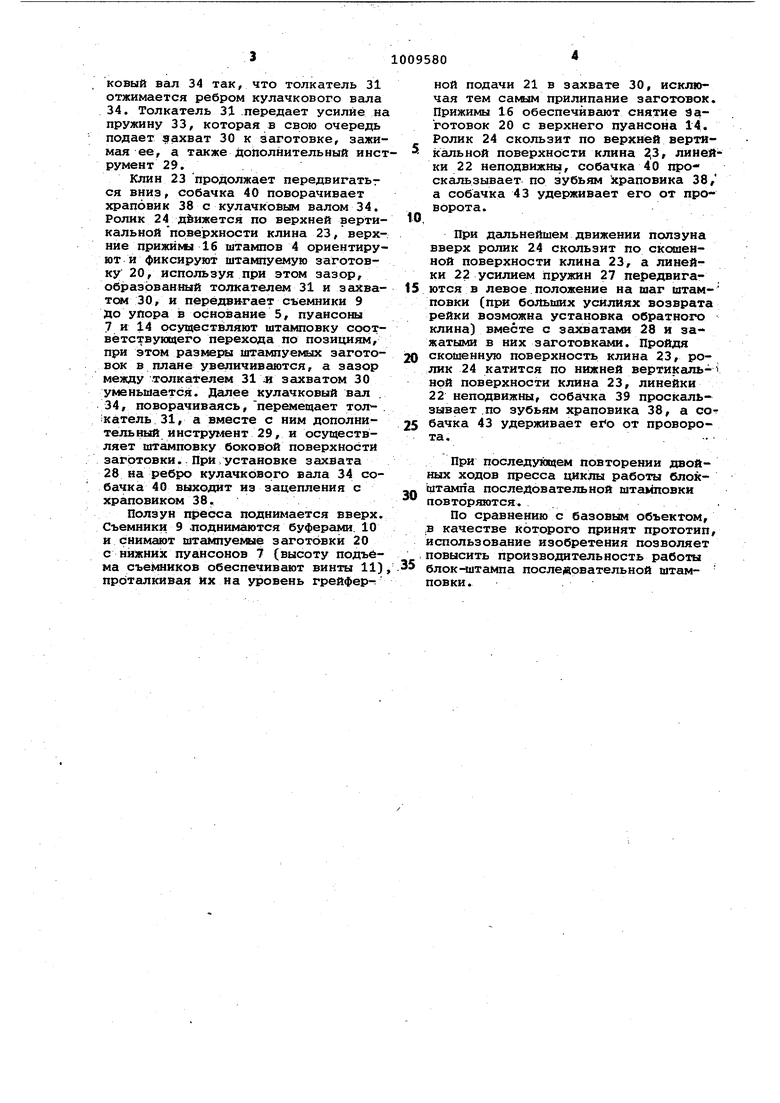
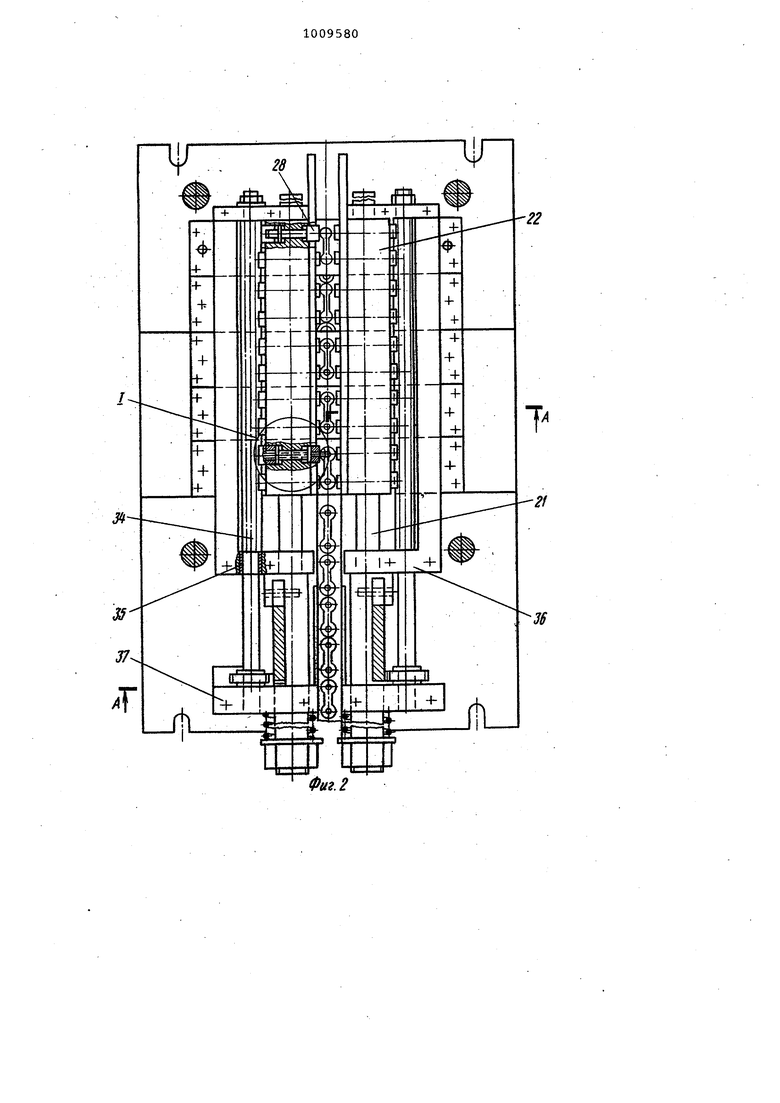
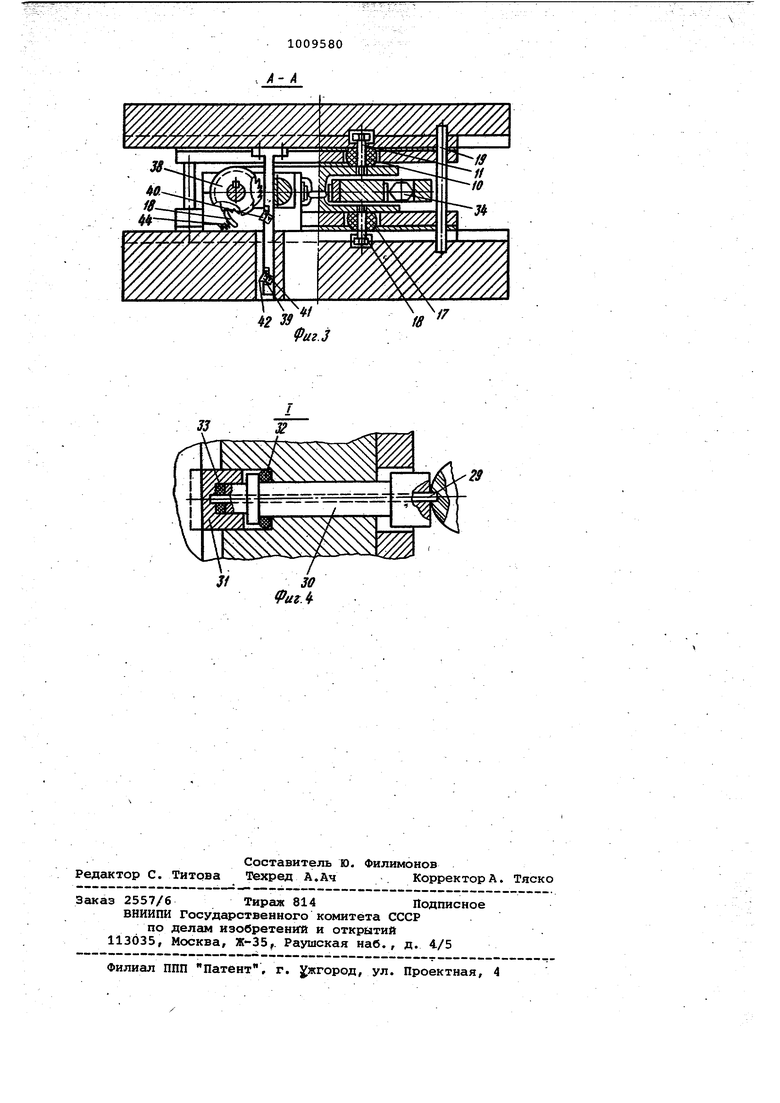
Изобретение относится к обработ ке металлов давлением и может быть использовано при объемной штамповке изделий. Известен блок-нмтамп последовательной штамповки, содержащий верхнюю и нижнюю плиты с установленными на них инструментами, грейферную по дачу в виде линеек с захватами-, а также механизм продольного перемещения линеек в виде клиньев и механизм поперечного перемещения захватов 1 j . Недостатком блок-штампа является низкая производительность, так как грейферная подача применяется только для переноса заготовок с позиции на позицию. Целью изобретения является повышение производительности и расширение технологических возможностей за счет обеспечения возможности деформирования перемещаемых заготовок. . . С этой целью блок-штамп последо :Вательной штамповки, содержащий верхнюю и нижнюю, плиты с установле ными на них инструментами, грейфернута подачу в виде линеек с захватами, а также механизм продольного перемещения линеек в виде клиньев и механизм поперечного перемещения захватов, снабжен дрполнительными инструментами, смонтированными в . захватах линеек грейферной подачи. Механизм поперечного перемещения захватов с соответствующими им дополнительными инструментами каждой линейки выполнен в виде храповика, собачки, установленной на клине механизма продольного перемещения линеек и кулачкового вала, обязанного с храповиком и установленного с возможностью взаимодействия с захватами и дополнительными рнструментами. На фиг. 1 изображен блок-штамп, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - грейферной подачи; на фиг. 4 - узел 1 на фиг. 2. Блок-штамп последовательной штам повки содержит верхнюю 1-й нижнюю 2 плиты, соединённые между собой направляющими колонками 3, штамп 4 установленный на каждом переходе и имеющий нижнее основание 5 с закрепленными на нем прокладкойб, пуансоном 7, державкой 8, съемником 9, буферамиЮ, удерживаемые винтами 11 и соответственно верхним осно ванием 12 с з.акреплёнными на нем прокладкой 13, пуансоном 14, державкой 15, прижимом 16, буферами 17, удерживаемые винтами 18. Верхнее 12 и нижнее 5 основания центрируются при установке в блок колонками 19, которые при работе убираются. Для захвата, перемещения и штамповки заготовки 20 в блок-штамп установлена грейферная подача 21, соетоящая из линеек 22, имеющих возможность продольного перемещения посредством клина 23 и ролика 24, вращающегося на оси 25 в направляющих втулках 26, а также обратного перемещения от усилия пружин 27. В линейках 22 установлен захват 28 с возможностью осевого перемещения в линейке 22. Захват 28 состоит из дополнительного инструмента 29, соединенного с захватом 30, толкателя 31, буферов 32 и 33. Для перемещения захвата 28 кулачковый вал 34 вращается во втулках 35, запрессованных в скобу 36 и опору 37, от храповика 38 посредством собачек 39 и 40, закрепленных в клине 23 осями 41 и отжатыми пружинами 42. На опоре 37 устайонлена собачка 43 с пружиной 44. В исходном положении блок-штампа линейка 22 грейферной подачи 21 находится в крайнем левом положении-, толкатель 31 отжат к стерхсню 30 ребром кулачкового вала 34, собаЧки 39 и 40 выведены из зацепления с храповиком 38, клин 23 поднят в крайнее верхнее положение. . Блок-штамп работает следующим образом. Заготовка 20 устройством поштучной подачи Гна чертеже не показано. подается на позицию фиксации заготовки. Ползун пресса и жестко связанный с верхней плитой 1 блок-штампа клин 23 перемещается вниз и воздействует на собачку 39, закрепленную .в нижней части клина 23. на оси 41, поворачивая храповик 38, жестко связанный с кулачковым валом 34 на угол, обеспечивающий поворот последнего так, что толкатель 31 попадает на грань кулачкового вала 34 и под действием буфера 32 отжимает дополнительный инструмент 29 и захват 30 от заготовки. Ролик 24, жестко закрепленный осью 25 на линейках 22, передвигается по нижней вертикальной плоскости клина 23, линейки 22 при этом остаются неподвижными. При дальнейшем перемещении клина 23 вниз ролик 24 передвигается по скгаиенной поверхности клина 23 и перемещает линейку 22 с захватами 30 (холостой ход) в правое положение на шаг штамповки. при дальнейшем опускании клина 23 низ ролик 24 скользит по верхней вертикальной поверхности клина 23, при этом линейки 22 неподвижны, собачка 40 входит в зацепле1 ие b храповиком 38 и поворачивает кулачковый вал 34 так, что толкатель 31 отжимается ребром кулачкового вала 34. Толкатель 31 передает усилие на пружину 33, которая в свою очередь подает захват 30 к заготовке, зажимая ее, а также дополнительный инструмент 29,
Клин 23 продолжает передвигатьг ся вниз, собачка 40 поворачивает храповик 38 с кулачковым валом 34. Ролик 24 движется по верхней вертикальной поверхности клина 23, верхние прижимы 16 штампов 4 ориентируют и фиксируют штампуемую заготовку 20, используя при этом зазор, образованный толкателем 31 и захватом 30, и перёдви гает съемники 9 до упора в основание 5, пуансоны 7 и 14 осуществляют штамповку соответствующего перехода по позициям, при этом размеры штампуемых заготовок в плане увеличиваются, а зазор между толкателем 31 захватом 30 уменьшается. Далее кулачковый вал 34, поворачиваясь, перемещает толКатёль 31, а вместе с ним дополнительный инструглент 29, и осуществляет шт повку боковой поверхности заготовки.. При/установке захвата 28 на ребро кулачкового вала 34 собачка 40 выходит из зацепления с храповиком 38.
Ползун пресса поднимается вверх. Съемники 9 .поднимаются буферами. 10 и снимают штампуемые заготовки 20 с нижних пуансонов 7 (высоту подъбма съемников обеспечивают винты 11) проталкивая их на уровень грейфер-т
ной подачи 21 в захвате 30, исключая тем саьвлм прилипание заготовок. Прижимы 16 обеспечивают снятие Заготовок 20 с верхнего пуансона 14. Ролик 24 скользит по верхней вертикальной поверхности клина 3, линейки 22 неподвижны, собачка 40 проскальзывает по зубьям храповика 38/ а собачка 43 удерживает его от проворота.
0,
При дальнейшем движении ползуна вверх ролик 24 скользит по сксниенной поверхности клина 23, а линейки 22 усилием пружин 27 передвигаются в левое положение на шаг штамповки (при больших усилиях возврата рейки возможна установка обратного клина) вместе с захватами 28 и зажатыми в них заготовками. Пройдя
0 скошенную поверхность клина 23, ролик 24 катится по нижней вертикаль-1 ной поверхности клина 23, линейки 22 неподвижны, собачка 39 проскальзывает .по зубьям храповика 38, а сог
5 бачка 43 удерживает еГо от проворота.
При последунхцем повторении двойных ходов пресса циклы работы блокштампа последовательной штамповки
повторяются..
По сравнению с базовым объектом, .в качестве Которого принят прототип, использование изобретения позволяет повысить производительность работы блок-штампа последовательной штамповки.
Фиг. 2
22
3S
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| МНОГОПОЗИЦИОННЫЙ ПРЕСС | 1992 |
|
RU2013173C1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
1. БЛОК-ШТАМП ПОСЛЕДОВАТЕЛЬНОЙ ЮТАМПОВКИ, содержащий верхнюю и нижнюю плиты с установленными на них и11струментами, грейферную подачу в виде линеек с захватами, а также механизм продольного перемещения линеек в виде клиньев и механизм поперечного перемещения захватов, отличающийся тем, что. в а л t ST ff л 10 S pai.t с целью повьЕиения производительности И расширения технологических возможностей за счет обеспечения воз .-можности деформирования перемещаемых заготовок, он снабжен дополнительными инструментами, смонтированными в захватах .линеек грейферной.подачи. 2. Блок-штамп по п. 1, отличающийся тем, что -механизм поперечного перемещения захватов с соответствующими им дополнительными инструментами каждой линейки выполнен в виде храповика, собачки, установленной на клине механизма продолънохго.перемещения линеек, и кулачкового вала, связанного с храповиком и установленного с возмож- ,| ностью взаимодействия с захватами (Л и дополнительными инструментами. fSffft а 13 /UiU Ф сл О)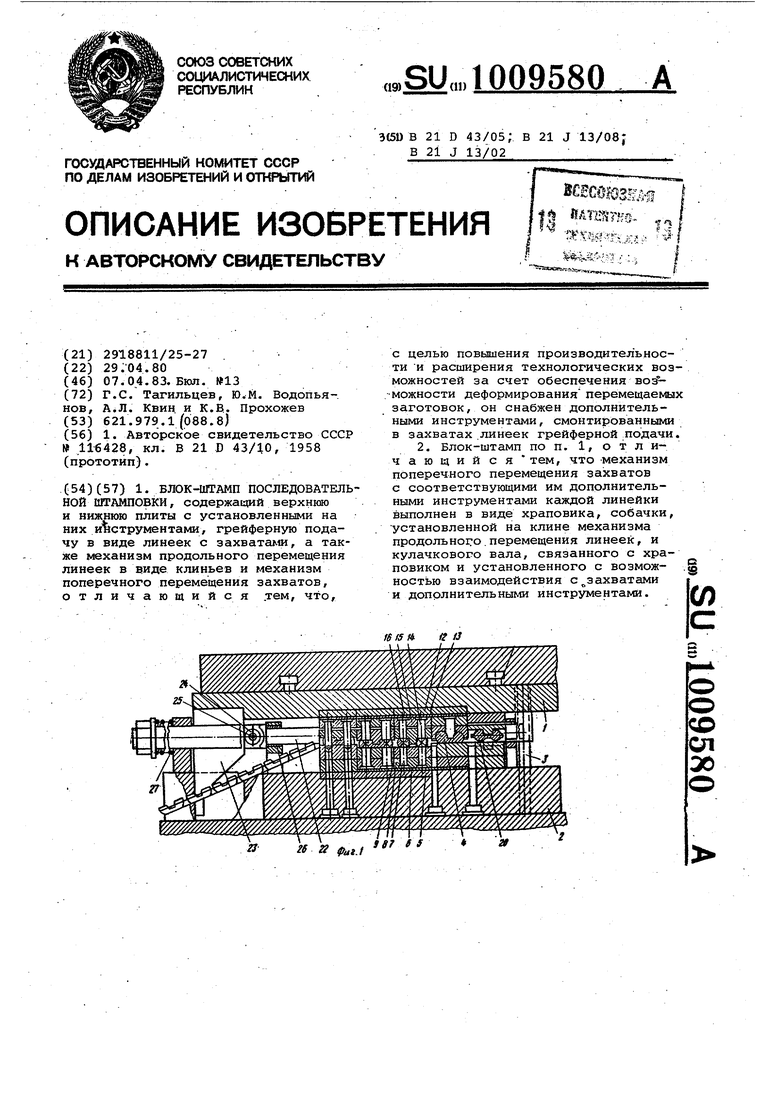
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп последовательной штамповки | 1958 |
|
SU116428A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
