Изобретение относится к металлургии и может быть использовано для получения прокатных профилей на об- жимно-заготовочных и сортовых станах.
Целью изобретения является увеличение производительности стана посредством улучшения условий захвата металла валками в чистовом разделяющем калибре.
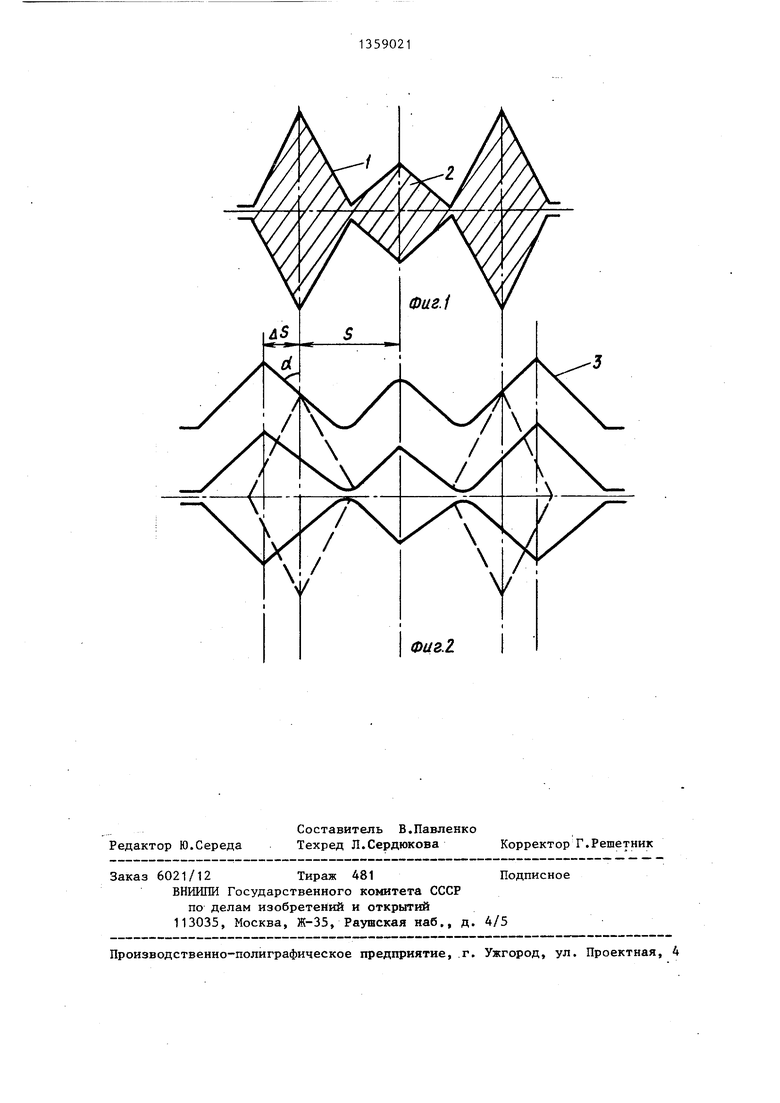
На фиг. 1 изображены сочлененные заготовки,полученные в предчистовом калибре;на фиг. 2 - момент захвата их в чистовом разделяющем калибре.
В процессе прокатки первоначально формируют одновременно несколько, преимущественно три заготовки,связанные между собой перемычками по ширине. В предчистовом калибре 1 в процессе деформации каждый четный профиль 2 формируют чистовым.Разделение заготовок осуществляют в чистовом калибре 3 путем растяжения перемычек до разрыва. При этом одновременно из нечетных профилей формируют чистовые профили.
Улучшение условий захвата металла валками в этом случае по сравнению с известнь1ми способами достигается уменьшением угла касания металла с валками вследствие уменьшения расстояния между вертикальными осями ручьев л5 предчистового и чистового калибров из-за отсутствия уширения при прокатке средней заготовки в чистовом калибре.
Пример. При проведении на стане 950/900 прокатки-разделения в трехручьевых калибрах в клети 900 получали две крайние заготовки
0
5
0
сечением 100x100 мм и одну среднюю - 70x70 мм. Диагонали ромбов для квадрата 100 мм равны 190 и 124 мм, диа- гонали квадрата 100 мм равны 140, диагонали среднего ромба равны 145 и 80 мм, диагонали квадрата 70 равны 98 мм.
Радиус в зоне сочлененных ручьев чистового калибра равен 7 мм. Радиус валков клети 900 составлял 420 мм.
По сравнению с прокаткой-разделением по известному способу с деформацией в чистовом проходе всех трех заготовок, угол касания металла с валками в момент захвата при осуществлении предлагаемого способа снизился на 2,5 . 1
Это позволяет улучшить захват ме- : талла и уменьшить цикл прокатки каждой заготовки приблизительно на 2-3 с.
25
30
35
изоб ретени
Формула
Способ разделения профилей при прокатке,включающий формирование одновременно нескольких,преимущественно трех, заготовок, соединенных между собой перемычками по ширине, и последующее их продольное разделение в валках прокатного стана путем растяжения перемычек до разрыва, о- т- личающийся тем,что, с целью увеличения производител1зности стана посредством улучшения условий захвата металла валками в чистовом разделяющем калибре, чистовой профил 40 каждой четной заготовки формируют в предчистовом калибре.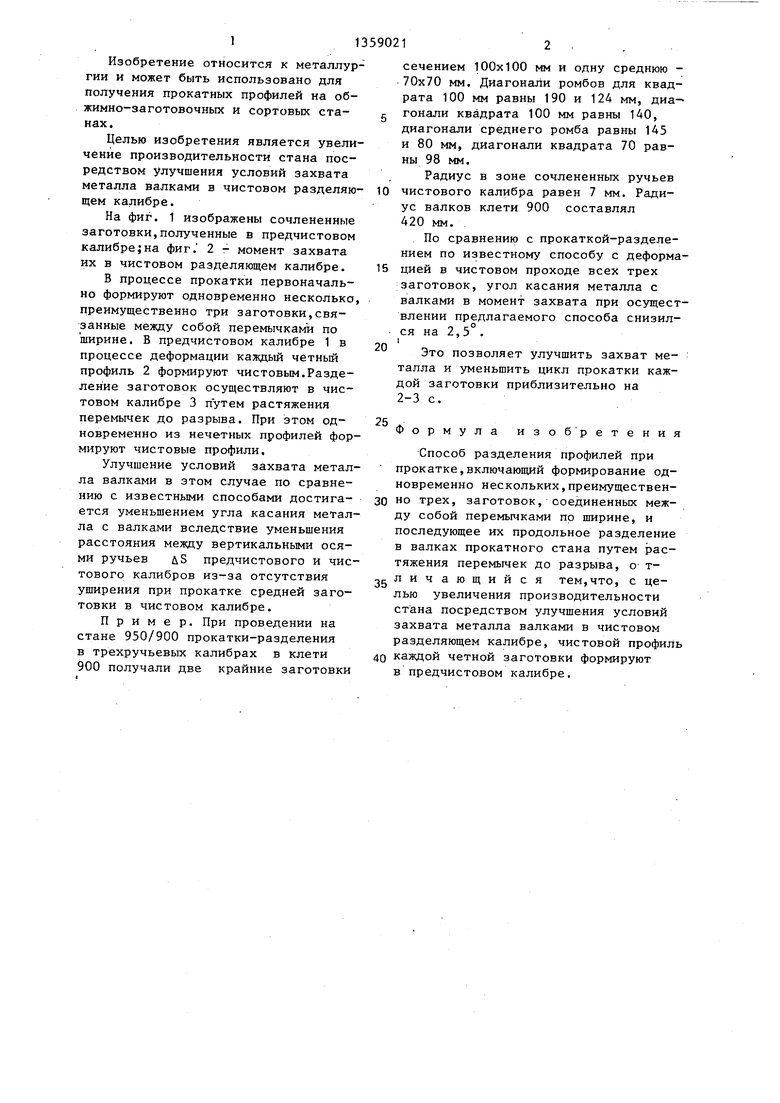
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| Способ прокатки сортовых заготовок | 1976 |
|
SU740311A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
Изобретение относится к металлургии и может быть использовано для получения прокатных профилей на обжимно-заготовочных и сортовых станах. Цель изобретения - увеличение производительности стана посредством улучшения условий захвата металла валками в чистовом разделяющем калибре. Согласно изобретению при формоизменении одновременно нескольких заготовок (преимущественно трех), связанных между собой перемычками, в предчистовом калибре каждый четный профиль формируют чистовым, а нечетные профили чистовыми делают в пос леднем пропуске с одновременным разделением их путем растяжения перемычек до разрыва. Улучщение условий захвата металла валками достигается уменьшением угла касания металла с , валками в разделяющем калибре за счет отсутствия уширения при прокатке четных заготовок. 2 ил. S (Л СО ел СО
Редактор Ю.Середа
Составитель В.Павленко
Техред Л.Сердюкова Корректор Г.Решетник
Заказ 6021/12 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Тринкс В, Калибровка прокатных валков | |||
| М | |||
| -Л | |||
| - Свердловск, ,1934 | |||
| ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Способ прокатки заготовок | 1976 |
|
SU622514A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
