13 12
11
Фиг. г
Изобретение относится к металлургии, конкретно к непрерывному литью металла.
Цель изобретения - повышение ка- , чества получаемых заготовок, производительности и расширение технологических возможностей.
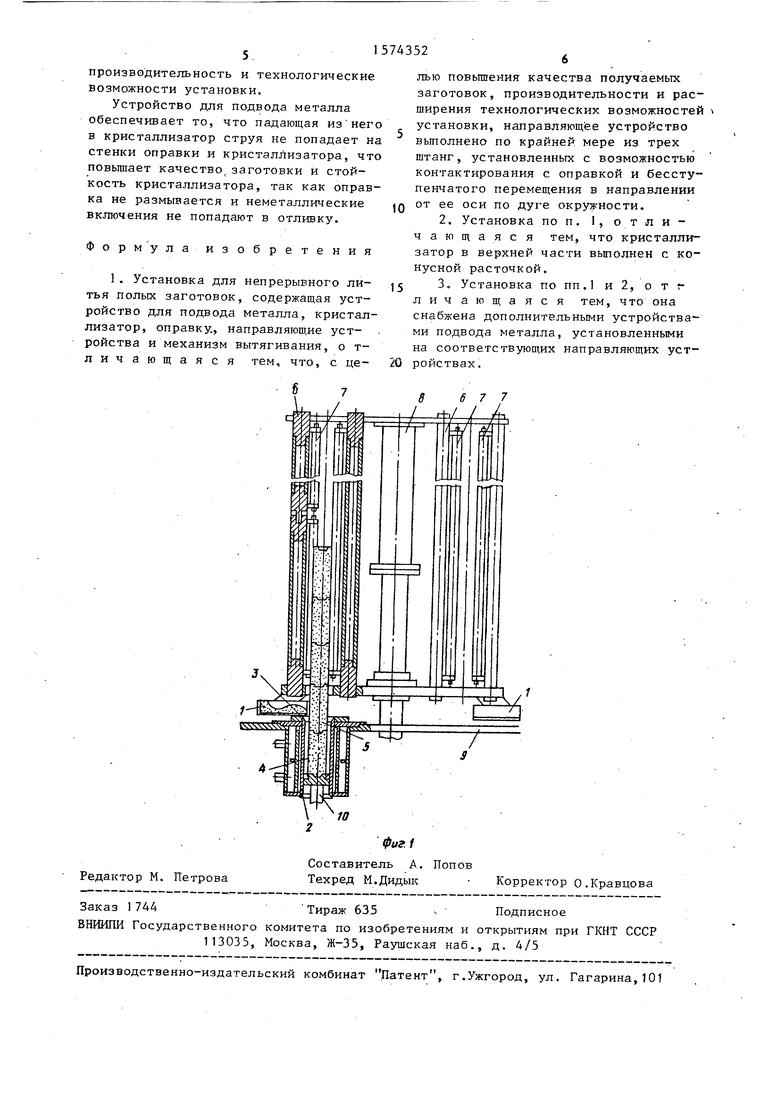
На фиг. 1 схематично показан узел кристаллизатор - оправка; на фиг.2 - JQ схема фиксирования оправки.
Установка (фиг. 1) содержит устройства 1 для подвода металла, кристаллизатор 2 с конусной расточкой 3, оправку 4, собранную из стержней 5, J5 направляющие устройства 6, штанги 7, колонну 8, стол 9, затравку 10, раму и механизм вытягивания (не показаны). Направляющие устройства (фиг.2) содержат стойки 11, кронштейны 12 и 20 устройства 13 бесступенчатого перемещения .
На раме (не показана) установлен стол 9, на котором закреплены кристалВ последний снизу вставляют затравку 10. Сверху в направляющее устройство 6 вводят оправку 4, предваритель но собранную из стержней 5, и опускают ее на затравку 10. С помощью кронштейнов 12, перемещая их в устройстве 13 бесступенчатого переметения, центрируют оправку 4 штангами 7 относительно кристаллизатора 2 и закрепляют кронштейн 12 в заданном положении. Во все другие направляющие устройства 6, не стоящие над кристаллизатором 2, также вставляют оправки 4. Расплав из ковша или другого заливочного агрегата (не показан) заливают в устройство 1 для подвода металла, откуда он попадает в кристаллизатор 2, При заполнении кристаллизатора 2 металлом на заданную высоту включают механизм вытягивания и с заданными скоростью и режимом вытягивают затравку 10, а за ней и Формирующуюся заготовку вместе с оправкой 4 вниз.
лизатор 2 и колонна 8, имеющая воз- 25 После вытягивания заданной длины заВ последний снизу вставляют затравку 10. Сверху в направляющее устройство 6 вводят оправку 4, предварительно собранную из стержней 5, и опускают ее на затравку 10. С помощью кронштейнов 12, перемещая их в устройстве 13 бесступенчатого переметения, центрируют оправку 4 штангами 7 относительно кристаллизатора 2 и закрепляют кронштейн 12 в заданном положении. Во все другие направляющие устройства 6, не стоящие над кристаллизатором 2, также вставляют оправки 4. Расплав из ковша или другого заливочного агрегата (не показан) заливают в устройство 1 для подвода металла, откуда он попадает в кристаллизатор 2, При заполнении кристаллизатора 2 металлом на заданную высоту включают механизм вытягивания и с заданными скоростью и режимом вытягивают затравку 10, а за ней и Формирующуюся заготовку вместе с оправкой 4 вниз.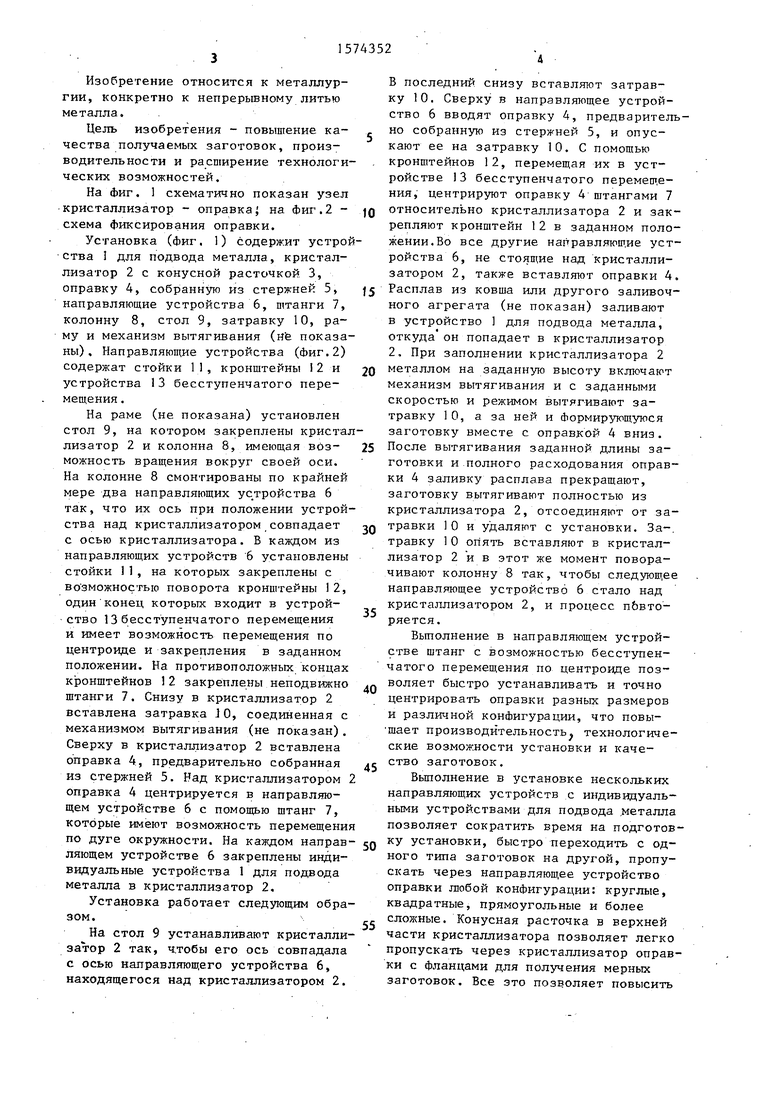
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного литья полых заготовок | 1987 |
|
SU1560379A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| Устройство для определения фронта затвердевания непрерывно-литого полого слитка | 1986 |
|
SU1364389A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
Изобретение относится к металлургии, конкретнее к непрерывному литью металла. Цель изобретения - повышение качества получаемых заготовок, производительности и расширение технологических возможностей установки. Оправку 4 вводят в направляющее устройство и опускают на затравку с помощью кронштейнов 12, перемещая их в устройстве 13 бесступенчатого перемещения, центрируют оправку 4 штангами 7 относительно кристаллизатора, подают металл в кристаллизатор и начинают разливку. 2 з.п. ф-лы, 2 ил.
можность вращения вокруг своей оси. На колонне 8 смонтированы по крайней мере два направляющих устройства 6 так, что их ось при положении устройства над кристаллизатором совпадает с осью кристаллизатора. В каждом из направляющих устройств 6 установлены стойки 11, на которых закреплены с возможностью поворота кронштейны 12, один конец которых входит в устройство 13 бесступенчатого перемещения и имеет возможность перемещения по центроиде и закрепления в заданном положении. На противоположных концах кронштейнов 12 закреплены неподвижно штанги 7. Снизу в кристаллизатор 2 вставлена затравка J 0, соединенная с механизмом вытягивания (не показан). Сверху в кристаллизатор 2 вставлена оправка 4, предварительно собранная из стержней 5. Над кристаллизатором оправка 4 центрируется в направляющем устройстве 6 с помощью штанг 7, которые имеют возможность перемещени
по дуге окружности. На каждом направ- 50 ку Установки, быстро переходить с од- ляющем устройстве 6 закреплены инди- ного типа заготовок на другой, пропувидуалъные устройства 1 для подвода металла в кристаллизатор 2.
Установка работает следующим образом.
На стол 9 устанавливают кристаллизатор 2 так, чтобы его ось совпадала с осью направляющего устройства 6, находящегося над кристаллизатором 2.
5
0 5
0
готовки и полного расходования оправки 4 заливку расплава прекращают, заготовку вытягивают полностью из кристаллизатора 2, отсоединяют от затравки 10 и удаляют с установки. Затравку 10 опять вставляют в кристаллизатор 2 и в этот же момент поворачивают колонну 8 так, чтобы следующее направляющее устройство 6 стало над кристаллизатором 2, и процесс пбвто- ряется.
Выполнение в направляющем устройстве штанг с возможностью бесступенчатого перемещения по центроиде позволяет быстро устанавливать и точно центрировать оправки разных размеров и различной конфигурации, что повы- шает производительность технологические возможности установки и качество заготовок.
Выполнение в установке нескольких направляющих устройств с индивидуальными устройствами для подвода металла позволяет сократить время на подготов
екать через направляющее устройство оправки любой конфигурации: круглые, квадратные, прямоугольные и более сложные. Конусная расточка в верхней части кристаллизатора позволяет легко пропускать через кристаллизатор оправки с фланцами для получения мерных заготовок. Все это позволяет повысить
5
производительность и технологические возможности установки.
Устройство для подвода металла обеспечивает то, что падающая из него в кристаллизатор струя не попадает на стенки оправки и кристаллизатора, что повышает качество, заготовки и стойкость кристаллизатора, так как оправка не размывается и неметаллические включения не попадают в отливку.
Формула изобретения
личающаяся тем, что, с це- 20 ройствах.
М. Петрова
10
фигЛ
Составитель А. Попов Техред М.Дидык
1574352
5
лью повышения качества получаемых заготовок, производительности и расширения технологических возможностей установки, направляющее устройство выполнено по крайней мере из трех штанг, установленных с возможностью контактирования с оправкой и бесступенчатого перемещения в направлении от ее оси по дуге окружности.
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
