8
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| Установка для непрерывного литья полых заготовок | 1988 |
|
SU1574352A1 |
| Устройство для непрерывного литья труб во вращающемся магнитном поле | 1984 |
|
SU1201048A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| Устройство для определения фронта затвердевания непрерывно-литого полого слитка | 1986 |
|
SU1364389A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЛИТЬЯ, ПО ВЫБОРУ, ШИРОКОЙ ЗАГОТОВКИ ИЛИ МАКСИМАЛЬНО В ДВА РАЗА БОЛЕЕ УЗКИХ ПО СРАВНЕНИЮ С НЕЙ ЗАГОТОВОК | 2005 |
|
RU2370338C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛЫХ ЗАГОТОВОК | 1990 |
|
RU2017569C1 |
Изобретение относится к металлургии. Цель изобретения - повышение качества заготовок. Установка содержит кристаллизатор и установленную в нем оправку. Оправка сборная, из отдельных элементов в виде дисков. Имеется заливочное устройство и механизм вытягивания. Диски установлены в оправке с интервалами и в них выполнены продольные прорези. На цилиндрические поверхности дисков надеты кольца из трансплантируемого и смазывающего материалов. Толщина колец из смазывающего материала может составлять 0,002-0,010, а толщина колец из трансплантируемого материала - 0,004-0,020 длины сборного элемента. 2 з.п.ф-лы, 2 ил.
Изобретение относится к металлургии, а точнее к установке для непрерывного литья полых заготовок
Цель изобретения - повышение качества заготовок.
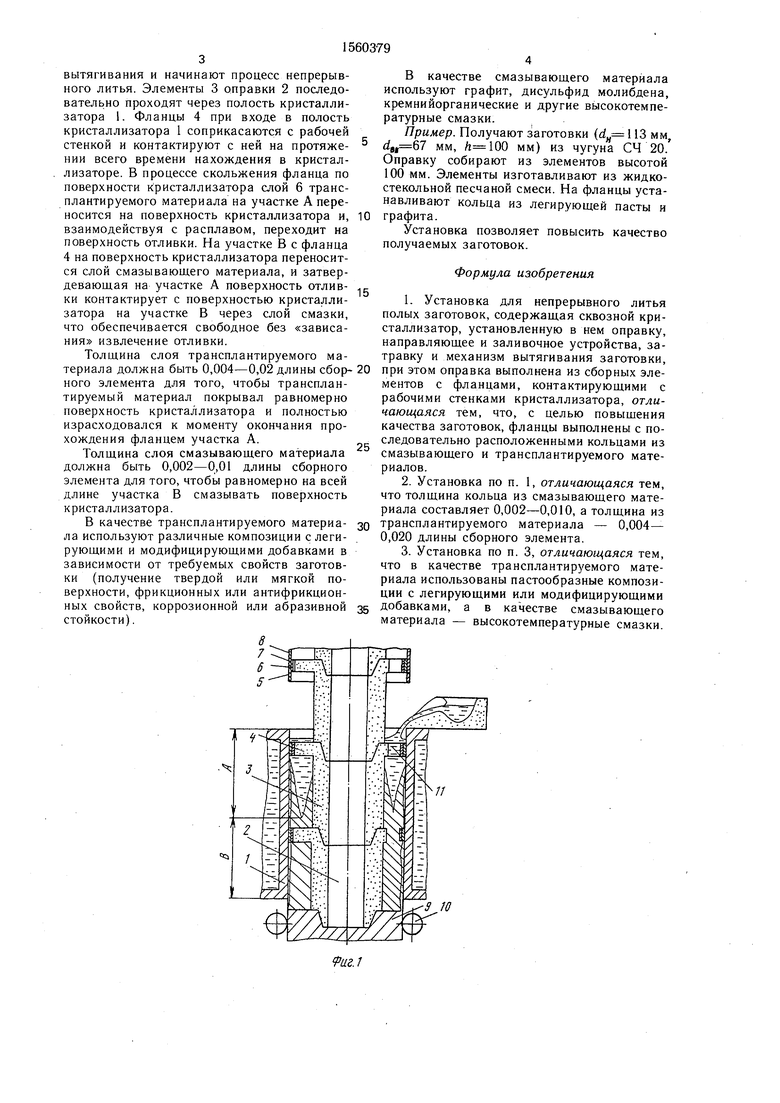
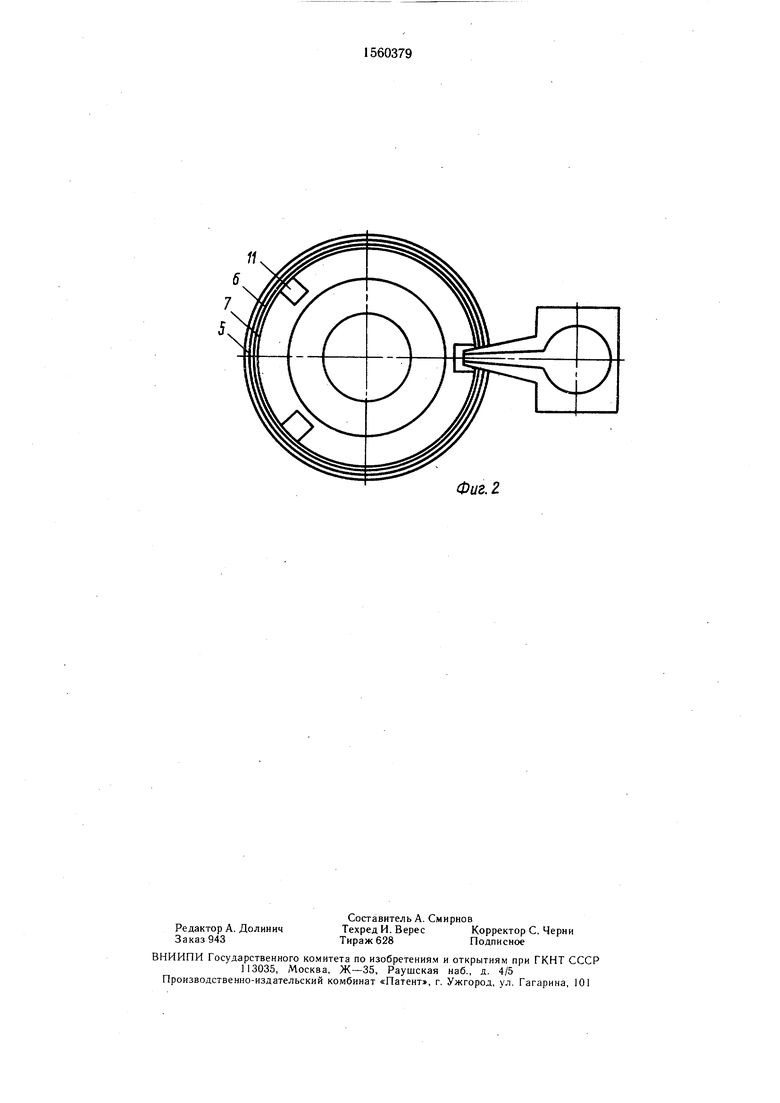
На фиг. 1 изображена установка, продольный разрез; на фиг 2 - то же, вид сверху.
Установка для непрерывного литья полых заготовок содержиi прохошой кристаллизатор 1, оправк 2, выполненною из сборных элементов 3 с фк.шым;. 4, которые содержат кольца п , последовательно расположенными слоями трансплантируемого 6 и смазывающего 7 чкпериалов, направляющее устройство К ;правк 9 и механизм 10 вытягивания, ы ывочное устройство 11.
В установке л IH непрерывного литья полых заготовок кристаллизатор 1 установлен на раме (не показана), в кристаллизатор 1 вставлена затравка 9, которая зажата в механизме 10 вытягивания. В кристаллизатор 1 сверху вставлена оправка 2, которая нижним концом опирается на затравку 9, а верхний конец вставлен в направляющее устройство 8, которое установлено над кристаллизатором 1. Оправка 2 собрана из элементов 3 с фланцами 4. На фланцы 4 установлены кольца 5 с последовательно расположенными слоями трансплантируемого 6 и смазывающего 7 материалов, причем толщина слоя трансплантируемого материала составляет 0.05-0,02, а толщина слоя смазывающего материала - 0,002-0.01 длины сборного элемента.
Установка работает следующим образом.
Предварительно на фланцы 4 сборных элементов 3 устанавливают кольца 5 с последовательно расположенными слоями трансплантируемого 6 и смазывающего 7 материалов. Из сборных элементов 3 собирают оправку 2. Устанавливают кристаллизатор 1, снизу вставляют затравкч 9 и зажимают ее в механизме 10 вытягивания. Сверху в кристаллизатор вставляют оправ- к 2, верхний конец оправки удерживается в направляющем устройстве 8. Заливают расплав в кристаллизатор через залив- вочное устройство После затвердевания металла на затравке 9 включают механизм 10
$
О СЯ
&
вытягивания и начинают процесс непрерывного литья. Элементы 3 оправки 2 последовательно проходят через полость кристаллизатора 1. Фланцы 4 при входе в полость кристаллизатора 1 соприкасаются с рабочей стенкой и контактируют с ней на протяжении всего времени нахождения в кристаллизаторе. В процессе скольжения фланца по поверхности кристаллизатора слой 6 трансплантируемого материала на участке А переносится на поверхность кристаллизатора и, взаимодействуя с расплавом, переходит на поверхность отливки. На участке В с фланца 4 на поверхность кристаллизатора переносится слой смазывающего материала, и затвердевающая на участке А поверхность отливки контактирует с поверхностью кристаллизатора на участке В через слой смазки, что обеспечивается свободное без «зависания извлечение отливки.
Толщина слоя трансплантируемого ма10
15
В качестве смазывающего материала используют графит, дисульфид молибдена, кремнийорганические и другие высокотемпературные смазки.
Пример. Получают заготовки (ан 113 мм, мм, мм) из чугуна СЧ 20. Оправку собирают из элементов высотой 100 мм. Элементы изготавливают из жидко- стекольной песчаной смеси. На фланцы устанавливают кольца из легирующей пасты и графита.
Установка позволяет повысить качество получаемых заготовок.
Формула изобретения
териала должна быть 0,004-0,02 длины сбор- 20 при этом оправка выполнена из сборных эленого элемента для того, чтобы трансплантируемый материал покрывал равномерно поверхность кристаллизатора и полностью израсходовался к моменту окончания прохождения фланцем участка А.
Толщина слоя смазывающего материала должна быть 0,002-0,01 длины сборного элемента для того, чтобы равномерно на всей длине участка В смазывать поверхность кристаллизатора.
В качестве трансплантируемого материала используют различные композиции с легирующими и модифицирующими добавками в зависимости от требуемых свойств заготовки (получение твердой или мягкой поверхности, фрикционных или антифрикционных свойств, коррозионной или абразивной стойкости).
8 7 6 5
25
30
35
ментов с фланцами, контактирующими с рабочими стенками кристаллизатора, отличающаяся тем, что, с целью повышения качества заготовок, фланцы выполнены с последовательно расположенными кольцами из смазывающего и трансплантируемого материалов.
В качестве смазывающего материала используют графит, дисульфид молибдена, кремнийорганические и другие высокотемпературные смазки.
Пример. Получают заготовки (ан 113 мм, мм, мм) из чугуна СЧ 20. Оправку собирают из элементов высотой 100 мм. Элементы изготавливают из жидко- стекольной песчаной смеси. На фланцы устанавливают кольца из легирующей пасты и графита.
Установка позволяет повысить качество получаемых заготовок.
Формула изобретения
при этом оправка выполнена из сборных эле
ментов с фланцами, контактирующими с рабочими стенками кристаллизатора, отличающаяся тем, что, с целью повышения качества заготовок, фланцы выполнены с последовательно расположенными кольцами из смазывающего и трансплантируемого материалов.
11
Фиг. г
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
