5-6
ел
со to
ел
00
Физ.5
315
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации технологичес ких процессов многопереходной листовой штамповки.
Цель изобретения - расширение технологических возможностей.
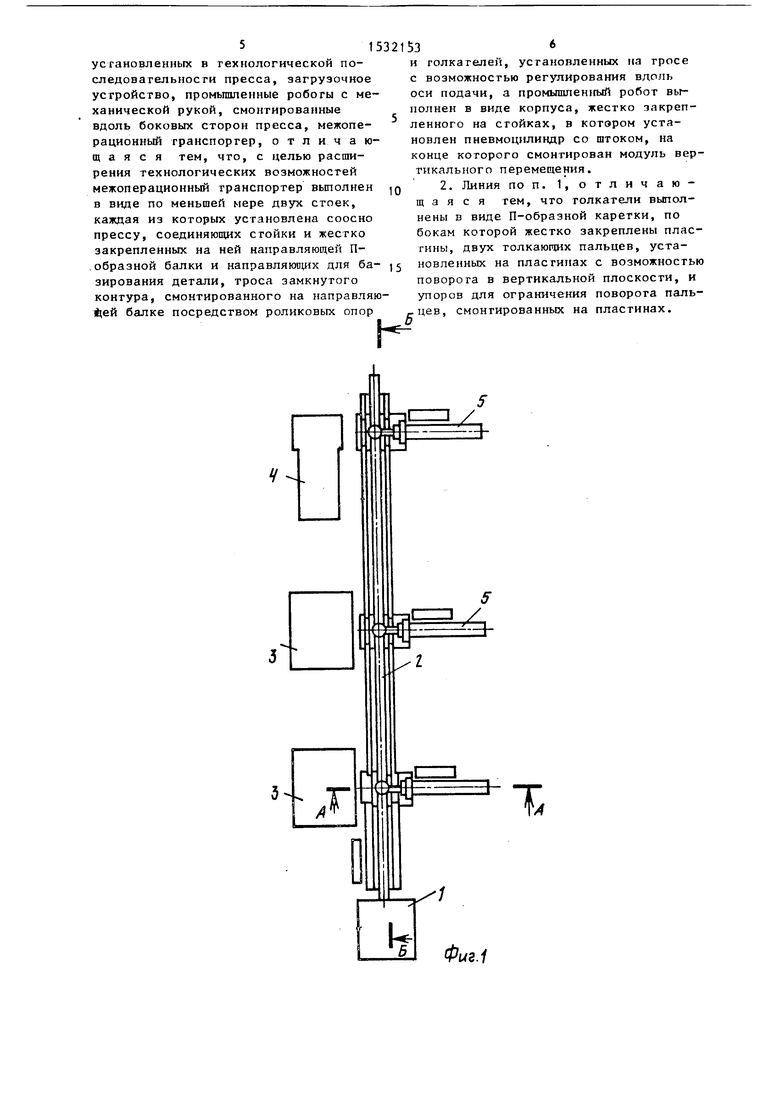
На фиг. 1 показана схема расположения оборудования (один из вариантов предлагаемой линии), вид в плане; на фиг. 2 - конструкция основного модуля линии, разрез А-А на фиг. 1 (пресс и штамп условно не показаны); на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. З; на фиг.5 - разрез В-В на фиг. 4.
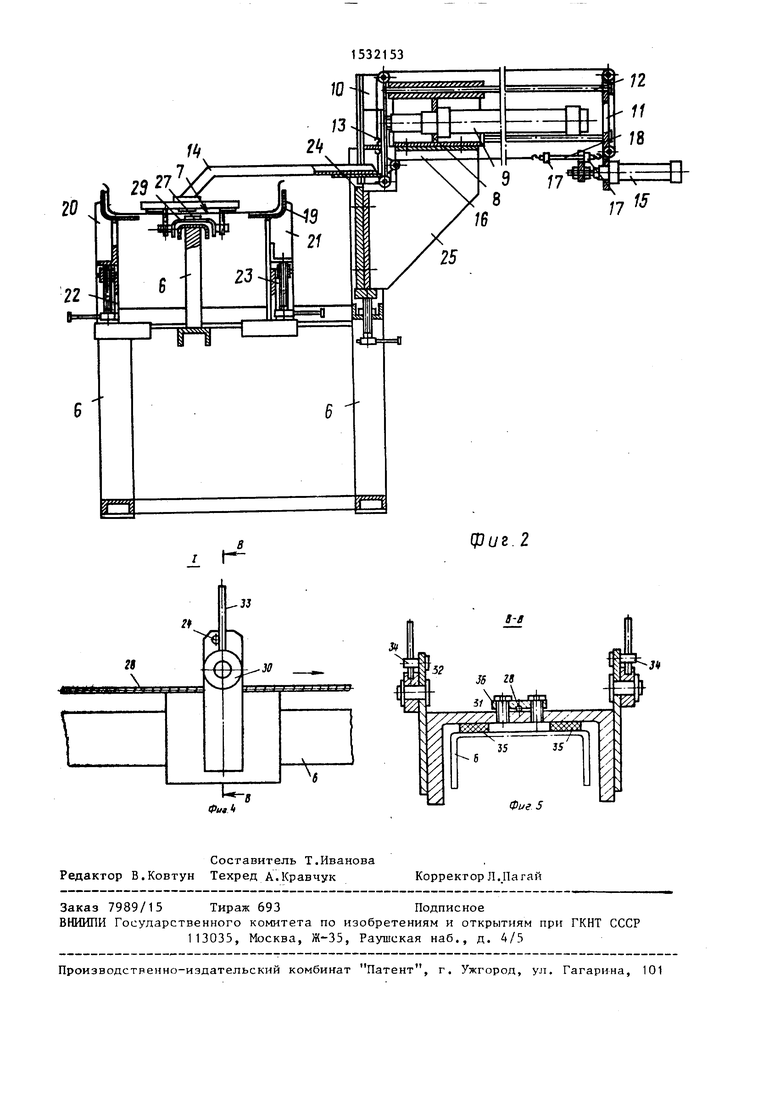
Линия состоит из загрузочного устройства 1, установленного в начале импульсного межоперационного транс- портера 2, проходящего по фронту прессов 3, 4 и промьшшенных роботов 5, установленных на опорах, образованных стойками 6 (фиг. 2) транспортера 2. Двухкоординатные манипуляторы для по- дачи - снятия деталей 7 в штамп состоят из корпуса 8 с пневмоцилинд- ром 9 горизонтального хода, шток которого соединен с ползуном, образуемым корпусом 10 с кронштейном 11,
соединенными между собой тремя штангами 12. В вертикальных направляющих корпуса 10 установлена каретка 13, к которой крепится схват 14 для детали. Привод вертикального хода каретки 13 выполнен в виде пневмоцилиндра 15 и троса 16. Величина вертикального хода может регулироваться переставными упорами 17, установленньми на тяге 18, соединяющей приводной трос 16, и взаимодействующими со штоком пневмоцилиндра 15. Направляющие 19 для базирования детали смонтированы на кронштейнах 20, 21, которые закреплены на промежуточных стойках 22, 23 с возможностью вертикального перемещения. Промежуточные стойки 22, 23 закреплены на стойке 6 с возможностью наладочного перемещения в горизонтальном направлении. К салазкам 24, смон- тированным в вертикальных направляющих стойки 6, посредством промежуточного кронштейна 25 крепится корпус 8. Все стойки 6 транспортера 2 объединены направляющей балкой 26, на которой оборудованы роликовые опоры 27 для троса 28. Концы троса 28 подсоединены к штоку силового цилиндра 29. На балке 26 с шагом, не превьш1ающим величи
Q j
0 5 Q
. 5 Q
5
534
ны хода цилиндра 29, установлены толкатели 30, взаимодействующие с транспортируемой деталью. Толкатели 30 подсоединены к тросу 27 с возможностью наладочного смещения по оси троса 28.
Толкатели 30 выполнены в виде П- образной каретки 31 с двумя пластинами 32 по бокам. На пластинах 32 с возможностью поворота закреплены толкающие пальцы 33, а также упоры 34. По направляющей балке 26 каретки 31 перемещаются посредством капроновых накладок 35. К тросу 28 каретки крепятся через планки 36.
Линия работает следуюсцим образом.
Загрузочное устройство 1 наполняется заготовками 7, которые подаются на .межоперационный транспортер 2.Линия запускается, и заготовка 7, двигаясь по направляющей 19 в результате перемещения троса 28, захпатывается толкателем 30.
Это происходит следующим образом. Каретка 31, закрепленная на тросе 28, движется своей поверхностью 35 по направляющей балке 26. При основном ходе толкателя 30 толкаюпсие пальцы 33 упираются в упоры 34 и передвигают заготовку 7. При обратном ходе толкателя пальцы 33 отгибаются на оси в горизонтальное положение и проходят под заготовкой. Далее при пробеге за новой заготовкой 7 пальцы 33 с помощью пружины возвращаются в исходное положение до упора 34. После того, как заготовка 7 толкателем 30 подается на загрузочную позицию двухкоорди- натных манипуляторов, каретка 13 посредством троса 16 опускает схват 14 на поступившую заготовку. Схват 14 поднимает ее на уровень матрицы прессов 3 или 4. После операции в прессе заготовка схватом 14 подается на транспортер 2 и перемеща ется толкателем З О на следующую загрузочн то позицию для последующей обработки.
После того, как заготовка 7 пройдет все технологические операции, цикл повторяется.
Действия межоперационного транспортера 2 связаны между собой посредством системы управления, что обеспечивает соответствующее чередование перемещений толкателей 30 и схвата 14 манипуляторов. ,Формула изобретения
1, Линия многооперационной штамповки, содержащая по меньшей мере два
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматизированная линия для листовой штамповки | 1985 |
|
SU1319981A1 |
Изобретение относится к обработке металлов давлением и использовано при автоматизации технологических процессов многопереходной листовой штамповки. Цель изобретения - расширение технологических возможностей. Устройство содержит устанавленные в технологической последовательности прессы 3 и 4 и загрузочное устройство 1. Заготовки передаются от одного пресса к другому посредством межоперационного транспортера. Последний выполнен в виде стоек 6, троса замкнутого контура, закрепленного посредством роликовых опор 27 на направляющей балке 26. Балка 26 и направляющая 19 для базирования заготовок жестко закреплены на стойках 6. Заготовки перемещаются по межоперационному транспортеру посредством толкателей 30, установленных на тросе 28 с возможностью регулирования вдоль оси подачи. В штампы прессов 3 и 4 заготовки подаются двухкоординатными манипуляторами, выполненными в виде корпуса, установленного на стойке. В корпусе смонтирован силовой цилиндр со штоком, на конце которого закреплен модуль вертикального перемещения руки. Устройство предопределяет минимальные затраты труда для перехода с одного изделия на другое. 1 з.п. ф-лы, 5 ил.
Фив
Фиг.2
Фиг 5
| Автоматизированная линия для штамповки | 1984 |
|
SU1214289A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
