Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано при получении заготовок на сортопрокатных станах, осуществляющих деформацию и продольное разделение проката в валках.
Цель изобретения - улучшение качества поверхности кромок после разделения.
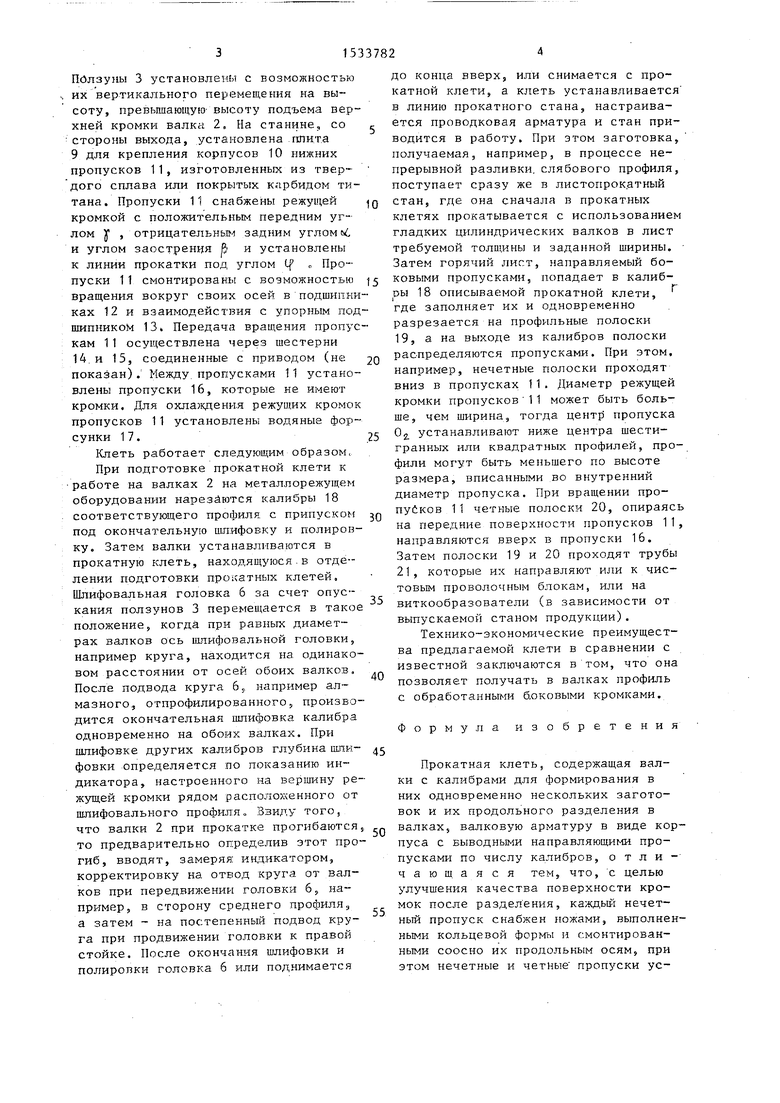
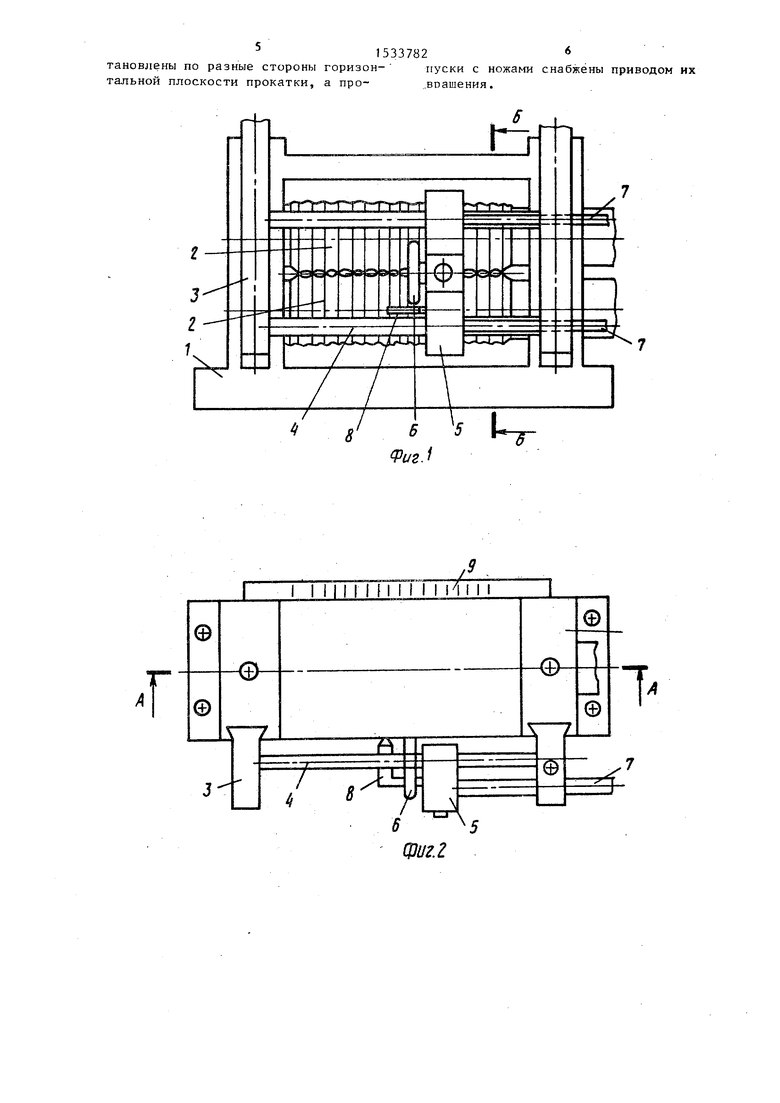
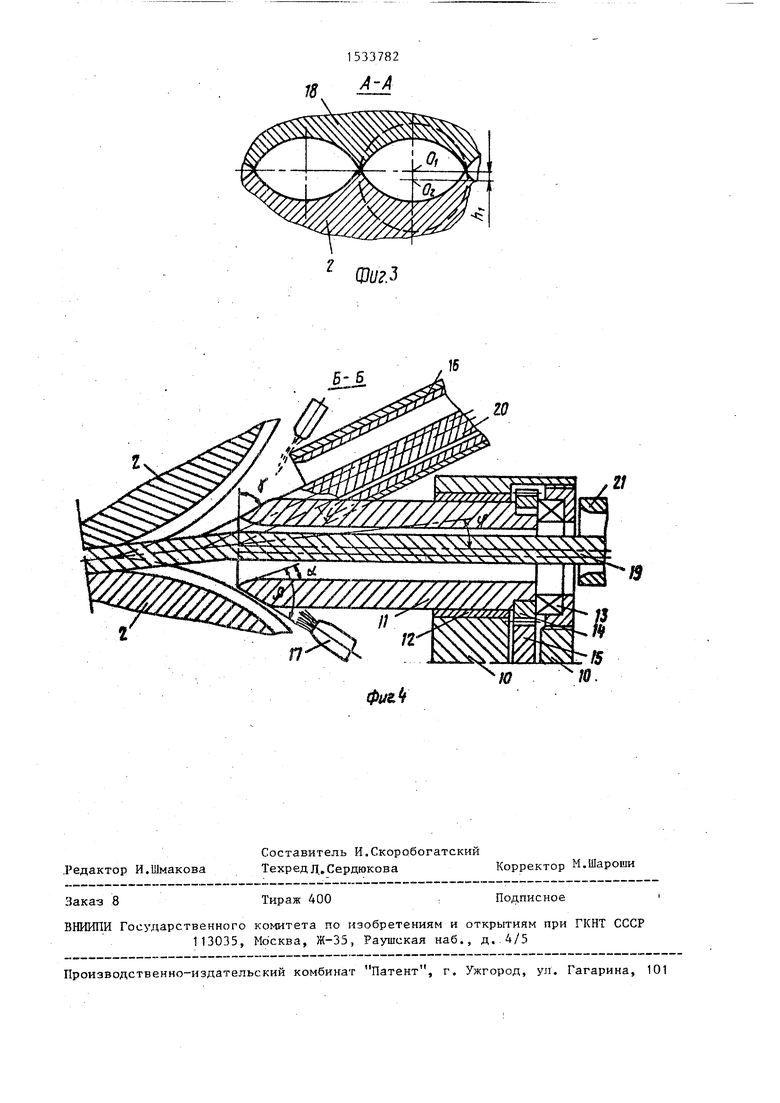
На фиг.1 показана схема клети, вид спереди; на фиг.2 - то же, план; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.1.
Клеть содержит станину 1, в которой установлены прокатные валки 2, например твердосплавные. В стойках станин 1 выполнены пазы (не показаны), например, в виде ласточкина хвоста, в которых установлены ползуны 3, соединенные с приводом подъема-опускания (не показан). В ползунах 3 закреплены штанги 4, на которых установлен корпус 5 шлифовальной головки 6, смонтированной с возможностью ее продольного перемещения по штангам 4 за счет винтов 7. На корпусе 5 установлен индикатор 8.
Ползуны 3 установлены с возможностью их вертикального перемещения на высоту, превышающую высоту подъема верхней кромки валка 2. На станине, со стороны выхода, установлена плита 9 для крепления корпусов 10 нижних пропусков 11, изготовленных из твердого сплава или покрытых карбидом титана. Пропуски 11 снабжены режущей кромкой с положительным передним углом у , отрицательным задним углом Ј и углом заострения В и установлены к линии прокатки под углом If г Пропуски 11 смонтированы с возможностью вращения вокруг своих осей в подшипниках 12 и взаимодействия с упорным подшипником 13. Передача вращения пропускам 11 осуществлена через шестерни 14 и 15, соединенные с приводом (.не показан). Между пропусками 11 установлены пропуски 16, которые не имеют кромки. Для охлаждения режущих кромок пропусков 11 установлены водяные форсунки 17. Клеть работает следующим образом При подготовке прокатной клети к работе на валках 2 на металлорежущем оборудовании нарезаются калибры 18 соответствующего профиля с припуском под окончательную шлифовку и полировку. Затем валки устанавливаются в прокатную клеть, находящуюся в отделении подготовки прокатных клетей. Шлифовальная головка 6 за счет опускания ползунов 3 перемещается в такое положение, когда при равных диаметрах валков ось шлифовальной головки, например круга, находится на одинаковом расстоянии от осей обоих валков. После подвода круга 6, например алмазного, отпрофилированного, производится окончательная шлифовка калибра одновременно на обоих валках. При шлифовке других калибров глубина шли- фовки определяется по показанию индикатора, настроенного на вершину режущей кромки рядом расположенного от шлифовального профиля. Ввиду того, что валки 2 при прокатке прогибаются, то предварительно определив этот прогиб, вводят, замеряя индикатором, корректировку на отвод круга от валков при передвижении головки 6, например, н сторону среднего профиля, а затем - на постепенный подвод круга при продвижении головки к правой стойке. После окончания шлифовки и полировки головка 6 или поднимается
,- д 05 о . 45
5
5
до конца вверх, или снимается с прокатной клети, а клеть устанавливается в линию прокатного стана, настраивается проводковая арматура и стан приводится в работу. При этом заготовка, получаемая, например, в процессе непрерывной разливки слябового профиля, поступает срлзу же в листопрокатный стан, где она сначала в прокатных клетях прокатывается с использованием гладких цилиндрических валков в лист требуемо толщины и сданной ширины. Затем горячий лист, направляемый боковыми пропусками, попадает в калибры 18 описываемой прокатной клети, г где заполняет их и одновременно разрезается на профильные полоски 19, а на выходе из калибров полоски распределяются пропусками. При этом, например, нечетные полоски проходят вниз в пропусках 11. Диаметр режущей кромки пропусков 11 может бьп ь больше, чем ширина, тогда центр пропуска Ог устанавливают пиле центра шестигранных или квадратных профилей, профили могут быть меньшего по высоте размера, вписанными по внутренний диаметр пропуска. При вращении пропусков 11 четнье полоскч 20, опираясь на передние поверхности пропусков 11, направляются вверх в пропуски 16. Затем полоски 19 и 20 проходят трубы 21, которые их направляют или к чистовым провочочным блокам, или на виткообразователи (в зависимости от выпускаемой станом продукции).
Технике-экономические преимущества предлагаемой клети в сравнении с известной заключаются в том, что она позволяет получать в валках профиль с обработанными боковыми кромками.
Формула изобретения
Прокатная кпеть, содержащая валки с калибрами дпя формирования в них одновременно нескольких заготовок и их продольного разделения в валках, валковую арматуру в виде корпуса с выводными направляющими пропусками по числу калибров, о т л и - чаюшачся тем, что, с целью улучшения качества поверхности кромок после разделения, каждый нечетный пропуск снабжен ножами, выполненными кольцевой формы и г монтированными соосно их продольным осям, при этом нечетные и четные пропуски ус1533782
тановлены по разные стороны горизон- пуски с ножами снабжены приводом их тальнон плоскости прокатки, а про- впашения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ прокатки сортовых заготовок | 1989 |
|
SU1674996A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2013 |
|
RU2544711C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| СПОСОБ РЕГЛАМЕНТИРОВАНИЯ УПРУГИХ ПЕРЕМЕЩЕНИЙ РУЧЬЕВ КАЛИБРА ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2408444C1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано при получении заготовок на сортопрокатных станах, осуществляющих деформацию и продольное разделение проката в валках. Цель изобретения - улучшение качества поверхности кромок после разделения. В процессе деформации металла в валках и формирования нескольких профилей продольное их разделение осуществляют по мере выхода заготовок из валков, при этом на выходе из калибров окончательное разделение и обработку кромок проводят ножами кольцевой формы, соединенными с приводом их вращения. Это позволяет улучшить качество проката. 4 ил.
В1 Б $ Фиг
Г I i 1111 ill 11 i i и 111
е
г
I
8
3
©
ru,
t X5 фиг. г
в-в
Редактор И.Шмакова
Составитель И.Скоробогатский
Техред Л. СердюковаКорректор М.Шароши
Заказ 8
Тираж 400
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
11
fS
ю.
Подписное
| Устройство для чистовой обработки калибров прокатных валков | 1973 |
|
SU476049A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Целиков А.И, и др | |||
| Прокатные станы | |||
| - М.: Металлургия, 1958, с.122, рис.121 | |||
| Способ разделения профилей при прокатке | 1986 |
|
SU1359021A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
