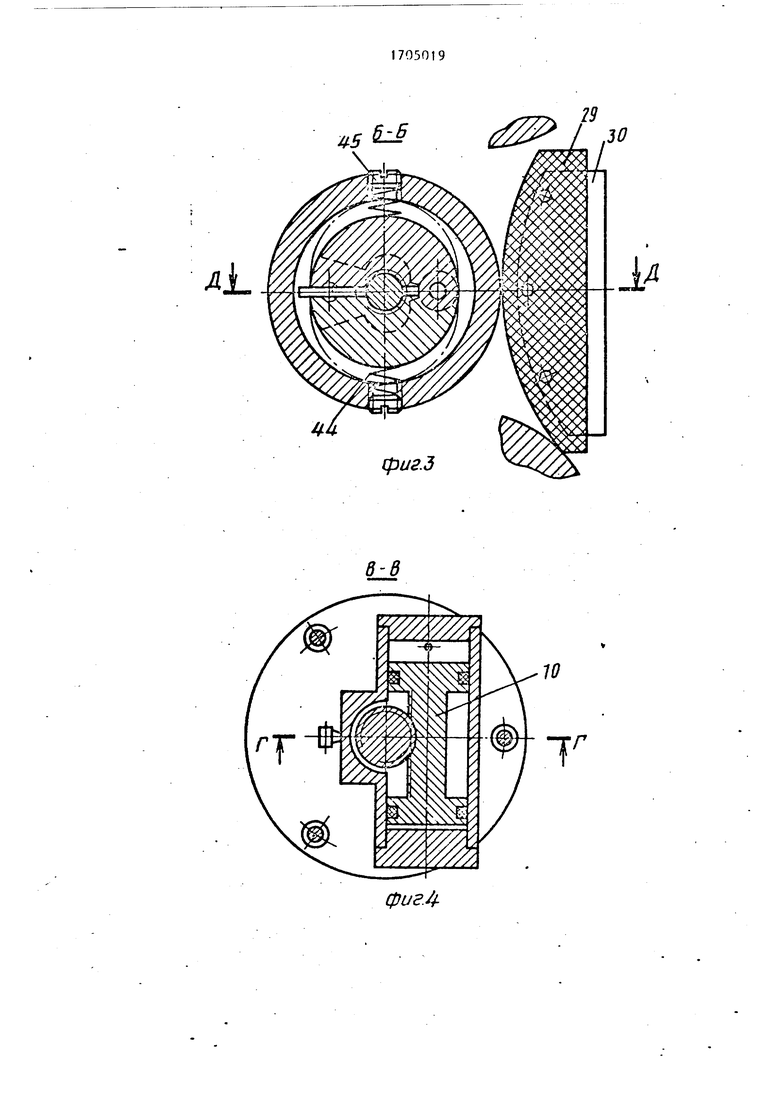
На фиг. 1 изображена устройство, общий вид; на фиг. 2 - разрез А-А нз фиг. 1; на фиг. 3 - разрез В-Б на
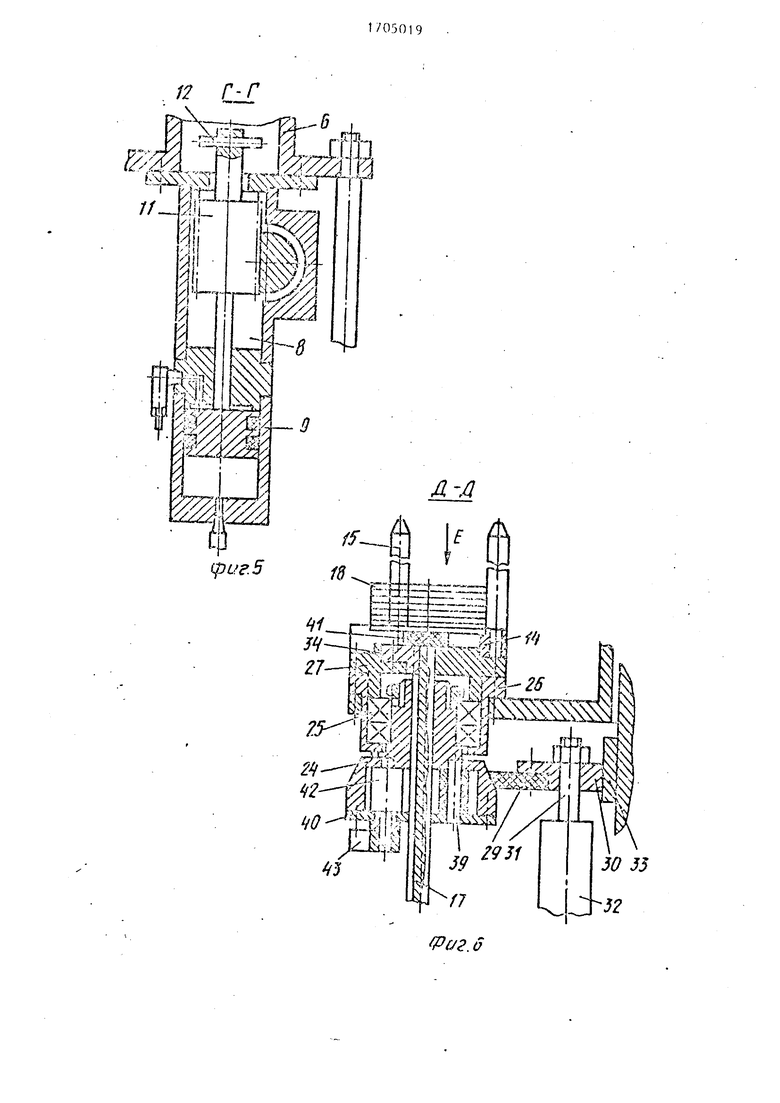
фиг.1; на фиг.4 - разрез П-В на фпг.1; на фиг. 5 - разрез Г-Г на фиг.4; на фиг, 6 - разрез . на Лиг. Т; на фиг.7 - вид по стрелке К на фиг.6.
Многопозицнонно загру.зочное устройство содержит основание I, к которому крепится стойка 2. Поворотный стол 3, выполненный 0 япде сЬллнца 4, неподвижно связанного с валом 5, ус- тановл н в полггмпкикон,;) vчел 6 стой кл 2. Ил пои ротном г т,vie 1 закреплены мягазнны 7, равномерно расположенные вдоль его пкру/кмостн. Кригкуд поворотного стола выполнен н нидн блока
Ј
I;;;о.тзноц; ..:, о, смонтированного п г..-рпуг.е 9.
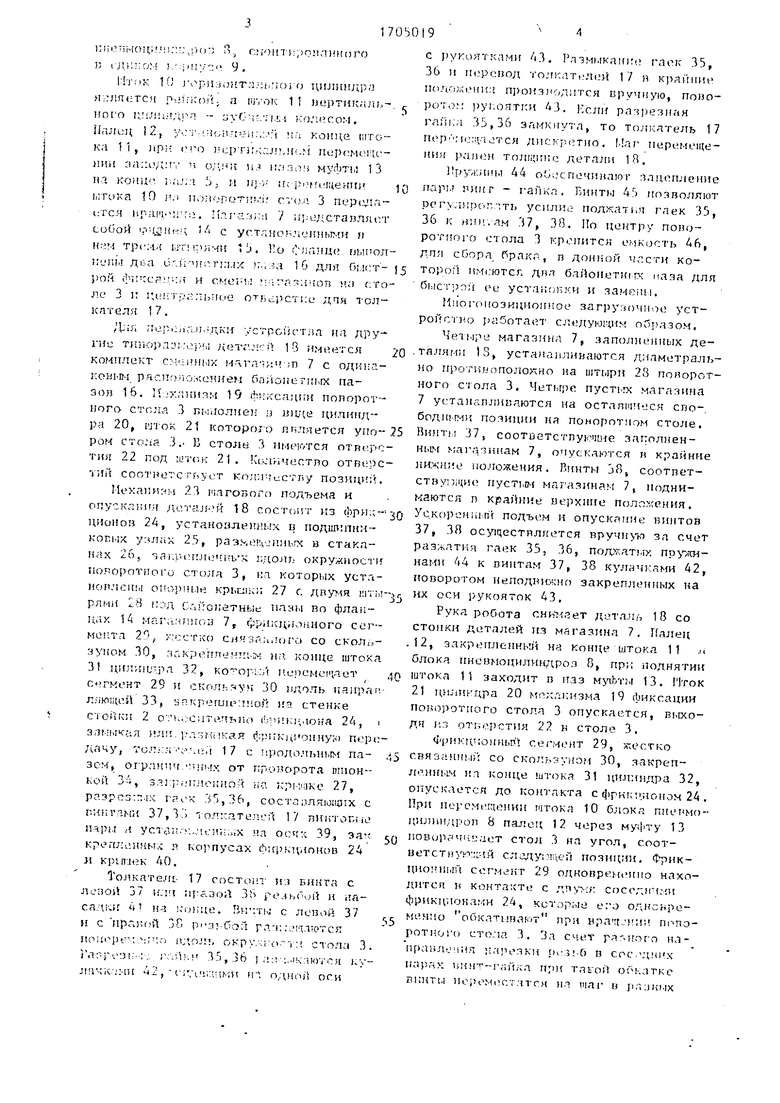
Шток Ю горизонталыюго цилиндра является рейкой; а ШУОК 11 вертикаль-, ного цилиндра - jyt-;.;rt-i колесом. Палец 12, уот,.:. м на конце штока 11, при его нертзг.-сг.лыи.м перемещс- нин эаходнч1 и один н. и.члон муфп, 13 ня конце i-..-Lj;:i .), и /;; перемещении ытика Ю на повог-отньп г стол 3 переда- 1:тся ирапьчгге. b.rЈ. jj::i 7 представляет собой :;; 14 с установленными и нем тре;-ы ыт ф/тми 5. 1;о фланце пъп ол- ir-jnw дьа б К нег;;их ;.,:-;а 16 для Омет- рой фиксации и смены магазинов на столе 3 п центральное OTKiipCTi:e дня толкателя 17.
Для переналадки устройстнп на другие тнпоразг-. ори деталей 13 имеется комплект сменных м-яга -;: ;п 7 с одинаковым расположением бапонепгых пазов 16. Нг/.анизм 19 ф -:; сацпи попорот- ного- столл 3 выполнен и видь цилиндра 20, шток 21 которого является упором стола 3. В столе 3 имеются отверс- тия 22 под :шт,к 21. Количество отверстий соотнетст уст кол:р;истпу позиции.
Механизм 23 тагоного подъема и опускания детгшей 18 состоит из фри;;-1 ционов 2А, устаноилеилых в подшипни- косых узлах 25, размег -лшых в стаканах 26 f :1а):.,чь:ь х дцоль окружности полоротного стола 3, па которых уста- нонлены .ie крьшкя 27 с двумя шты рямн 28 иод Сапонйтные пазы во фланцах 14 магямяпон 7, фрнкц;;онного сегмента 29, кестко сяязг .алого со сколь- зуном 30, закреплен . на конце штока 31 .цилиндра 32, котор1:н переменяет сегмент 29 и сколь.чук 30 пдоль палрап. лл кчден 33, зптсреплелной на стенке стопки 2 oTKoCiiTtvtbiio сЬрнкц.юна 24, i з/зг. ыкая )лн. рлзмпкая фтзь юн онную пере (ячу, 7ол-:.-Г е ,е, 1 7 с продо. ппи.гм паЗСМ, ОГ р. ПП1Ч. ОТ ПрОЗЮрОТЯ ПГПОНкои 34, злгреплепнп на Kpi-иаке 27, разрсзгп.ьк гяек Зг,36( состауляюод1х с г ннг л ми 37,3-3 толкателей 17 шипчтпме пары л устс1;:):.леи;-:;«х мл осях 39, эа- крепленных я корпусах фнркцнонов 24 « ыппаек 40.
Толкатель 17 состоит и:) винта с лея ой 37 или ;ips.3ort 3S резьГчя } и на- 4 H;J ;:о};це. Внтги с лопой 37 н с пра} ой ЗС p :j}, р л. ч лют с я HOifei)tv: ;;;ri пдоль окр .-: к с, -т:; стола 3. Гаг-рез.-:-; гг-М-.н 35,36 , .1 к:) ют с. я лнчк.чмн 42, пг.ч. Илнмя , одно/i оси
5
0
5
0
5
0
5
0
5
с рукоятками 43. Размыкание гаек 35, 36 и перевод толкателей 17 н крайние подоженнн производится вручную, попоротом рукоятки 43. Ксли разрезная 35,36 замкнута, то толкатель 17 переменится дискретно. Маг перемещения ранен толщине детали 18.
Нружняы 44 обеспечивают зацепление парь инг - гайка. Пинты 45 позволяют регулкроплть усилие поджатня гаек 35, 36 к нпн.ам 37, 38. Но центру поно- стола 3 крепится емкость 46, для сбора брака, л донной части которой имеются дня байонетжгк паза для быстрой ее установки и замены.
Многоиоэициопное загрузочное устройство работает следующим образом. Четыре магазннл. 7, заполненных де.талями 13, устанлнлнваются диаметрально противоположно на штыри 28 поворотного стола 3. Четыре, пустых магазина 7 устанавливаются на оставшиеся спо-. бгдкыми позиции на поноротном столе. Винты 37, соответстпую име заполнен- l-n. ь;агазннам 7, опускаются в крайние нкжние положения. Винты 38, соответствующие nycTi.iM магазинам 7, поднимаются в крайние верхние положения. Ускоренный подъем и опускание винтов 37, ЗЯ осуществляется вручную за счет разжатия гаек 35, 36, поджатых пружинами 44 к винтам 37, 38 кулачками 42, поворотом неподвижно закрепленных на их оси рукояток 43,
Рука робота снимает деталь 18 со стопки деталей из магазина 7. Палец
.12, закрепленный на конце штока 11 .к блока пневмоцилиндрол 8, при поднятии штока 11 заходит в паз муфты 13. Пток 21 цилиндра 20 механизма 19 фиксации поворотного стола 3 опускается, выходя из отверстия 22 в столе 3.
Фрикционный сегмент 29, жестко связанный со скользуном 30, закрепленным на конце штока 31 цилиндра 32, опускается до контакта с фрикционом 24 . При перемещении мтока 10 блока пневмо- цилиндров 8 палец 12 через муфту 13 поворачивает стол 3 на угол, соответствующий следу;лдеп позиции. Фрик- ционпын сегмент 29 одновременно находится в контакте с д, соседними фрикционами 24, которые его однсьре- меммо обкатывают при нра П - ннн поворотного стола 3. За счет par-ного нл- правломня нарезки ре:з:-б в соседних парах, иннт-гайка при таь ой обкатке винты нерем1 г.т.чтся на шаг в разных
направлениях. При этом стопа деталей
18 в питающем магазине поднимается на величину толщины детали 18, я стопа деталей 18 в магазине-накопителе, поданном на позицию загрузки-разгрузки, опустится. После прихода на позицию загрузки-разгрузки магазина-накопителя шток 21 цилиндра 20 механизма
19 фиксации поворотного стола 3 вхо- дит в следующее отверстие 22 в столе 3 и фиксирует положение. Рука робота укладывает в магазин 7 деталь 18
Продолжение цикла возможно по двум вариантам.
По первому варианту щток 21 выхо дит из отверстия 22, поворотный стол 3 расфиксируется. Г1ток 31 цилиндра 32 с фрикционным сегментом 29 поднимается, разрывая кинематическую связь с фрикционом 24. 1Чток 10 блока пневмоцилиндров 8 возвращается в исходное положение. При этом палец 12 через муфту 13 поворачивает стол 3 и питающий магазин 7 возвращается на позицию загрузки-разгрузки. Далее цикл повторяется. После того, как питающий магазин опустеет, приводом поворотного стола подается новый заполненный деталями 18 магазин 7. Причем после каж дого рабочего ходя штока 10 блока пневмоцилиндров 8 палец 12 выходит из зацепления с муфтой 13.
Но второму варианту шток 21 расфиксирует поноротн й стол 3, тток 31 цилиндра 32 с фрикционным сегментом 29 поднимается, палец 12 вместе со штоком 11 блока пневмоцилиндров 8 опускается, выходя из зацепления с муАтой 13, шток 10 блока пневмоцилиндров возвращается в исходное положение. Далее палец 12 вновь входит в зацепление с муфтой 13, шток 10 совершает рабочее перемещение, проворачивая поворотный стол 3 в прежнем направлении, до прихода на позицию загрузки-разгрузки следующего питающего магазина 7. Магазин 7 фиксируется. Далее, цикл повторяет СЯ .
В случае использования устройства в контрольных комплексах все бракуемые детали сбрасываются в быстросъем- ную емкость для сбора брака 46.
Устройство позволяет реализовать и третий вариант работы.
В случае необходимости сортировки деталей 18 по группам, по результатам выполнения технологической (контрольной) операции, один из восьми устанавливаемых на стол 3 магазинов 7 заполняется деталями и работает как питатель. Семь остальных магазинов 7 устанавливаются пустыми и являются накопителями. Соответствующие им пары винт-гайка устанавливаются с резьбой противоположного направления чем у питателя. Любой из семи магазинов-накопителей адресуется на позицию загруз- . ки-разгруэкн приводом поворотного стола и фиксируются механизмом 19 фиксации. Поворотный стол 3 вращается в одном направлении.
Формула изобретения
1. Многопозиционное загрузочное устройство, содержащее основание, на котором смонтирован поворотный стол с равномерно расположенными по окружности магазинами с подъемными площадками, привод поворота стола, механизм фиксации поноротного стола, механизм шаговой подачи деталей, отличающееся тем, что, с целью повышения производительности за счет осуществления шагового перемещения при повороте стола, механизм шаговой подачи деталей выполнен в виде винтовых пар, каждая из которых расположена на поворотном столе у соответствующего магазина, сегментного фрикциона, расположенного на основании с возможностью вертикального перемещения и фрикционных роликов, жестко связанных с соответствующими гайками винтовых передач, винты которых жестко связаны с подъемными площадками магазинов, при этом привод поворота стола снабжен муфгоч.
2. Устройство по п. 1, отличающееся тем, что каждая гайка выполнена разрезной и подпружиненной к винту.
3. Устройство по пп.1, 2, отличающее ся тем, что оно снабжено емкостью, закрепленной на основании соосно .
-1 -Ь- ЗхН:Ш fi
А
V.M ,1- /ч , . V ; M - - . ..-,.AV.,.. i .X, -.-- . ---- --, 1 1
--I t . , t-rt
U
.
. ч
5
si
c;,i... ..; - ;-T-J UJ- t--------- j-
- - - - N-V . .VT-- TH------------------ Ч
. -...-. o,.4 - .
- TiJjjK n L L, - U i i -gr---
.
I
1
I .-Ш
1 ШЯ №%
JSE
Sfefe
/tetfw
VS ЙЛ
4t i5 c, X
|Ct, n
4l-J
g
%
N У f
1$
$ Д fe-lv
45
Б
фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционное загрузочное устройство | 1984 |
|
SU1333533A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| МНОГОПОЗИЦИОННЫЙ МАГАЗИН-НАКОПИТЕЛЬ С ПОШТУЧНОЙ ВЫДАЧЕЙ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ (ИЭТ) | 2001 |
|
RU2199192C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |

Изобретение относится к машиностроению и может быть использовано в загрузочных устройствах для подачи деталей на оборудование и сбора деталей после выполнения технологических операций с помощью роботов. Цель изобретения - повышение производительности. Для этого в многопозиционном загрузочном устройстве, содержащем поворотный стол 3 с равномерно расположенными по окружности магазинами 7 с подъемными площадками, привод поворота стола, механизм фиксации поворотного стола, механизм 23 шаговой подачи деталей выполнен в виде винтовых пар, каждая из которых расположена на поворотном столе у соответствующего магазина, сегментного фрикциона, расположенного на основании с возможностью вертикального перемещения и фрикционных роликов, жестко связанных с соответствующими гайками винтовых передач. Каждым винт жестко связан с подъемной площадкой. Вследствие чего при повороте стола на угол осуществляется взаимодействие фрикционного сегмента с фрикционными роликами и поворот гаек соответствующих винтов, и подъем или опускание в зависимости от винтовой нарезки винтов подъемных площадок магазинов. 2 з.п. Л-лы. 7 ил. - с S С С
фигЛ
r-r
фиг. 5
W
Л Д
дидЕ -U. 28
ФигЛ
| Авторское свидетельство СССР № | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
