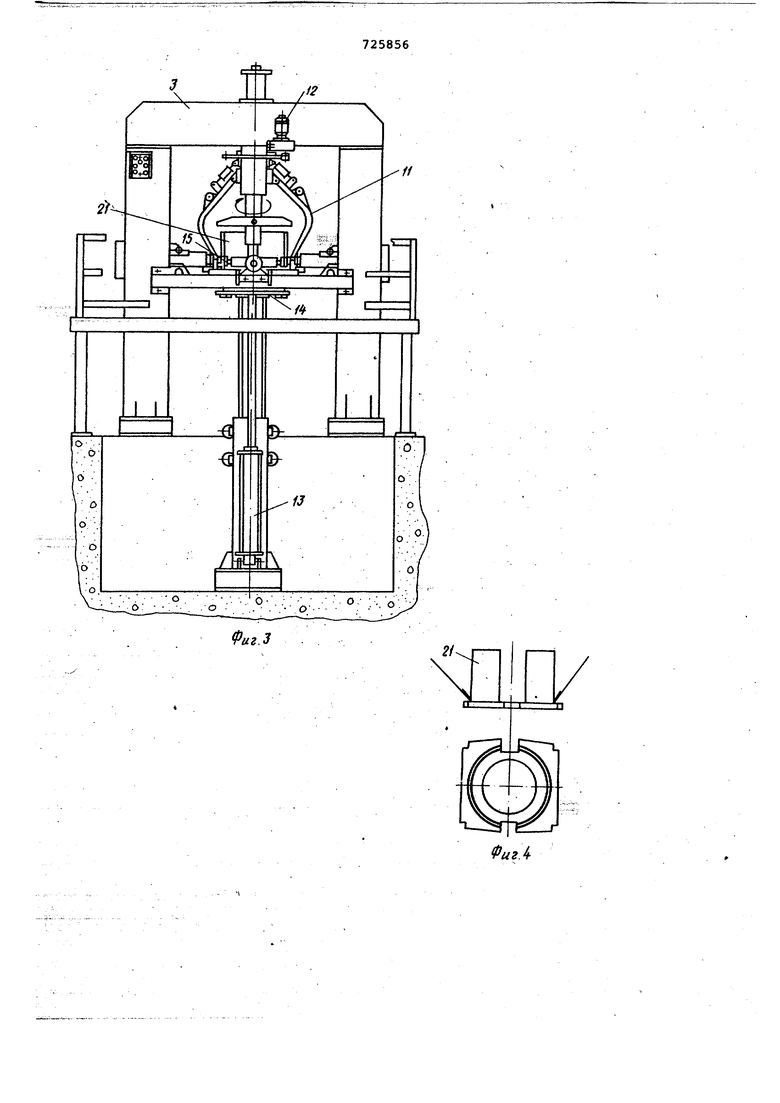
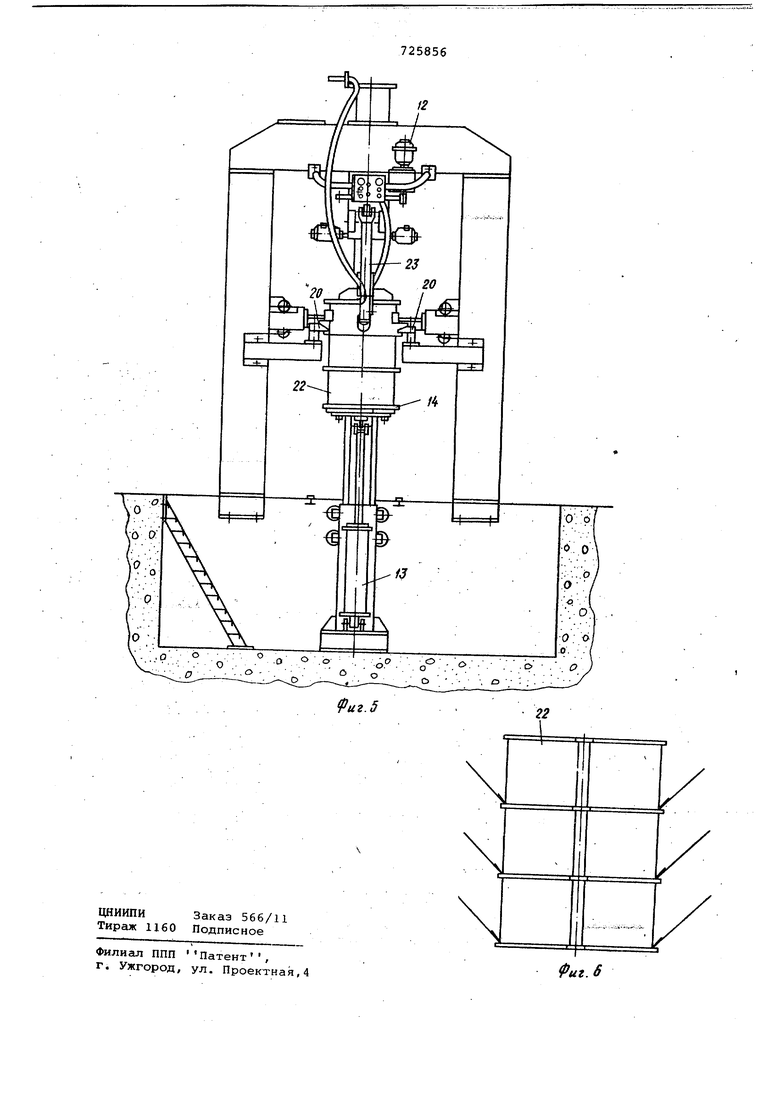
(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ и второго сббро нб йва ЙчШгр 6. Автоматический погрузчик .2 вклю чает в себя поворотную стрелу 7 и установленные на нейвоэвратно-пост пательный механизм 8, электромагнитный захват 9 и рычаг 10. Первый сборочно-сварочный стенд 3 содержит П-образный портал с закрепленными Hai нем сварочными головками 11 и пр дом 12 их поворотаi Перегружатель 1 выполнен в виде силовых цилиндров с плитой 14, а зажимные устройства 15 выполнены в виде приводных штоков. ----- - - Перекладчик 5 включает в сзёбяла пы 16, поворотную стрелу 17, каретк 18 и балку-траверсу 19. Второй сборочно-сварочный стенд б содержит уз лы, аналогичные узлам первого сбороч но-сварочного стенда, а также два фиксатора-упора 20. Предлагаемая поточная линия рабо тает следукяцим образом. Заготовки (листы-стойки и полуци линдры-боковины) корпуса электродвигателя расположены в пакетах под стрелой 7 погрузчика 2 в районе теле ки-кондуктора 1, которая находится на позиции загрузки. Погрузчик 2 при помощи возвратно-поступательно движущегося механизма 8 опускает элек.тромагнитный захват 9 на пакет заготовок (листов-стоек). От системы управления подается сигнал на включение электромагнитов захвата 9 в .результате чего происходит захват листа-стойки и стрела погрузчика 2 перемещает ее на тележку-кондуктор Затем цилиндры-боковины укладываютс на лист-стойку и предварительно орие тируются. Происходит, таким образом сборка элемента 21 корпуса электродвигателя 22. После загрузки тележка кондуктор 1 перемещает элемент 21 корпуса на позицию выгрузки. Позиция выгрузки находится в районе первого сборочно-сварочного стенда 3, его перегружатель 13 при помощи плиты 14 снимает элемент 21 с тележки-кондук тора 1 и подводит к зажимным устройствам 15. После окончательной ориен тации/ фиксации и зажима элемента 2 зажимньпии устройс твами .15 : жении, когда поверхность сварки сОориентирована относительно сварочных головок 23, подается сигнал на и радиальный подвод в вертикальной . плоскости к месту сварки. Как только сварочные головки 23 займут нужноё исходное положение/ подается команда на начало-сварки/ при этом они с помощью привода 12 начинают совершать вращательное движение в горизонтальной плоскости по йерийетрт свариваемых двигателей, кото pSe Bce это н аходятся fia пл1и-. те 14 перегру){5ат9ля 13. Во мя сварки элемента 21 на первом сборочно-свароч юм стенде 3 второй автоматический погрузчик 2 укладывает лист-стойку из пакета, находящегося в зоне его стрелы на транспортер 4, а перекладчик. 5 своими лапами 16 захватывает ее с транспортера 4, поднимает стрелой 17, перемещает при помощи каретки 18 и балки-траверсы 19 и укладывает на плиту 14 второго сборочно-сьарочного стенда 6, причем эта операция производится один раз для каждого корпуса электродвигателя 22. По окончании процесса сварки на первом сбороЧно-с варочном стенде 3 от сигнала, поступакадего от командоаппарата, связанного со сварочными головками 23/ перегружатель 13 опускает сваренный элемент 21 на транспортер 4 в позицию его загрузки. Транспортер 4 перемещает элемент 21 в позицию выгрузки, где он снимается перекладчиком 5, кантуется посредством его захватов на 180, поднимается и перемещается при помощи каретки 18 и балки-траверсы 19 на позиций второго сборочно-сварочного стенда 6. Элемент 21 устайав.ливается на лист-стойку, предварительно уложенную на плиту 14 перегружателя 13 второго сборочносварочного стенда б, а затем перегружателем 13 подводится в зону сварки. Здесь происходит окончательная ориентация/ фиксаций и зажим его зажимным устройством 15. Затем сварка проводится аналогично процессу сварки на первом сборочно-сварочном стенде 3. После окончания процесса сварки на втором сборочно-сварочном стенде б перегружатель 13 опускает сваренную секцию на величину, соответствующую высоте следуквдего сваренного на первом сборочно-сварочном стенде 3 элемента 21 корпуса 22, перекладчик 5 снимает с транспортера 4/ перекантовывает на 180 и укладывает на сваренную секцию второй элемент 21, сваренный на первом сборочно-сварочном, стенде 3. Перегру5кате ль 13 вновь подводит свариваемое изделие в зону сварки, где про- . исходит его фиксация и сварка. Далее сваренное изделие опускается,, устанавливается третий элемент 21, сваренный к этому времени на первом сборочно-сварочном стенде 3 и прошедший все предьщушие операции/ описанные выше. Производится сварка этого элемента на втором сборочно- сварочном стенде бв аналогичном порядке и опускание готового корпуса 22. Затем весь цикл изготовления корпуса электродвигателя повторяется. Использование изобретения в производстве позволяет перейти на изготовление, стальных сварных корпусов вместо цельнолитых, повысить про-, изводительность их изготовления, улучшить качество, условия труда и увеличить долговечность.
Формула изобретения
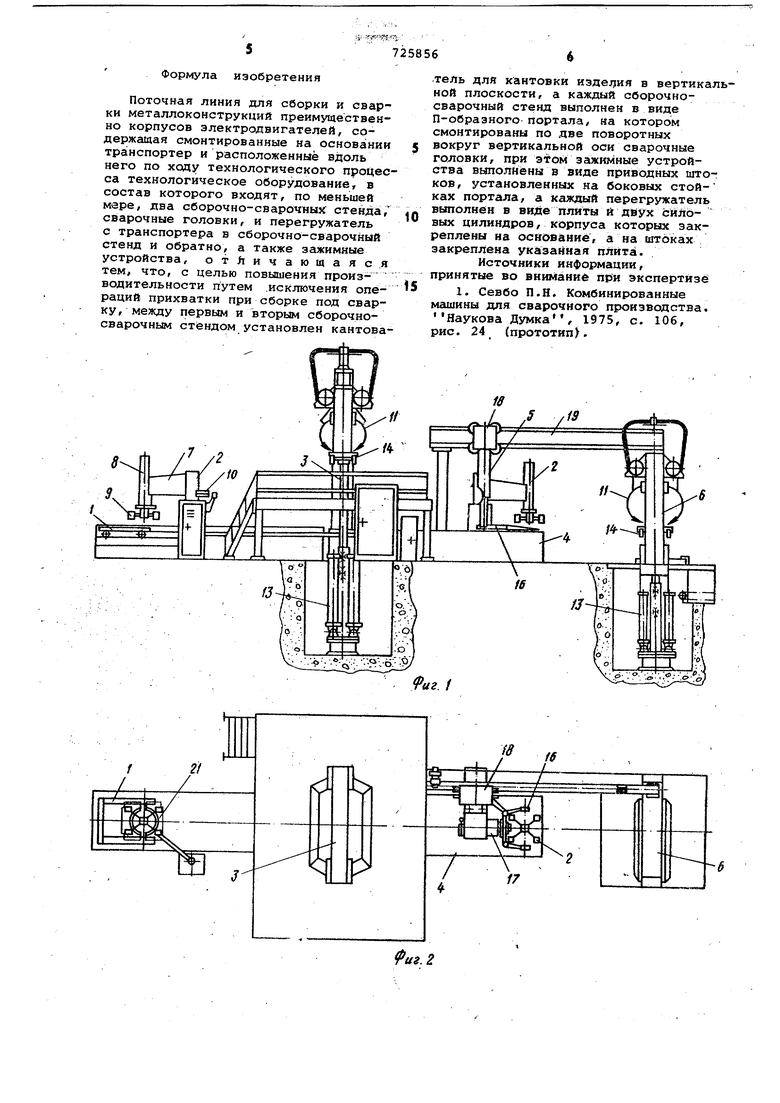
Поточная линия для сборки и сварки металлоконструкций преимущественно корпусов электродвигателей, содержащая смонтированные на основании тра нспортер и расположенные вдоль него по ходу технологического процесса технологическое оборудование, в состав которого входят, по меньшей мере, два сборочно-сварочных стенда, сварочные головки, и перегружатель с транспортера в сборочно-сварочный стенд и обратно, а также зажимные устройства, отличающаяся тем, что, с целью повышения производительности путем .исключения операций прихватки при сборке под сварку, между первым и вторым сборочносварочным стендом установлен кантователь для кантовки изделия в вертикальной плоскости, а каждый сборочносгарочный стенд выполнен в виде П-образного портала, на котором смонтированы по две поворотных вокруг вертикальной оси сварочные головки, при этом заьжимные устройства выполнены в виде приводных штоков, установленных на боковых стойках портала, а каждый перегружатель выполнен в вийе плиты и двух сило0вых цилиндров/ корпуса которых закреплены на основание, а на штоках закреплена указанная плйт. Источники информации, принятые во внимание при Экспертизе
5
1. Севбо П.Н. Комбинированные машины для сварочного производства. Hayкова Думка , 1975, с. 106, рис. 24 (прототип.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ И СТЕНД ДЛЯ СБОРКИ-СВАРКИ И МЕХОБРАБОТКИ БОРТА ВОЕННО-ГУСЕНИЧНОЙ МАШИНЫ | 2023 |
|
RU2824022C1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |