Изобретение относится к области сварки, в частности к конструкции автоматических линий для сварки кольцевых швов и может быть использовано в разных областях промышленности, например, в производстве компрессоров холодильника,
Известна установка для автоматической сварки, содержащая сварочные головки, каретки с прижимными устройствами и ложементами для деталей 1.
Недостаток известной установки заключается в ручной настройке сварочных головок н шов, что снижает качество сварного шва из-за невозможности учитывать допуска на изготовление заготовки.
Известная автоматическая линия для сварки, содержащая смонтированные на основании замкнутый конвейер со спутниками, оснащенными рамой с вращателем изделия, и сварочную установку 2.
Недостаток известной линии заключается в базировании технологического инструмента относительно спутника, что не позволяет учитывать допуска на изготовление свариваемых элементов, их погрешность базирования в спутнике, Эти недостатки снижают качество сварки.
Целью изобретения является повышение качества сварки.
Цель изобретения достигается тем, что сварочная установка оснащена расположенными по разные стороны продольной оси замкнутого конвейера подпружиненным копиром и упором для изделия, рама спутника оснащена копирным роликом для взаимодействия с подпружиненным копиром и установлена на спутнике с возможностью наклона в плоскости, перпендикулярной направлению перемещения спутника.
Установка для сварки также оснащена дополнительным копиром, а корпус спутниxj
О
о о со
00
ка оснащен фиксатором, кинематически связанным с поворотной рамой и смонтированным с возможностью взаимодействия с дополнительным копиром, причем кинематическая связь фиксатора с поворотной рамой выполнена в виде пластин с кулачками, смонтированными с возможностью взаимодействия друг с другом соответственно на корпусе спутника и ТовЪротной раме, и подпружиненного штыря, смонтированного на корпусе с возможностью.взаимодействия с пластиной,установленной на спутнике,
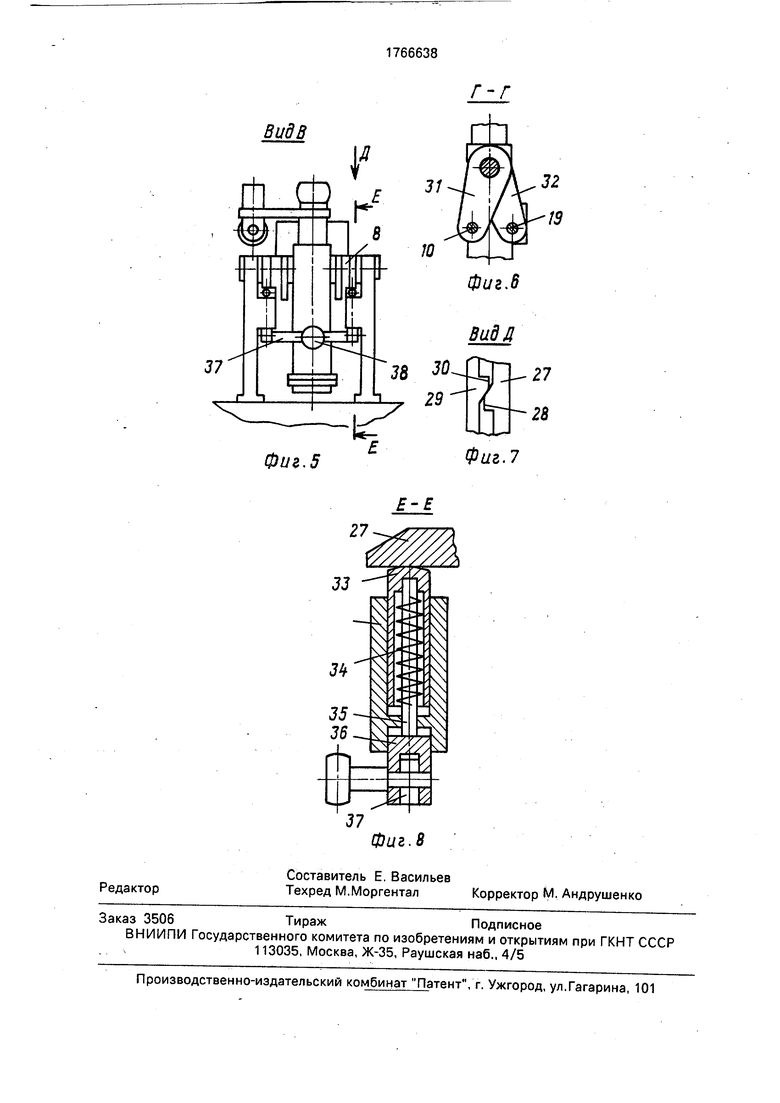
-На фиг.1 изображена1 предлагаемая автоматическая линия, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - узел I на фиг.1; на .5 - вид В на фиг.З; на фиг.6 - разрез Г-Г на фиг. 4; на фиг,7 - вид Д на фиг.5; на фиг 8 - разрез Е-Е на фиг.5.
Автоматическая линия состоит из смонтированных на основании вертикально-замкнутого конвейера 1 со спутниками 2 и сварочной установки 3.
Вертикально-замкнутый конвейер 1 представляет собой бесконечную цепь в виде спутников 2, соединенных между собой трапами 4 и опирающихся на направляющие 5. Каждый спутник 2 имеет поворотную раму 6, установленную на оси 7с возможностью наклона к плоскости, перпендикулярной направлению перемещения спутника 2, и фиксатор 8, также смонтированный на оси 7, расположенной на стойках 9. На стойках
9смонтирован палец 10.
Поворотная рама 6 состоит из корпуса
11и ползуна 12, соединенных посредством плиты 13 и двухплечего рычага 14с подшипниковым узлом 15 На наружной поверхности ползуна 12 находится байонетный паз 16, а на корпусе 11 установлен палец 17 с роликом 18, взаимодействующим с пазом 16 ползуна 11, и палец 19. Внутри ползуна
12установлена пружина 20, а на плите 13 смонтирован ложемент 21 для установки изделия 22. Внутри ложемента 21 смонтирован выталкиватель 23,
На двухплечем рычаге 14, на одном конце плеча установлен прижим 24, а на другом - ролик 25. На двухплечем рычаге 14 по оси стойки 9 установлен ролик 26.
Фиксатор 8 состоит из рычага 27 с кулачками 28, нажимной пластины 29 с кулачками 30, входящими в зацепление с кулачками 28, набора фрикционных пластин 31 и 32.
Фрикционные пластины 31 и 32 собраны в чередующей последовательности, а именно пластины 31 соединены с пальцем
10стойки, а пластины 32 соединены с пальцем 19 корпуса 11. Фиксатор 8 имеет привод в виде толкателя 33, размещенного в стойке 9 и подпружиненного пружиной 34, соединенного с тягой 35. Тяга 35 соединена с вильчатой втулкой 36, соединенной с планкой 37, несущей ролик 38.
Спутник 2 имеет ходовые колеса 39 и поддерживающие ролики 40 для взаимодействия с направляющими 41.
Сварочная установка 3 имеет горелки
42, упор 43 для изделия и копир 44, подпружиненный пружиной 45, и дополнительный копир 46.
На вертикально замкнутом конвейере смонтирован копир 47 для возврата спутника 2 в исходное положение.
Линия работает следующим образом Вертикально-замкнутый конвейер 1,из- делия 22, установленные в спутниках 2,перемещаются на шаг, равный тройному
шагу установки спутников, то есть изделия 22 подаются одновременно к трем сварочным горелкам 42.
При переходе спутников 2 из нижней ветви конвейера 1 на его верхнюю ветвь на
радиусном участке ролик 25 входит в контакт с копиром 48. При этом двухплечий рычаг 14 совместно с прижимом 24 и ползуном 12, движение которого управляется байонетным пазом 16 относительно пальца
17 с роликом 18, поднимается вверх.,освобождая изделие 22,
Спутники 2, соединенные между собой трапами 4, при перемещении на шаг контактируют колесами 39 и роликами 40 с направляющими 5 и 41 соответственно. При полном выходе спутников 2 на верхнюю ветвь рычаг 14, прижим 24 и ползун 12 развертываются на 90°, причем ролик 25 следует за плоскостью копира 47 с помощью
подшипникового узла 15, при этом спутники 2 занимают позицию для разгрузки готовых изделий.
В момент остановки конвейера выталкиватели 23 поднимаются вверх, выдвигая
изделия 22 из ложемента 21. После снятия изделия 22 выталкиватели 23 опускаются в исходное положение.
Следует перемещение конвейера 1 на следующий шаг и свободные спутники устанавливаются в позицию загрузки, где в ложементы 21 устанавливают изделия 22, а на позицию разгрузки поднимаются следующая группа спутников.
При следующем перемещении конвейера 1 на шаг ролики 25 поочередно сходят с горизонтального участка копира 47 на его наклонную часть и под действием пружин 20 каждый прижим 24 опускается вниз и одновременно разворачивается на 90°, зажимая
изделие 22 на поворотной раме 6 спутника 2.
После зажима изделия 22 ролик 38 каждого спутника поочередно входит в контакт с наклонной частью дополнительного копира 46 и отжимается вниз. При этом планка 37 посредством втулок 36, тяг 35 и толкателей 33 сжимает пружины 34, тем самым освобождая через рычаги 27 пластины 31 и 32 от нагрузки, а поворотную раму 6 спутника 2 от фиксатора 8.
При дальнейшем перемещении спутников 2 ролик26 взаимодействуете подпружи- ненным копиром 44 и поворачивает поворотную раму б относительно оси 7 до тех пор, пока кромка изделия 22 не коснется нижней плоскости базирующего регулируемого упора 43. При этом поворачиваются пластины 32 рычага 27, соединенные с пальцем 17 корпуса 11, а пластины 31, соединенные с пальцем 10 стойки 9, остаются неподвижными.
После касания кромкой изделия 22 упора 43 дальнейшая компенсация погрешностей базирования изделия в спутнике 2, допусков при изготовлении самого изделия 22 и спутника 2, осуществляется пружиной 45. Касание изделия 22 упора 43 будет продолжаться до тех пор, пока не сработает фиксатор 8. Ролики 40 переходят с горизонтального участка дополнительного копира 46 на наклонный участок и перемещаются вверх. Пружины 34 воздействуют на толкатели 33, которые поворачивают рычаги 27 на фиксаторах 8. Кулачки 28 нажимают на кулачки 30 пластины 29, вызывая перемещение кулачков 30 вдоль осей 7. Перемещаясь, пластины 29 сжимают пластины 31 и 32 между собой и фиксируют корпус 11 к стойкам 9. Поворотная рама 6 спутников 2 фиксируется фиксатором 8.
Ролик 38 сходит с копира 46, а кромка изделия 22 перестает касаться упора 43.
После перемещения конвейера 1 наследующий шаг цикл повторяется.
Линия позволяет повысить качество сварки путем обеспечения компенсации до- пусков изготавливаемого изделия подпружиненным дополнительным копиром.
Формула изобретения
1.Автоматическая линия для сварки кольцевых швов, содержащая смонтированные на основании замкнутый конвейер со спутниками, оснащенными рамой с вращателем изделия, и сварочную установку, отличающаяся тем, что, с целью повышения качества сварки путем компенсации допусков и погрешностей базирования деталей в спутниках, сварочная установка оснащена расположенными по разные стороны продольной оси замкнутого конвейера подпружиненным копиром и упором для изделия, рама спутника оснащена копирным роликом для взаимодействия с подпружиненным копиром и установлена на спутнике с возможностью наклона в плоскости, перпендикулярной направлению перемещения
спутника.
2.Автоматическая линия по п.1, о т л и- чающаяся тем, что, с целью упрощения конструкции, установка для сварки оснащена дополнительным копиром, а корпус спутника оснащен фиксатором, кинематически связанным с поворотной рамой и смонтированным с возможностью взаимодействия с дополнительным копиром.
3.Автоматическая линия по п.2, о т л и- чающаяся тем, что кинематическая связь
фиксатора с поворотной рамой выполнена в виде пластин с кулачками, смонтированными с возможностью взаимодействия друг с другом соответственно на корпусе спутника и поворотной раме, и подпружиненного штыря, смонтированного на корпусе с возможностью взаимодействия с пластиной, установленной на спутнике,
И
V- V
bVWWVvi.
Vi м


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для сборки и сварки цилиндрических изделий и передачи их с одной технологической позиции на другую | 1978 |
|
SU747670A1 |
| Зажимное устройство для сборки и сварки изделий типа бака с патрубком | 1987 |
|
SU1433725A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1975 |
|
SU576185A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |


Использование: в производстве сварных конструкций цилиндрической формы, канавка втулок, колец и других изделий. Сущность изобретения: оснащение сварочной установки упором для изделия и подпружиненным копиром, установленными по разные стороны продольной оси замкнутого конвейера. Рама спутника с вращателем установлена на корпусе спутника с возможностью наклона в плоскости, перпендикулярной направлению перемещения спутника, и оснащена копирным роликом для взаимодействия с подпружиненным копиром. При этом корпус спутника оснащен фиксатором, а установка для сборки - дополнительным копиром. При перемещении спутника на шаг фиксатор, взаимодействуя с дополнительным копиром, освобождает раму с вращателем. Подпружиненный копир поворачивает раму с вращателем до упора. 2 з.п.ф-лы, 8 ил. со с
1 Щ
8C999it
Hnnnis
Ј/
Ы
Ј Щ
9-9
8С999а
Вид В
Фиг.5
33
Фиг.7
| Автоматическая линия | 1979 |
|
SU831542A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматическая линия спутникового типа | 1985 |
|
SU1505757A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
