1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий типа ступенчатых валов.
Известен инструмент для поперечно-клиновой прокатки изделий тина ступенчатых валов, содержащий две противолежащие деформирующие грани, наклоненные под острым углом к плоскости основания и к продольной оси инструмента, и сопряженную с деформирующими гранями калибрующую грань, расположенную в выходной части инструмента 1.
Недостатком известного инструмента является то, что он не обесиечивает прокатку со степенью обжатия большей двух. Это получается вследствие того, что при повыщении степени обжатия уменьщается площадь сечения прокатываемого участка, следовательно снижается и сопротивление его разрыву. При этом площадь наклонной площади контакта возрастает. В силу пропорциональности осевого растягивающего усилия прокатки площади наклонной площадки контакта, с увеличением степени обжатия осевое растягивающее усилие прокатки возрастает.
Цель изобретения - обеспечение возможности прокатки со степенью обжатия больще двух за один проход.
Это достигается тем, что деформирующие грани выполнены многоступенчатыми, причем ступени каждой грани образованы площадками, наклоненными к плоскости основания под острыми углами с вершинами, обращенными к нротиволежащей грани, и боковыми гранями, наклоненными к площадкам под тупыми углами и образующими при пересечении с площадками ребра, наклоненные к продольной оси инструмента под острыми углами с верщинами, обращенными к выходной части инструмента.
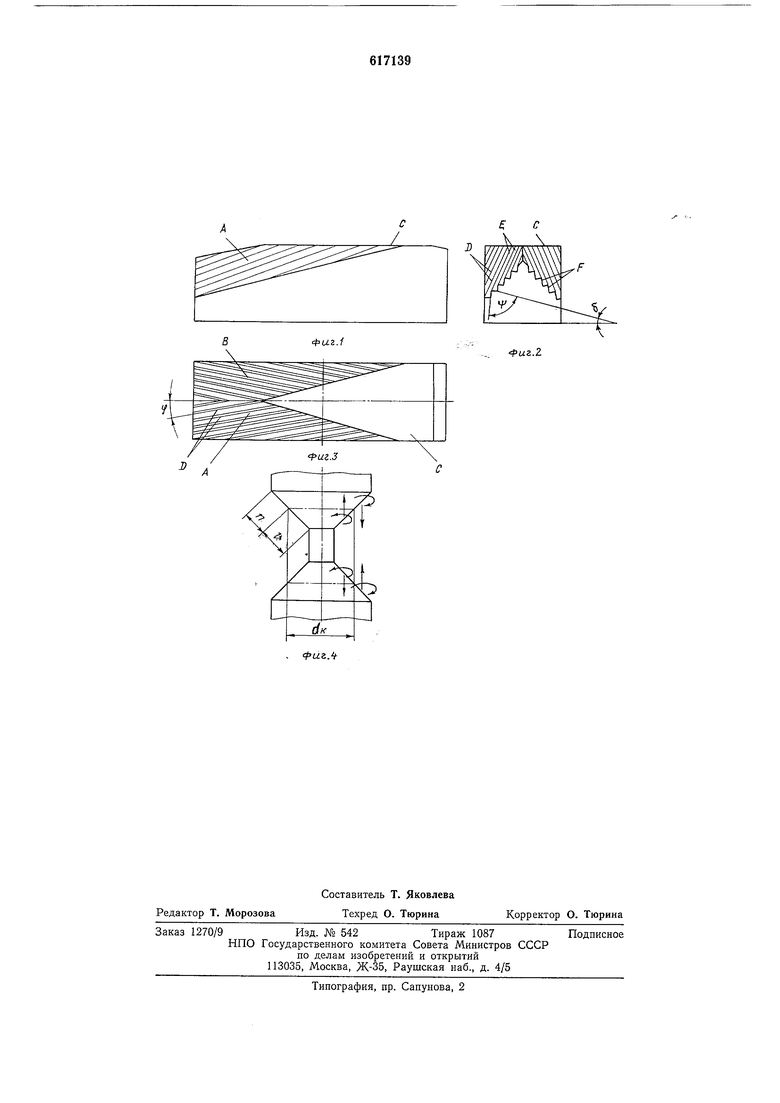
На фиг. 1 схематично показан предлагаемый инструмент, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид в плане; на фиг. 4 показана заготовка в момент обработки.
Предлагаемый инструмент содержит деформирующие наклонные А и В и калибрующую С иоверхности. Деформирующие поверхности А и В выполнены многоступенчатыми. Ступени образованы площадками Е, наклоненными под острым углом 0 5-30° к плоскости основания, а боковые грани ступеней образуют с верхними граиями F угол г|; 90-140°. Практически оитимальным является вариант ииструмента с углом ф большим прямого. Ребра D, образуемые пересечением площадок и боковых граней, составляют с продольной осью инструмента, в направленин его концевой части, острый угол ф 1-60°.
При работе предлагаемого инструмента на участке контакта с заготовкой существуют зона отставания / (см. фиг. 4), расположенная ниже окружности качения с диаметром dn (где скорости точек заготовки меньше скоростей соответствующих точек инструмента) и зона опережения п (где скорости точек заготовки превышают скорости соответствуюш,их точек инструмента). На участке отставания происходит непрерывное проскальзывание заготовки относительно инструмента в сторону, противоположную вращению заготовки. На участке опережения направление проскальзывания совпадает с направлением вращения заготовки (на фиг. 4 круглыми стрелками указано направление вращения заготовкп - центральная стрелка, и направление проскальзывания точек заготовки на участках /ил). Благодаря предлол :енному расположению ступеней деформирующей поверхности и форме стуненей, на участке отставания / на заготовку действуют растягивающие усилия (указаны прямыми стрелками), способствующие удлинению заготовки, вывинчиванию ее, а на участке опережения п возникают сжимающие напряжеПИЯ, сдерживающие удлинение наружных слоев заготовки, выкрзчивая их в направлении, обратном удлинению.
Таким образом, если в известном устройстве растягивающие напряжения действуют ио всей наклонной площадке контакта, то в предлагаемом - только на участке отставания, а на участке онережения действуют сжимающие напряжения. Именно этим объясняется возможность прокатки изделий со степенями обжатия, значительно превышающими два.
Нри обработке пара клиновых инструментов внедряется в исходную заготовку с диаметрально нротнвоположных сторон, вызывая ее вращение. В результате обжатия и последующего раскатывания металла деформирзющими многоступенчатыми гранями нроисходит нрофилирование заготовки с уменьщением диаметра и увеличением
длины, при этом достигаются степени обжатия, значительно нревыщающие значение два, так как ступени указанной формы на участке опережения наклонной площадки контакта заготовки с инструментом создают сжимающие напряжения, резко уменьщающие опасность разрыва прокатываемого стерлшя, а растягивающие напряжения в зоне отставання (участок наклонной нлощади контакта, прилегающий к прокатываемому стержню) устраняют возможность вскрытия полости в прокатываемом стержне.
Внедрение изобретеиия ведет к сокращению длины инструмента, хода прокатных станов и, следовательно, к сокращению расхода инструментальной стали и увеличению производительности процесса, кроме того, прокатка предлагаемым инструментом создает условия для получения торцовых поверхиостей без технологической утяжины.
Формула изобретения
Р1нструмент для поперечно-клиновой прокатки изделий типа ступенчатых валов, содержащий две противолежащие деформирующие грани, наклоненные под острым углом к плоскости основания и к нродольной оси инструмента, и сопряженную с деформирующими гранями калибрующую грань, расиоложеииую в выходной части инструмента, отличающийся тем, что, с целью обеспечения возмолсиости нрокатки со степенью обжатия больше двух за один проход, деформирующие грани выполнены многоступенчатыми, причем, ступени каждой грапи образованы площадками, наклоненными к плоскости основания под острыми углами с верщинами, обращенными к нротиволежащей грани, и боковыми гранями, наклоненными к площадкам иод тупыми углами и образующими при пересечении с площадками ребра, наклоненные к нродольной оси инструмента под острыми углами с вершинами, обращенными к выходной части инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 472732, кл. В 21Н 1/18, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой покатки | 1976 |
|
SU584948A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1424923A1 |
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489568A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574336A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU948503A1 |