Изобретение относится к прокатному производству и может быть использовано при производстве сортового проката, а также гнутого профиля.
Известен валковый комплект для прокатки профилей из порошковых материалов, содержащий верхний валок с буртом, нижний валок с ручьем и размещенное в нем упругое кольцо-бандаж, выполненное составным из трех колец - двух боковых и центрального. При этом диаметр упругого кольца-бандажа превышает диаметр нижнего валка (см. авт. св. СССР 1704921, B 22 F 3/18).
Недостатком данного валкового комплекта является низкая стойкость за счет того, что в результате попадания перед очагом деформации в зазор между элементами валкового комплекта прокатываемого материала в нем возникает неравномерное по ширине калибра распределение контактных напряжений, что приводит к разрушению валкового комплекта.
Наиболее близким аналогом к заявляемому объекту является валковый комплект для прокатки профилей из порошковых материалов, содержащий нижний валок с ручьем, в котором размещено упругое кольцо-бандаж с диаметром, превышающим диаметр нижнего валка, и верхний валок с буртом, установленный с возможностью перемещаться в вертикальной плоскости (см. авт. св. СССР 1574369, B 22 F 3/18, В 21 В 27/02).
Недостатком известного валкового комплекта является его низкая стойкость за счет появления знакопеременных напряжений растяжения - сжатия, которые приводят к его усталостному разрушению.
Техническая задача, решаемая изобретением, заключается в повышении стойкости валкового комплекта за счет переноса возникающих в калибре знакопеременных напряжений растяжения - сжатия на упругую зону валка.
Поставленная задача решается тем, что в известном валковом комплекте для прокатки сортовых профилей, содержащем нижний валок с ручьем, в котором размещено упругое кольцо-бандаж с диаметром, превышающим диаметр нижнего валка, и верхний валок с буртом, установленный с возможностью перемещения в вертикальной плоскости, согласно изобретению, нижний валок по дну ручья в плоскости, перпендикулярной его оси, выполнен разрезным со скошенными навстречу друг другу в месте разреза поверхностями, образующими в дне ручья V-образную кольцевую выемку с углом наклона сторон, соответствующим углу наклона боковых сторон ручья, при этом в теле разрезного валка выполнен сквозной осевой канал, в котором установлен с жесткой фиксацией упругий элемент, а кольцо-бандаж выполнено со сплошной наружной поверхностью и имеет ширину, равную ширине дна ручья разрезного валка.
Отличительные признаки, характеризующие выполнение валка в плоскости, перпендикулярной его оси, разрезным со скошенными навстречу друг другу в месте разреза поверхностями, образующими в дне ручья V-образную кольцевую выемку с углом наклона сторон, соответствующим углу наклона боковых сторон ручья, в известных технических решениях не обнаружены.
Такое конструктивное выполнение нижнего валка комплекта позволяет обеспечить в процессе прокатки образование закрытого калибра и одновременно исключить возникновение концентраторов циклических напряжений в сечениях ручья валка, что позволяет повысить жесткость калибра, а следовательно, и стойкость валкового комплекта.
Известно в составном прокатном валке создание гибкой связи путем выполнения в теле валка продольного осевого канала, в котором установлен жестко закрепленный упругий элемент (см., например, авт. св. СССР 1475744, В 21 В 27/02). Как в известном, так и заявляемом устройстве выполнение подобной гибкой связи направлено на повышение крутящего момента.
Однако наравне с известным техническим свойством в заявляемом устройстве указанный отличительный признак проявляет новое техническое свойство, заключающееся в образовании под действием силы прокатки закрытого калибра при одновременном переносе возникающих в нем знакопеременных напряжений растяжения - сжатия на упругую зону валка, образованную продольным осевым каналом и жестко зафиксированным в нем упругим элементом, а также в предотвращении возникновения концентраторов напряжений в упругом кольце-бандаже, размещенном в дне ручья нижнего валка. Все это способствует повышению стойкости валкового комплекта.
Отличительные признаки, характеризующие форму выполнения поверхности и размеры кольца-бандажа, в известных решениях не обнаружены.
На основании вышеприведенного анализа можно сделать вывод, что для специалиста заявляемый валковый комплект для прокатки сортовых профилей не следует явным образом из известного уровня техники, а следовательно, соответствует условию патентоспособности "изобретательный уровень".
Сущность изобретения поясняется чертежами, где:
на фиг. 1 изображен валковый комплект для прокатки сортовых профилей, общий вид с частичным разрезом;
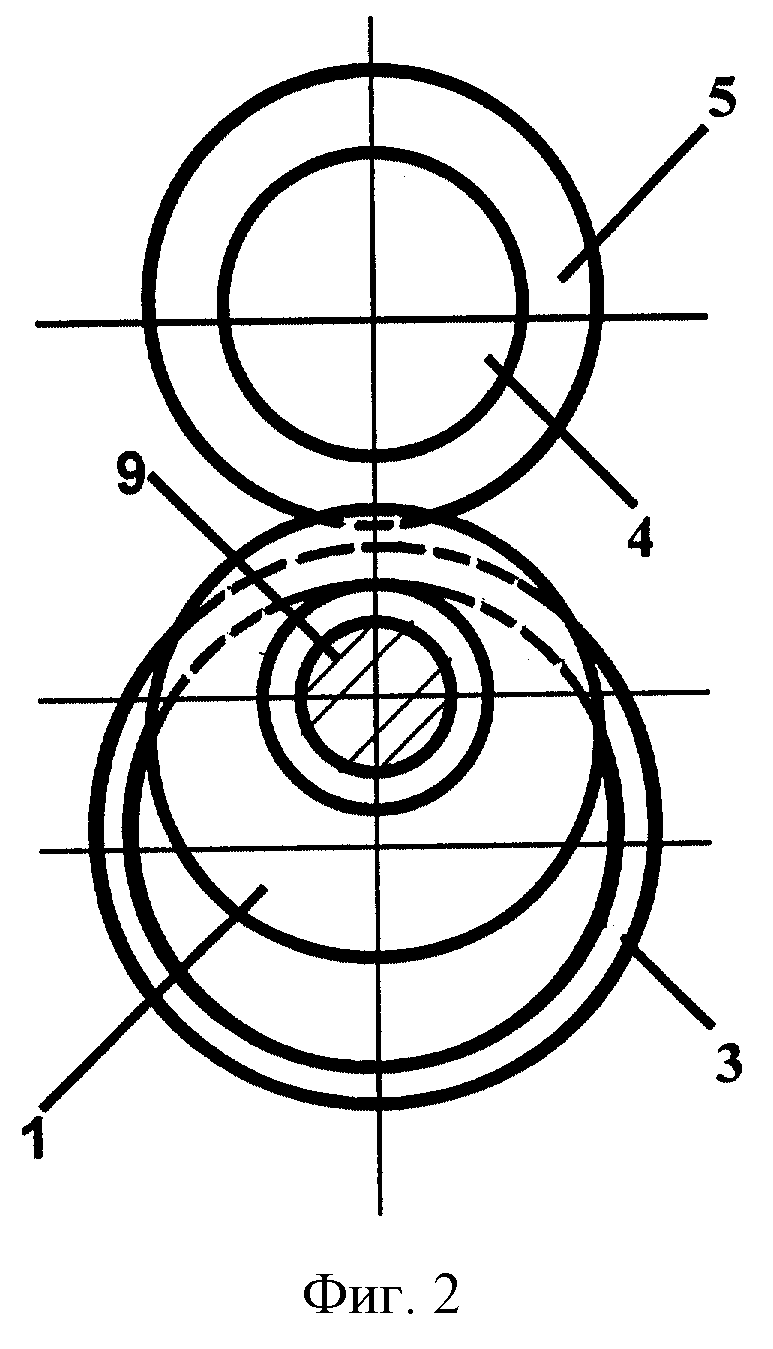
на фиг.2 - валковый комплект, вид сбоку;
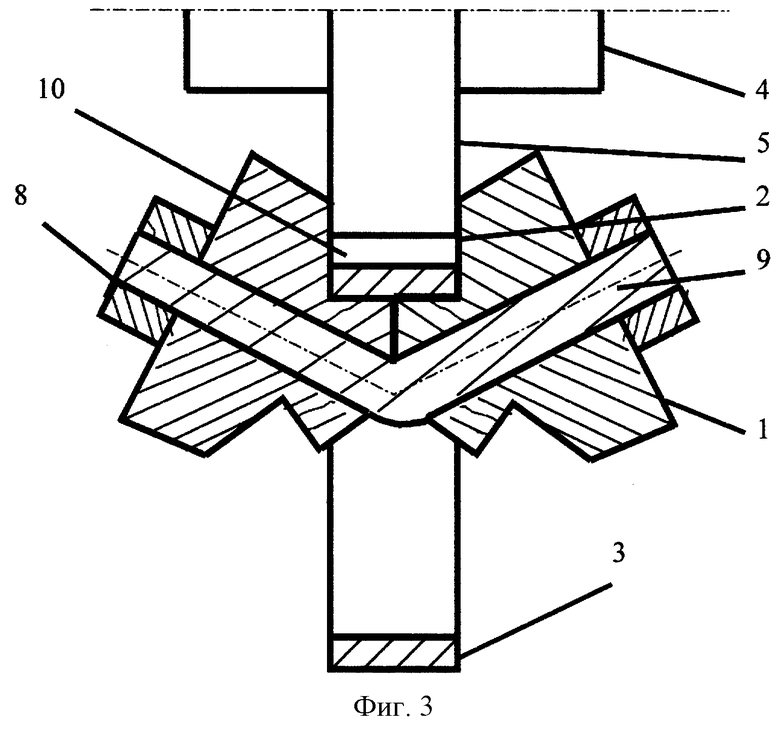
на фиг.3 - валковый комплект в рабочем состоянии при задаче материала в валки.
Валковый комплект для прокатки сортовых профилей состоит из нижнего валка 1 (фиг.1-3) с ручьем 2, в котором размещено упругое кольцо-бандаж 3, и верхнего валка 4 с буртом 5, установленного с возможностью перемещения в вертикальной плоскости. Нижний валок 1 (фиг.1, 2) в дне ручья 2 в плоскости, перпендикулярной его оси, выполнен разрезным со скошенными навстречу друг другу в месте разреза поверхностями, образующими в дне 6 ручья 2 V-образную кольцевую выемку 7 (фиг. 1) с углом наклона сторон, соответствующим углу наклона боковых сторон ручья 2. В теле нижнего разрезного валка 1 выполнен сквозной осевой канал 8 (фиг.1, 3), в котором установлен с жесткой фиксацией упругий элемент 9 (фиг.1-3). Упругое кольцо-бандаж 3 (фиг.3) имеет диаметр, превышающий диаметр нижнего валка 1 с ручьем 2. Наружная поверхность кольца-бандажа 3 (фиг.1, 3) выполнена сплошной. При этом ширина кольца-бандажа 3 равна ширине дна ручья 2 нижнего валка 1. Бурт 5 верхнего валка 4, боковые стороны ручья 2 и наружная поверхность упругого кольца-бандажа 3 предназначены для образования в процессе прокатки закрытого калибра 10 (фиг.3). Жесткая фиксация упругого элемента 9 внутри сквозного осевого канала 8 осуществляется любым известным способом, например, сваркой концов упругого элемента 8 к торцевым поверхностям разрезного валка 1.
Работает валковый комплект следующим образом.
Прокатываемый материал задают в валки 1 и 4 (фиг.1, 3) между наружной поверхностью упругого кольца-бандажа 3 и буртом 5 верхнего валка 4. Под действием силы прокатки нижний разрезной валок 1 (фиг.3) с ручьем 2 изгибается. При этом боковые стороны ручья 2 и стороны V-образной кольцевой выемки 7, имеющие угол наклона, равный углу наклона сторон ручья 2, сходятся в направлении вертикальной оси валкового комплекта, а другие стороны V-кольцевой выемки 7, лежащие за очагом деформации, расходятся за счет прогиба жестко зафиксированного в осевом канале 8 разрезного валка 1 упругого элемента 9, образуя при этом упругую зону. В результате такого изгиба нижнего разрезного валка 1 боковые стороны его ручья 2, сплошная наружная поверхность размещенного в ручье 2 упругого кольца-бандажа 3 и бурт 5 верхнего валка 4 образуют закрытый калибр 10 (фиг.3) с выпуском в очаге деформации, равным нулю. Ширина прокатываемого профиля равна ширине наружной поверхности упругого кольца-бандажа 3, т.е. ширине закрытого калибра 10.
При этом знакопеременные напряжения растяжения - сжатия, возникающие в процессе прокатки в закрытом калибре 10 валкового комплекта, локализуются не в сечениях калибра 10, а переносятся на упругую зону нижнего разрезного валка 1, равномерно распределяясь в ней вдоль осевого канала 8 и упругого элемента 9. Кроме того, такое распределение знакопеременных напряжений исключает возможность возникновения концентраторов напряжений в упругом кольце-бандаже 3. В результате этого увеличивается жесткость калибра, а это ведет к значительному повышению стойкости заявляемого валкового комплекта.
После прохода пластически деформированным материалом очага деформации, за счет того, что диаметр упругого кольца-бандажа 3 превышает диаметр нижнего валка 1, происходит освобождение проката из закрытого калибра 10. При этом изготовленный в процессе прокатки сортовой профиль имеет высокую точность по ширине.
На основании вышеизложенного можно сделать вывод, что заявляемый валковый комплект для прокатки сортовых профилей работоспособен и устраняет недостатки, имеющие место в прототипе, что подтверждается примером выполнения. Заявляемое устройство может найти широкое применение в прокатном производстве для изготовления сортового проката и гнутого профиля, а следовательно, соответствует условию патентоспособности "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1989 |
|
SU1743694A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОУГЛЕРОДИСТОЙ АРМАТУРНОЙ ПРОВОЛОКИ | 2002 |
|
RU2221654C1 |
| Валковый узел для продольной прокатки | 1982 |
|
SU1024131A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ БАЛОК | 1999 |
|
RU2168379C2 |
| Прокатный валок для прокатки полок сортового проката | 1984 |
|
SU1284626A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1990 |
|
RU2068309C1 |
Изобретение относится к прокатному производству и может быть использовано при производстве сортового проката, а также гнутого профиля. Технический результат: повышение стойкости валкового комплекта за счет переноса возникающих в калибре знакопеременных напряжений растяжения - сжатия на упругую зону валка. Валковый комплект для прокатки сортовых профилей содержит нижний валок с ручьем, в котором размещено упругое кольцо - бандаж с диаметром, превышающим диаметр нижнего валка, и верхний валок с буртом, установленный с возможностью перемещения в вертикальной плоскости относительно нижнего валка. Нижний валок в дне ручья выполнен разрезным в плоскости, перпендикулярной оси валка со скошенными навстречу друг другу в месте разреза поверхностями, образующими в дне ручья V-образную кольцевую выемку. Угол наклона сторон выемки соответствует углу наклона боковых сторон ручья. В теле разрезного валка выполнен сквозной осевой канал, в котором установлен с жесткой фиксацией упругий элемент. Наружная поверхность упругого кольца-бандажа выполнена сплошной, а его ширина равна ширине дна ручья нижнего валка. Изобретение позволяет повысить стойкость валкового комплекта для прокатки сортовых профилей в 1,5 раза. 3 ил.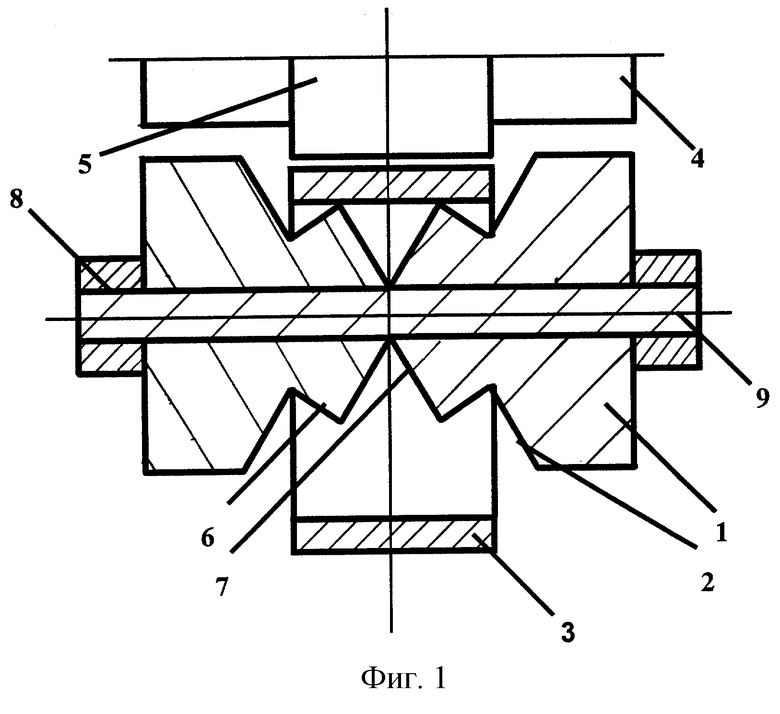
Валковый комплект для прокатки сортовых профилей, содержащий нижний валок с ручьем, в котором размещено упругое кольцо-бандаж с диаметром, превышающим диаметр нижнего валка, и верхний валок с буртом, установленный с возможностью перемещения в вертикальной плоскости, отличающийся тем, что нижний валок по дну ручья в плоскости, перпендикулярной его оси, выполнен разрезным со скошенными навстречу друг другу в месте разреза поверхностями, образующими в дне ручья V-образную кольцевую выемку с углом наклона сторон, соответствующим углу наклона боковых сторон ручья, в теле разрезного валка выполнен сквозной осевой канал, в котором установлен с жесткой фиксацией упругий элемент, а кольцо-бандаж выполнено со сплошной наружной поверхностью и имеет ширину, равную ширине дна ручья разрезного валка.
| Валковый комплект для прокатки профилей из порошковых материалов | 1988 |
|
SU1574369A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Валковый узел прокатной клети | 1974 |
|
SU502668A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНЫЙ КАЛИБР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011452C1 |
| US 4821550, 18.04.1984 | |||
| АКТИВИРОВАННЫЙ МИНЕРАЛЬНЫЙ ПОРОШОК ДЛЯ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ | 2010 |
|
RU2439017C1 |

