Изобретение относится к области обработки металлов давлением и касается изготовления проволоки из малопластичных труднодеформируемых сплавов на машинах многократного волочения проволоки без скольжения.
Цель изобретения - увеличение производительности при волочении малопластичных труднодеформируемых цветных металлов и сплавов с обеспечением стабильности механических свойств по длине проволоки.
На чертеже изображен блок машины, общий вид.
Устройство состоит из нескольких блоков по числу проходов, каждый из которых состоит из волочильного инструмента 1 промежуточного барабана 2. В полости барабана выполнена перегородка, разделяющая полость на две части. В верхней части барабана концентрично его наружной поверхности установлено нагревательное устройство 3. В нижней части барабана установлены напорный 4 и сливной 5 трубопроводы.
Перед началом работы волочильный инструмент 1 каждого блока машины многопроходного волочения проволоки устанавливают согласно маршруту волочения в волокодержатель, в который загружается смазка (мыльный порошок), по электроконтактному термометру устанавливается температурный интервал нагрева, включаются нагревательные устройства 3 и система охлаждения волочильных барабанов 2, состоящая из напорного 4 и сливного 5 трубопроводов. Заостренный конец проволоки пропускается через волочильный инструмент 1-го блока и зажимается в губки цанги, последняя навешивается своим крючком в предусмотренное гнездо волочильного барабана. Сообщается плавное вращение волочильного барабана до тех пор, пока на него намотается 8-10 витков проволоки. Затем проволока освобождается от цанги и пе5
0
5
0
5
0
5
0
5
редним концом закрепляется на ролике поводкового устройства 6. Сообщается вращение барабану, который заполняется проволокой примерно на 2/3 высоты рабочей поверхности волочильного барабана. После чего блок останавливают, освобождают конец проволоки от ролика поводкового устройства, снимают несколько витков проволоки с барабана, конец проволоки заостряют, пропускают по верхнему направляющему ролику 7 и по нижнему направляющему ролику следующего блока, в котором заправка производится снова, как описано. Таким образом, заправляются все блоки, установленные в линии волочения. Количество проволоки на волочильных барабанах блоков (процент заполнения) устанавливается опытным путем.
Нагревательные устройства, установленные в верхней части барабанов в линии волочения, настроенные на определенный температурный Ш1тервал разогрева спирали (не выше 600VC), в момент заправки машины включены, включена также система охлаждения волочильных барабанов. Контроль температуры нагревателей, а следовательно, и проволоки осуществляется системой автоматического регулирования температуры с двухступенчатым регулятором.
Нагрев проволоки в объеме накопителя осуществляется лучистой энергией тепла, отдаваемого спиралью нагревательного устройства через кольцевой воздушный зазор между проволокой, намотанной на барабан, и внутренней стенкой нагревательного устройства.
Перед входом нагретой проволоки в волочильньй инструмент на ее поверхность наносится слой порошковой мыльной смазки, при этом последняя периодически встряхивается механизмом электромагнитно-рычажного типа.
Предлагаемое устройство обеспечивает возможность многопроходного волочения малопластичных металлов и сплавов с большой суммарной вытяжкой без промежуточных отжигов и, что очень важно, с обеспечением равномерности механических свойств проволоки по длине.
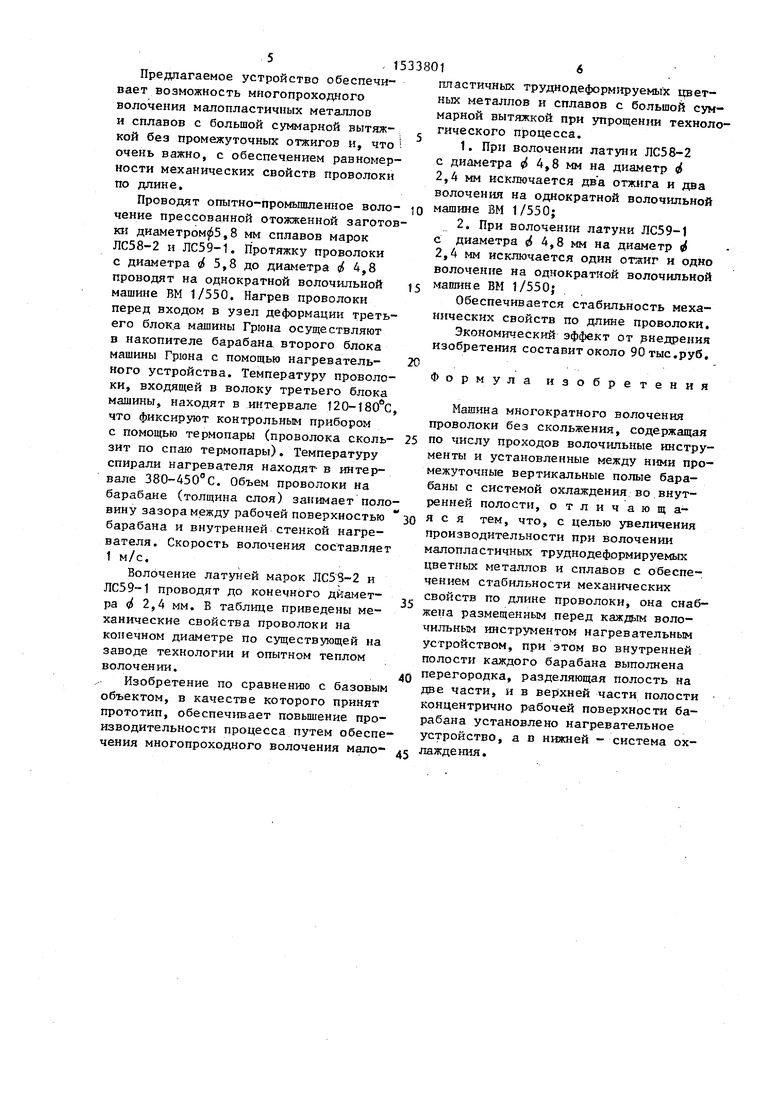
Проводят опытно-промышленное волочение прессованной отожженной заготовки диаметром05,8 мм сплавов марок ЛС58-2 и ЛС59-1. Протяжку проволоки с диаметра k 5,8 до диаметра i 4,8 проводят на однократной волочильной машине ВМ 1/550. Нагрев проволоки перед входом в узел деформации третьего блока машины Грюна осуществляют в накопителе барабана второго блока машины Грюна с помощью нагревательного устройства. Температуру проволоки, входящей в волоку третьего блока машины, находят в интервале 120-180еС, что фиксируют контрольным прибором с помощью термопары (проволока сколь- зит по спаю термопары). Температуру спирали нагревателя находят в интервале 380-450°С. Объем проволоки на барабане (толщина слоя) занимает половину зазора между рабочей поверхностью барабана и внутренней стенкой нагревателя. Скорость волочения составляет 1 м/с.
Волочение латуней марок ЛС58-2 и ЛС59-1 проводят до конечного диаметра j 2,4 мм. В таблице приведены механические свойства проволоки на конечном диаметре по существующей на заводе технологии и опытном теплом волочении.
Изобретение по сравнению с базовым объектом, в качестве которого принят прототип, обеспечивает повышение производительности процесса путем обеспе
пластичных труднодеформируемых цветных металлов и сплавов с большой суммарной вытяжкой при упрощении технологического процесса.
1.При волочении латуни ЛС58-2 с диаметра «$4,8 мм на диаметр 2,4 мм исключается два отжига и два волочения на однократной волочильной
машине ВМ 1/550;
2.При волочении латуни ЛС59-1 с диаметра & 4,8 мм на диаметр 4 2,4 мм исключается один отжиг и одно волочение на однократной волочильной
машине ВМ 1/550;
Обеспечивается стабильность механических свойств по длине проволоки.
Экономический эффект от рнедрення изобретения составит около 90 тыс.руб.
20
25
Формула изобретения
5
0
5
Машина многократного волочения проволоки без скольжения, содержащая по числу проходов волочильные инструменты и установленные между ними промежуточные вертикальные полые барабаны с системой охлаждения во внутренней полости, отличающаяся тем, что, с целью увеличения производительности при волочении малопластичных труднодеформируемых цветных металлов и сплавов с обеспечением стабильности механических свойств по длине проволоки, она снабжена размещенным перед каждым волочильным инструментом нагревательным устройством, при этом во внутренней полости каждого барабана выполнена Q перегородка, разделяющая полость на две части, и в верхней части полости концентрично рабочей поверхности барабана установлено нагревательное устройство, а в нижней - система ох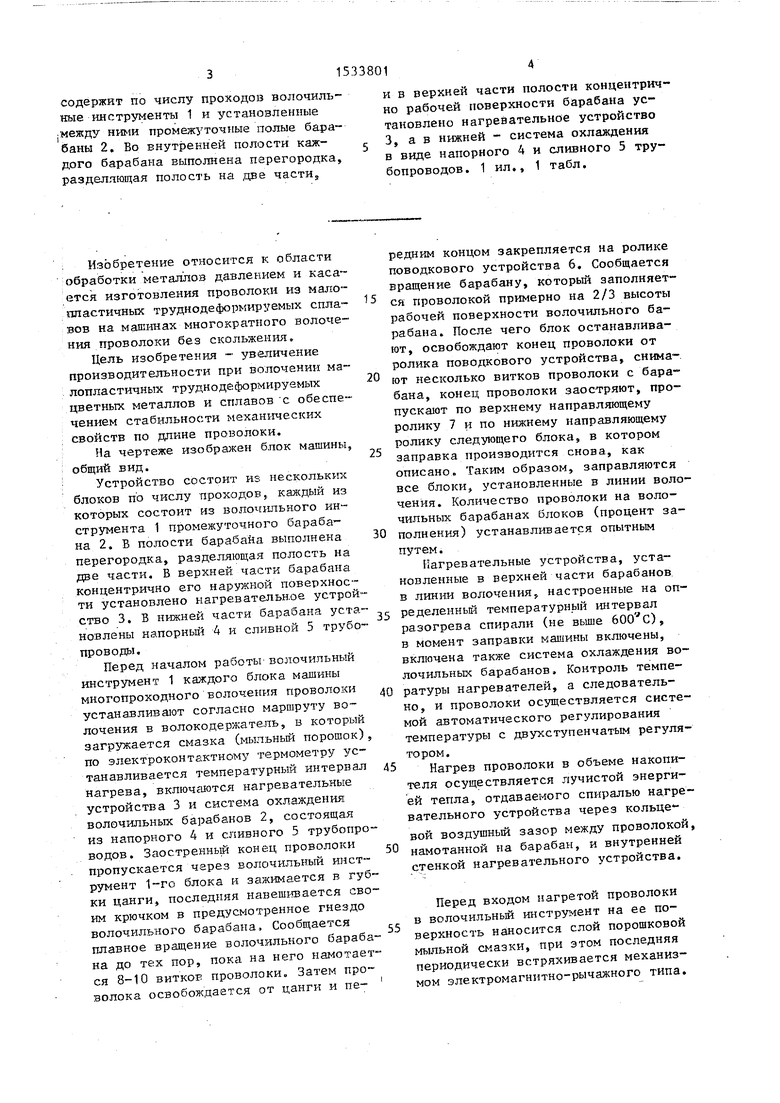
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для теплого волочения проволоки из малопластичных цветных металлов и сплавов | 1986 |
|
SU1384352A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СВИНЦОВЫХ ЛАТУНЕЙ | 2007 |
|
RU2352682C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2004 |
|
RU2252091C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| Волока | 1987 |
|
SU1454533A1 |
Изобретение относится к области обработки металлов давлением и касается изготовления проволоки из малопластичных труднодеформируемых сплавов на машинах многократного волочения проволоки без скольжения. Цель изобретения - увеличение производительности при волочении малопластичных труднодеформируемых цветных металлов и сплавов с обеспечением стабильности механических свойств по длине проволоки. Машина многократного волочения проволоки без скольжения содержит по числу проходов волочильные инструменты 1 и установленные между ними промежуточные полые барабаны 2. Во внутренней полости каждого барабана выполнена перегородка, разделяющая полость на две части, и в верхней части полости концентрично рабочей поверхности барабана установлено нагревательное устройство 3, а в нижней - система охлаждения в виде напорного 4 и сливного 5 трубопроводов. 1 ил., 1 табл.
чения многопроходного волочения мало- де лаждения.
Сплав ЛС58-2, проволока 4 2,4 мм Известная технология (в , МПа | о, TL (опытное волочение JGe, МПа I S, Z
Волочение 5,8-4,8 ,ВМ 1/550 Отжиг: печь БИЛ Волочение 4,8 -- 4,0 ВМ 1/550
Волочение 5,8- 4,8 ВН 1/550
Отжиг: печь БИЛ Волочение с нагревом проволоки в накопителе барабана блока
Отжиг: печь БИЛ волочильной машины
Волочение 4,0--3,35Грюна по составу
ВМ 1/5504,,0 -
ВолочениеПо ТУ 340 По ТУ 340 --3,35 ,,4
3,,4 на 13-кратной волочильной машине ВМ 15/450
Сплав ЛС59-1, проволока I 2,4 мм
Волочение 5,8 4,8
ВМ 1/550
Отжиг: печь БИЛ
Волочение 4,,8
ВМ 1/550
Отжиг: печь БИЛ
Волочение 3,8 - 2,4
на 15-кратной воло-
чильной машине
ВМ 15/450
350
31
Волочение 5,8 4,8 ВМ 1/550
Отжиг: печь БИЛ Волочение с нагревом проволоки в накопителе барабана блока волочильной машины Грюна по составу 4,8 - 4,0- -3,35-2,8 -2,4
