J 4 ) - i
r%.M
СП
ОС bC
itO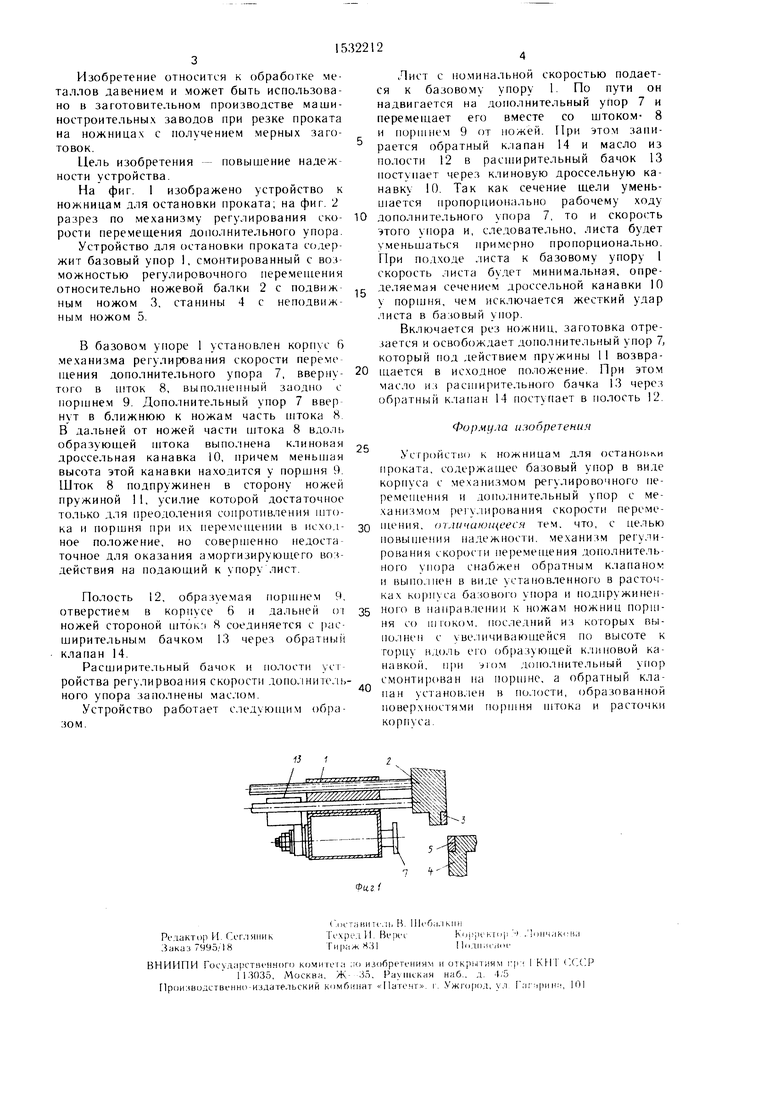
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки проката | 1983 |
|
SU1119789A2 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
| Гидравлический демпфер | 1990 |
|
SU1783191A1 |
| Устройство к ножницам для остановки проката | 1982 |
|
SU1058727A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1424999A1 |
| Ножницы кривошипные для резки сортового проката | 1987 |
|
SU1444096A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2342227C2 |
| Упор | 1982 |
|
SU1026980A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1991 |
|
RU2019367C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве при резке листа на гильотинных ножницах. Цель изобретения - повышение надежности устройства. Устройство к ножницам для остановки проката содержит базовый упор 1 с механизмом регулировочного перемещения и дополнительный упор 7, снабженный механизмом регулирования скорости перемещения. Дополнительный упор 7 закреплен на поршне 9. На штоке 8 выполнена вдоль образующей клиновая дроссельная канавка 10. Поршень 9 и шток 8 установлены в расточках, выполненных в корпусе 6 механизма регулирования скорости перемещения упора 7. Полость 12, образуемая поверхностями штока поршня и расточкой механизма регулирования скорости перемещения дополнительного упора, соединена с расширительным бачком 13 через обратный клапан 14. Включается рез ножниц. Заготовка отрезается и освобождается упор 7, который под действием пружины 11 возвращается в исходное положение. Масло из бачка 13 через обратный клапан 14 поступает в полость 12. 2 ил.
//
/ /
6 12
I /
S 7
.г
Изобретение относится к обработке ме таллов давением и может быть использовано в заготовительном производстве машиностроительных заводов при резке проката на ножницах с получением мерных заготовок.
Цель изобретения - повышение надежности устройства.
На фиг. 1 изображено устройство к ножницам для остановки проката; на фиг 2 разрез по механизму регулирования скорости пер емещения дополнительного упора
Устройство для остановки проката содержит базовый упор I, смонтированный с возможностью регулировочного перемещении относительно ножевой балки 2 с поавиж ным ножом 3, станины 4 с неподвижным ножом 5.
В базовом упоре 1 установлен корпус 6 ме.ханизма регулирования скорости переме тения дополнительного упора 7 ввернутого в шток 8, выполненный заодно с поршнем 9. Дополнительный упор 7 ввер нут в ближнюю к ножам часть штока 8 Ь дальней от ножей части штока 8 вдоль образующей штока выполнена клиновая дроссельная канавка 10, причем меньшая высота этой канавки на.ходится у поршня 9 Шток 8 подпружинен в сторону ножей пружиной 11, усилие которой достаточное только для преодоления сопротивления штока и поршня при их перемещении в исхо i- ное положение, но совершенно недостаточное для оказания амортизируюн его воздействия на подающий к упору лист.
Полость отверстием
ножей стороной шток;| ширительным бачком клапан 14.
Расширительный бачок и полости устройства регулирвоания скорости гонолник-и.- ного упорна заполнены маслом
Устройство работает следующим обра-ЮМ,
12, образуемая в корпусе 6 и
поршнем 9, дальней 01 соединяется с рас- 13 через обратный
0
0
5
Лист с номинальной скоростью подается к базовому упору 1. По пути он надвигается на дополнительный упор 7 и перемещает его вместе со штоком- 8 н порп1нем 9 от ножей. При этом запирается обратный клапан 14 и масло из полости 12 в расширительный бачок 13 поступает через клиновую дроссельную канавку 10. Так как сечение щели умень- и ается пропорционально рабочему ходу дополнительного упора 7, то и скорость чтого упора и, следовательно, листа будет уменьшаться примерно пропорционально При под.ходе листа к базовому упору I скорость листа будет минимальная, определяемая сечением дроссельной канавки 10 У поршня, чем исключается жесткий уаар листа в базовый унор.
Включается рез ножниц, заготовка отрезается и освобождает дополнительный упор 7, который под действием пружины И возвращается в исходное положение. При этом масло из расширительного бачка 13 через обратный клапан 14 поступает в полость 12
Формула изобретения
Устройство к ножницам для остановки проката, содержащее базовый упор в виае корпуса с механизмом регулировочного пе- ремеп1енпя и дополнительный упор с механизмом регулирования скорости перемещения, отличающееся тем, что, с целью повышения надежности, механизм регулирования скорости перемещения дополнительного упора снабжен обратным клапаном и выполнен в виде установленного в расточках корпуса базового упора и подпружипеп- ного в направлении к ножам ножниц поршня со III ГОКОМ, последний из которых вы- полнс с увеличивающейся по высоте к горцу вдоль его образующей клиновой канавкой, при лом дополнительный упор смонтирован на поршне, а обратный клапан установлен в полости, образованной поверхностями поршня П1тока и расточки корпуса.
| .Авторское свидете | |||
| Устройство к ножницам для остановки проката | 1982 |
|
SU1058727A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
