Изобретение относится к литейному производству и может быть использовано для финишной обработки отливок.
Цель изобретения - повьш1ение качества обработки, расширение технологических возможностей и увеличение срока службы инструмента.
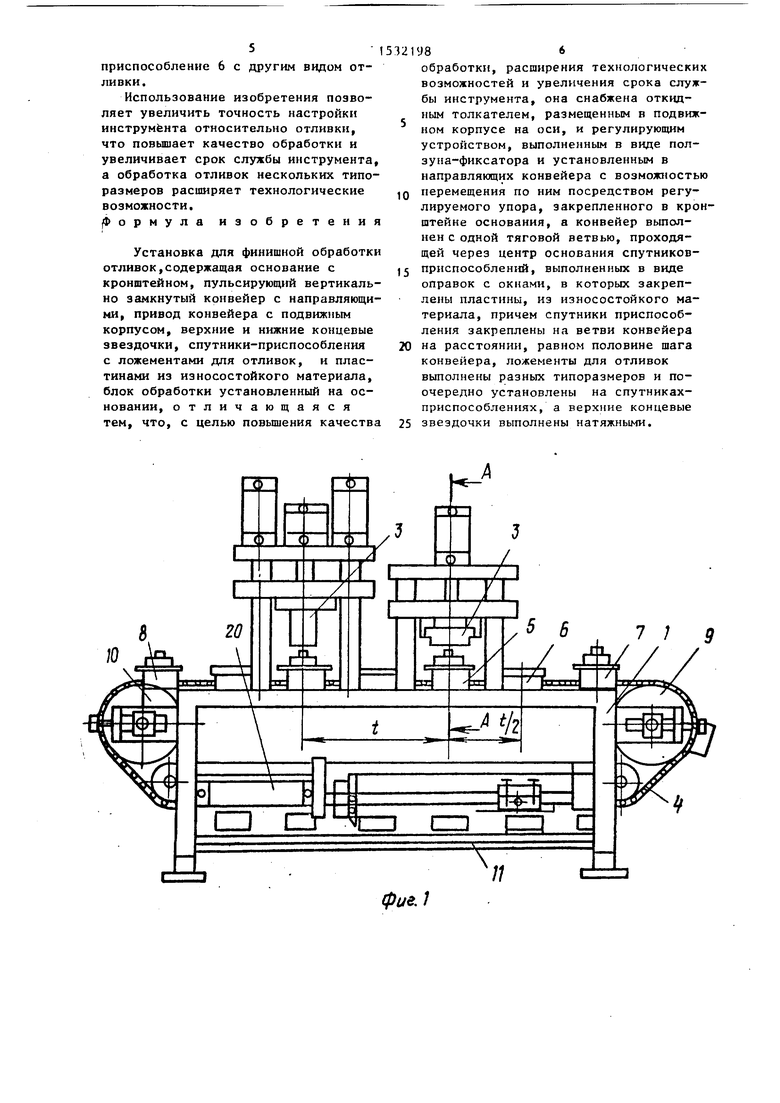
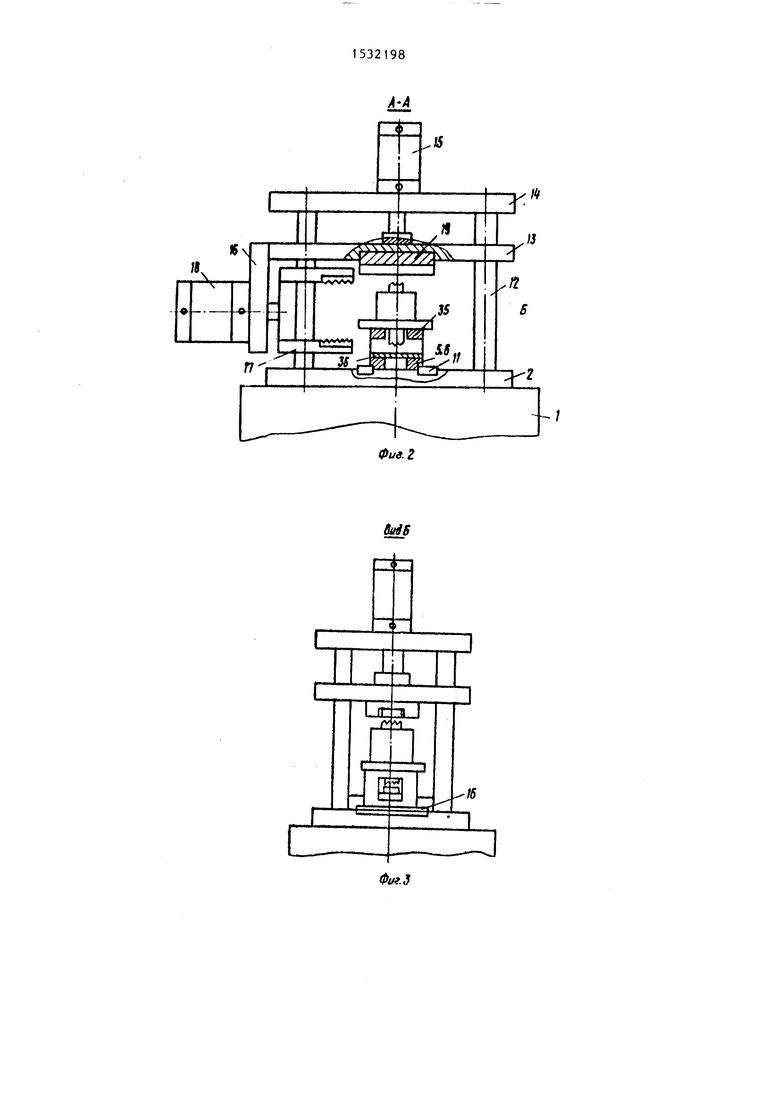
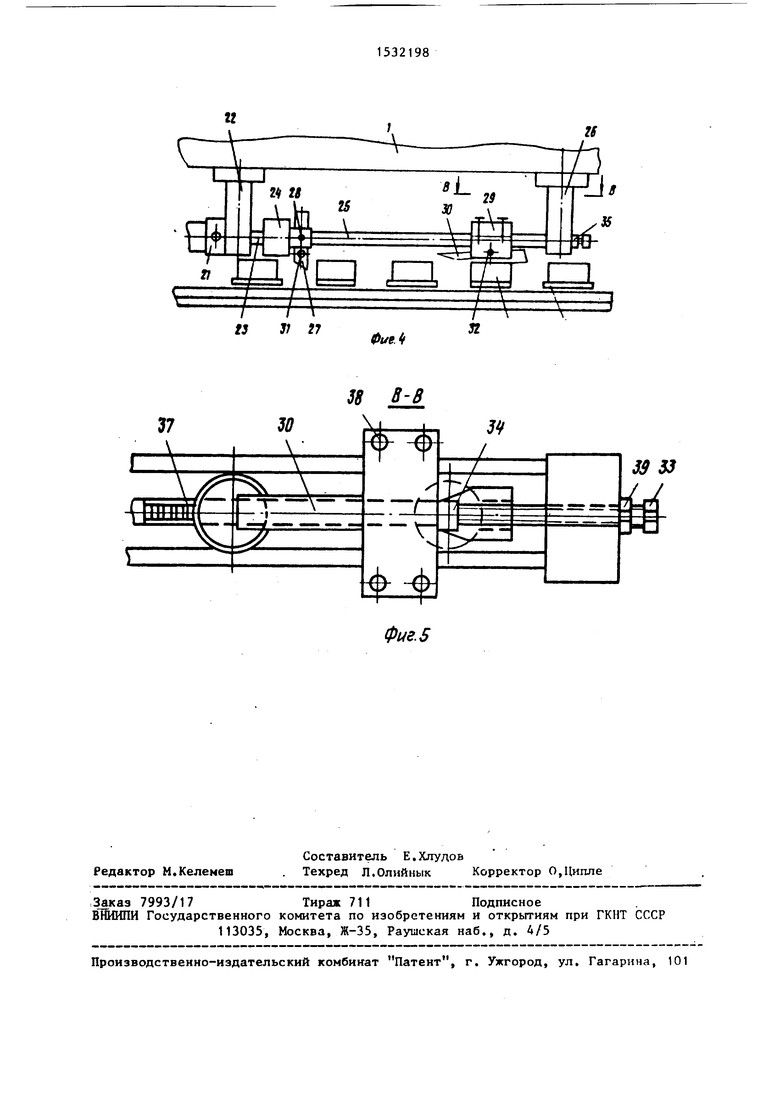
На фиг. .1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2|на фиг, 4 - узел подачи отливок, на фиг. 5 - разрез В-В на фиг. 4.
Установка содержит станину 1, основание 2, на котором размещен блок 3 обработки, состоящий из нескольких механизмов обработки, и вертикально замкнутый конвейер 4 поступательно- пульсирующего типа с одной ветвью и спутниками-приспособлениями 5,6, имеющими съемные ложементы различных типоразмеров, расположенных например, поочередно через типоразмер.
Конвейер имеет позиции загрузки 7 и позицию 8 выгрузки, четыре концевые звездочки, из которых две 9 и 10 натяжные. На основании 2 механизмов обработки установлены две боковые износостойкие пластины 11 для фиксации спутников-приспособлений 5,6 соответственно в вертикальном и поперечном Направлениях.
На стойках 12 основания размещены подви:.- ые плита 13 и верхняя плита 14 с приводом 15 перемещения подвижной плиты (3 в вертикальном направлении. На подвижной плите 13 размещен кронштейн 16 с инструментом 17 и приводом 18, а также износостойкий желоб 19 и прижим (не показан).
сл СА: ьс
ее
ОС
Конвейер 4 имеет привод 20 для обеспечения пульсирующего перемещени на шаг Т/2 спутников-приспособлений 5,6, состоящий из цилиндра 21, установленного на кронштейне 22, На шток 23 цилиндра 21 закреплен корпус 24, перемещаккцийся По двум направляющим 25, жестко соединенным с кронштейнами 22 и 26, которые крепятся к станине 1. Перемещение спутников-приспособлений 5,6 осуществляется откидным упором 27, установленным впереди корпуса 24 и имеющим ось 28.вращения, ползун-фиксатор 29, фиксатор 30 и ролик 31, который при движении контактирует с фиксатором 30, приподнимая его коническую часть, фиксатор 30 установлен в ползуне-фиксаторе 29 и имеет ось 32 вращения, а впереди Г-образный захват для обеспечения фиксации спутников-приспособлений 5,6 в продольном направлении.
Ползун-фиксатор 29 расположен на направляющих 25. Он состоит из двух частей: верхней и нижней. Они жестко соединены между собой, кроме того, ползун-фиксатор 29 соединен с кронштейном 26 винтом 33 и цапфой 34. Кронштейн 26 закреплен на станине 1 жестко, а ползун-фиксатор 29 перемещается по направляющим 25 посредством винта 33,
Спутники-приспособления 5,6 имеют съемные ложементы 35 и износостойкие пластины 36 для опоры инструмента 17 при обработке отливок. Привод 20 конвейера установлен над шаговой ветвью 37, а спутники-приспособления 5,6 перемещаются по износостойким пластинам 36, соединенным жестко со станиной 1. Установка для обработки литейных заливок и остатков питателей работает в ав- томатиче ск ом р ежиме.
Установив очередную отливку на позицию 7 загрузки в ложементы 35 спутника-приспособления 5, привод 20 конвейера передвигает с помощью откидного упора 27, установленного впереди корпуса 4, перемещающегося по двум направляющим 25, спутник- приспособление 5, а следовательно, и весь конвейер 4 на один установленный шаг Т, фиксируемый фиксатором 30, который Г-образнь 1 захватом останавливает спутник-приспособле- иие, четко фиксируя его по отношению (К обрабатываемому блоку в продольном
10
15
20
5321984
направлении. После фиксации конвейера 4 в продольном направлении срабатывают зажимы 3 механизмов обработки, затем инструмент 17 производит обработку линейных заливов, В зто же время цилиндр 21 отводит шток 23 назад и вместе с ним корпус 24, откидной упор 27, ролик 31 которого при этом выходит из контакта с клиновидной частью фиксатора 30, при зтом Г-образный захват фиксатора поднимается, освобождая спутник-приспособление 5.
Откидной упор 27, проходя над спутником-приспособлением 5 наклоняется, а в исходном положении устанавливается вертикально. После окончания обработки инструмент 17 и зажимы механизмов обработки возвращаются в исходное положение, и производится следующий цикл обработки. Срезаемые заливы и питатели частично подают в отверстия основания 2 в приготовленную тару, частично спутником-при- 25 способлением 5 ссыпаются в тару на позиц11ю 8 выгрузки, т.е. конвейер 4 выполняет роль сборщика отходов.
По мере растяжения тяговой ветви конвейер регулируется с помощью натяжения верхних концевых звездочек 9, 10. В процессе работы блок 3 обработки под действием больших нагрузок при режиме резания может сместиться в ту же или иную сторону по 35 ходу конвейера.
Для точной обработки отливки производится ориентация спутника- приспособления 5 по отношению к блоку обработки двумя парами натяжителей верхних звездочек 9, 10. После ремонта установки или замены ветви 37 производится грубая (предварительная) ориентация спутника-приспособлений 5 по отношению к блоку 3 обработки путем перемещения ползуна-фиксатора 29 с фиксатором 30 по направляющим 25 при помощи винта 33. Винт 33 проходит через резьбовое отверстие кронштейна 26, а его конец при помощи цапфы 34 крепится к ползуну-фиксатору 29. После установки ползуна-фиксатора 29 в необходимом положении последний затягивается винтами 38 жестко, а винт 33 фиксируется контргай- 55 кой 39. При переходе обработки с одной модели на другую пульсация конвейера смещается на шаг Т/2, а к блоку 3 обработки поступает спутник30
40
45
50
5
приспособление 6 с другим видом отливки.
Использование изобретения позволяет увеличить точность настройки инструмента относительно отливки, что повышает качество обработки и увеличивает срок службы инструмента, а обработка отливок нескольких типоразмеров расширяет технологические возможности, |Формула изобретения
Установка для финишной обработки отливок,содержащая основание с кронштейном, пульсирующий вертикально замкнутый конвейер с направляющими, привод конвейера с подвижным корпусом, верхние и нижние концевые звездочки, спутники-приспособления с ложементами для отливок, и пластинами из износостойкого материала, блок обработки установленный на основании, отличающаяся тем, что, с целью повьщ1ения качества
321У86
обработки, расширения технологических возможностей и увеличения срока службы инструмента, она снабжена откидным толкателем, размещенным в подвижном корпусе на оси, и регулирующим устройством, выполненным в виде ползуна-фиксатора и установленным в направляющих конвейера с возможностью
Q перемещения по ним посредством регулируемого упора, закрепленного в кронштейне основания, а конвейер вьтол- нен с одной тяговой ветвью, проходящей через центр основания спутников(5 приспособлен1й1, выполненных в виде оправок с окнами, в которых закреплены пластины, из износостойкого материала, причем спутники приспособления закреплены на ветви конвейера
20 на расстоянии, равном половине шага конвейера, ложементы для отливок выполнены разных типоразмеров и поочередно установлены на спутниках- приспособлениях, а верхние концевые
25 звездочки выполнены натяжными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для удаления с отливок литейных заливов и остатков питателей "Лопрез | 1984 |
|
SU1205994A1 |
| УСТАНОВКА ДЛЯ УДАЛЕНИЯ С ОТЛИВОК ЛИТЕЙНЫХ ЗАЛИВОВ И ОСТАТКОВ ПИТАТЕЛЕЙ | 1985 |
|
RU1443282C |
| УСТАНОВКА ДЛЯ УДАЛЕНИЯ С ОТЛИВОК ЛИТЕЙНЫХ ЗАЛИВОВ И ОСТАТКОВ ПИТАТЕЛЕЙ | 1986 |
|
RU1432900C |
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Установка для удаления с отливок литейных заливов и остатков питателей | 1987 |
|
SU1516226A1 |
| Устройство для зачистки литейных заливов на симметричных отливках | 1987 |
|
SU1468655A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для корректировки масс роторов электродвигателей | 1986 |
|
SU1330479A1 |
| Устройство для приклеивания подошв или формования следа обуви | 1988 |
|
SU1639605A1 |
Изобретение относится к области литейного производства, в частности к установкам финишной обработки отливок. Цель изобретения - повышение качества обработки, расширение технологических возможностей и увеличение срока службы инструмента. Установка содержит основание, вертикально-замкнутый конвейер с одной ветвью, огибающий четыре концевых звездочки, верхние из которых выполнены натяжными, блок обработки. На ветви конвейера закреплены спутники - приспособления, выполненные в виде оправок с окнами. На спутники-приспособления устанавливаются ложементы различных типоразмеров, чередующихся между собой. Спутники-приспособления установлены на расстоянии, равном половине шага пульсации конвейера. 5 ил.
CD С
tzil си czn с
//
фие,1
« j; 17
Фие. г
38 В-8
3ff
39 S3
фие.5
| Устройство для обработки литейных заливов | 1977 |
|
SU680810A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для удаления с отливок литейных заливов и остатков питателей "Лопрез | 1984 |
|
SU1205994A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
