Изобретение относится к оснастке для обработки металлов давлением и может быть использовано для получения деталей из особотонкостенных труб.
Целью изобретения является расширение технологических возможностей.
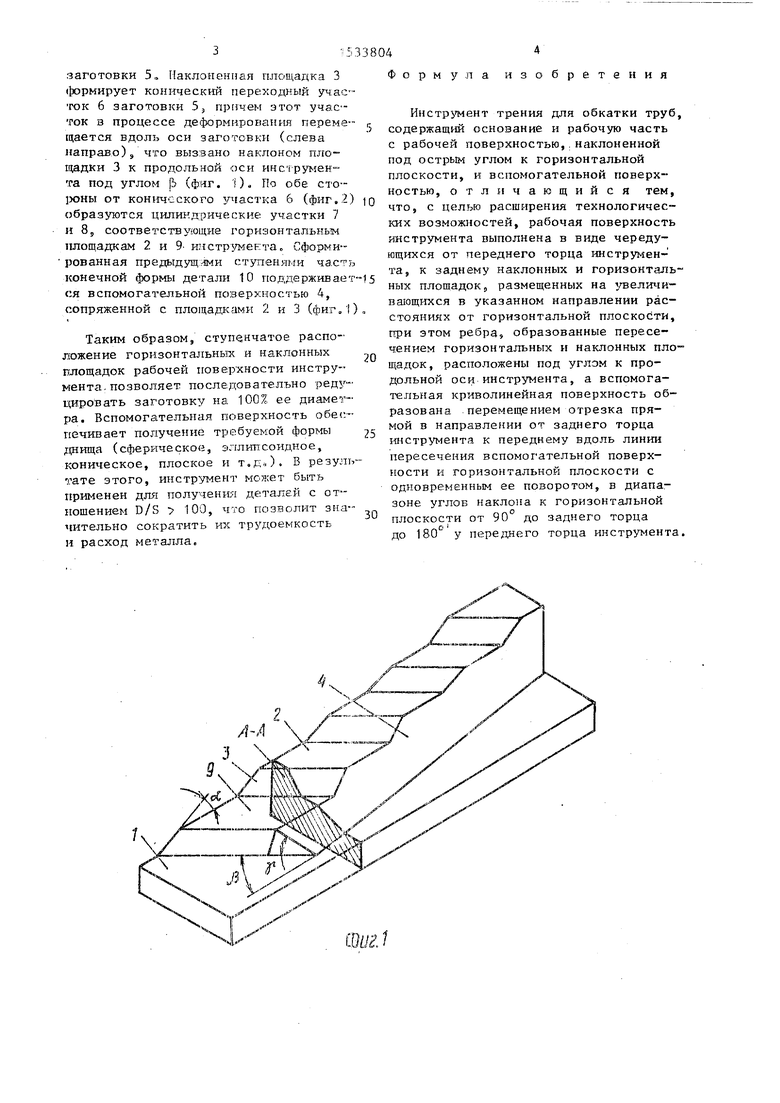
На фиг. 1 показан инструмент, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Инструмент содержит основание 1 и рабочую часть с рабочей и вспомогательной поверхностями. Рабочая поверхность выполнена в виде чередующихся горизонтальных площадок 2 и площадок 3, наклоненных под острым углом об к горизонтальной плоскости.
Площадки 2 и 3 образуют ступени, ребра которых составляют угол /3 с продольной осью инструмента. Инструмент выполнен с криволинейной вспомогательной поверхностью 4, угол на- чшона которой к горизонтальной плоскости плавно изменяется от 180° у переднего торца инструмента до 90 у заднего (угол у).
При обкатке инструмент движется вдоль своей продольной оси перпендикулярно оси вращающейся заготовки. Рабочая поверхность инструмента, контактируя с поверхностью заготовки, изменяет ее форму. На фиг. 2 показана промежуточная стадия деформирования
Сл
оо со
00
заготовки 5. Наклоненная площадка 3 формирует конический переходный участок 6 заготовки 5, причем этот участок в процессе деформирования переме- щается вдоль оси заготовки (слева направо), что вызвано наклоном площадки 3 к продольной оси инструмента под углом (Ь (фиг. 1). По обе стороны от конического участка 6 (фиг.2) образуются цилиндрические участки 7 и 8, соответствующие горизонтальным площадкам 2 и 9 инструмента. Сформированная предыдущими ступенями часть конечной формы детали 10 поддерживается вспомогательной поверхностью 4, сопряженной с площадками 2 и 3 (фиг.1)
Таким образом, ступенчатое расположение горизонтальных и наклонных площадок рабочей поверхности инструмента позволяет последовательно редуцировать заготовку на 100% ее диаметра. Вспомогательная поверхность обеспечивает получение требуемой формы днища (сферическое, эллипсоидное, коническое, плоское и т.д.). В результате этого, инструмент может быть применен для получения деталей с отношением D/S 100, что позволит значительно сократить их трудоемкость и расход металла.
- Q 5
0
5
0
Формула изобретения
Инструмент трения для обкатки труб, содержащий основание и рабочую часть с рабочей поверхностью, наклоненной под острым углом к горизонтальной плоскости, и вспомогательной поверхностью, отличающийся тем, что, с целью расширения технологических возможностей, рабочая поверхность инструмента выполнена в виде чередующихся от переднего торца инструмента, к заднему наклонных и горизонтальных площадок, размещенных на увеличивающихся в указанном направлении расстояниях от горизонтальной плоскости, при этом ребра, образованные пересечением горизонтальных и наклонных площадок, расположены под углэм к продольной оси инструмента, а вспомогательная криволинейная поверхность образована перемещением отрезка прямой в направлении от заднего торца инструмента к переднему вдоль линии пересечения вспомогательной поверхности и горизонтальной плоскости с одновременным ее поворотом, в диапазоне углов наклона к горизонтальной плоскости от 90° до заднего торца до 180° у переднего торца инструмента.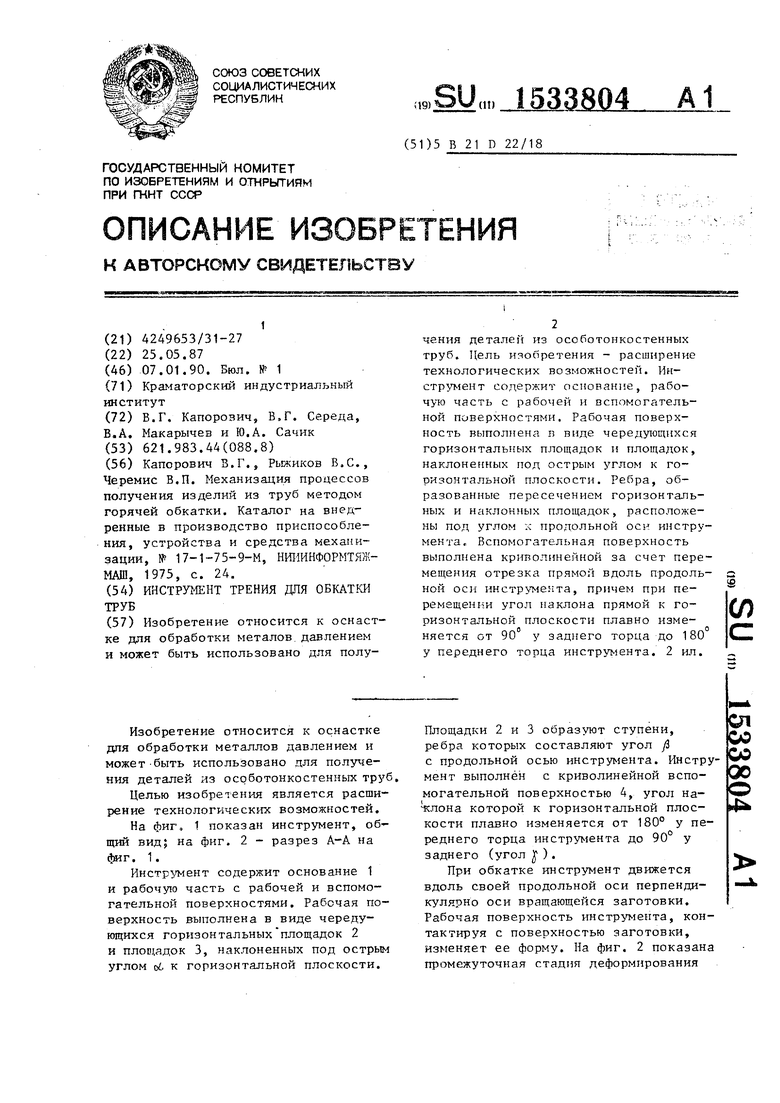
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| Инструмент для ковки | 1986 |
|
SU1505654A1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 2008 |
|
RU2453403C2 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU707665A1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2539277C2 |
| Устройство для тренировки горнолыжников | 1982 |
|
SU1110460A1 |
| Инструмент для получения ребристых трубчатых радиаторов | 1989 |
|
SU1808474A1 |
Изобретение относится к оснастке для обработки металлов давлением и может быть использовано для получения деталей из особотонкостенных труб. Цель изобретения - расширение технологических возможностей. Инструмент содержит основание, рабочую часть с рабочей и вспомогательной поверхностями. Рабочая поверхность выполнена в виде чередующихся горизонтальных площадок и площадок, наклоненных под острым углом к горизонтальной плоскости. Ребра, образованные пересечением горизонтальных и наклонных площадок, расположены под углом к продольной оси инструмента. Вспомогательная поверхность выполнена криволинейной за счет перемещения отрезка прямой вдоль продольной оси инструмента, причем при перемещении угол наклона прямой к горизонтальной плоскости плавно изменяется от 90° у заднего торца до 180° у переднего торца инструмента. 2 ил.
- V
Шиг.1
Фиг. 2
| Капорович В.Г., Рыжиков B.C., Черемис В.П | |||
| Механизация процессов получения изделий из труб методом горячей обкатки | |||
| Каталог на внедренные в производство приспособления, устройства и средства механизации, № 17-1-75-9-М, НИШНФОРМТЯЖ- МАШ, 1975, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
