(54) АВТОМАТИЧЕС1САЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ Изобретение относится к технологическому оборудованию для изготовления пакетов магнитопроводов и может быть использовано в электротехнической промышленности. Известен автомат для изготовления пакетов магнитопроводов, содержащий расположенные в технологической последовательности механизм дозирования и отделения дозированных пакетов, механизм для ввода в пакеты скреп ляющих элементов, механизм для опрессовки и скрепления пакетов и механизм транспортировки пакетов на рабочие позиции, содержа щий станину и подающее устройство 1. Однако известный автомат характеризуется недостаточной производительностью, так к его нужно останавливать каждый раз, когда происходит задержка в вьшолнешш какойлибо операции на рабочей позиции. Необходимо также останавливать пресс-автомат, кот рый подает штампованные Ш1аст шы пакетов магнитопроводов. Цель изобретения - повышение производи тельности.
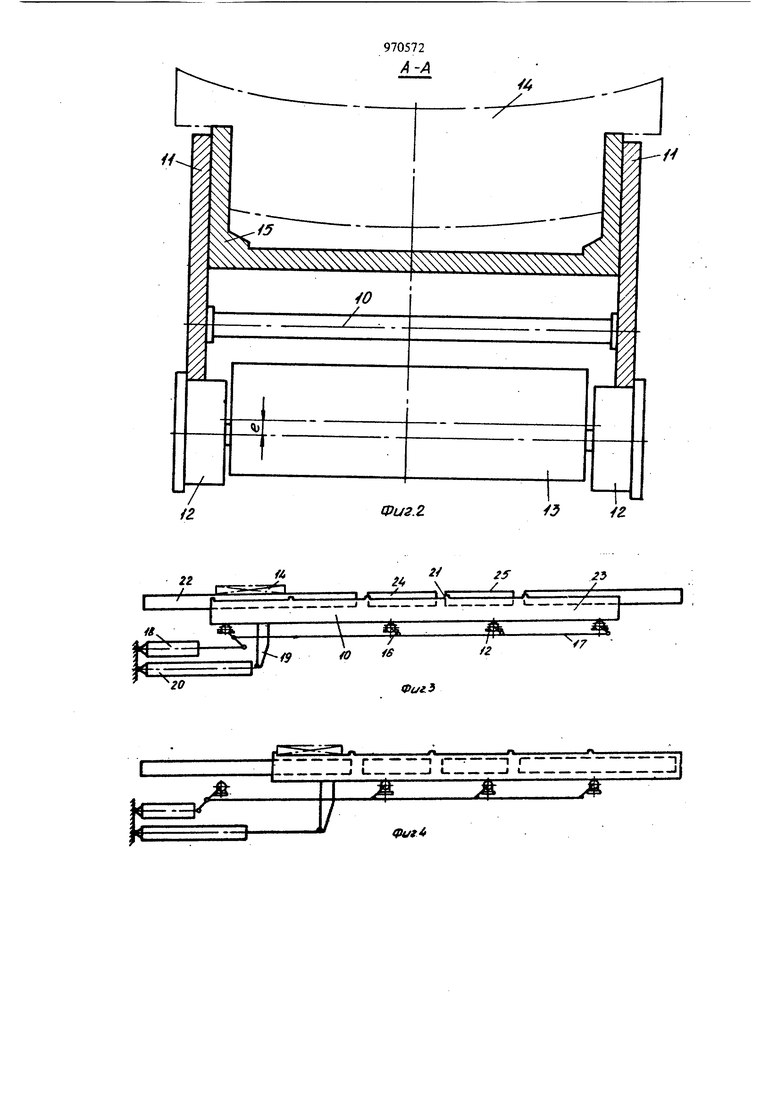
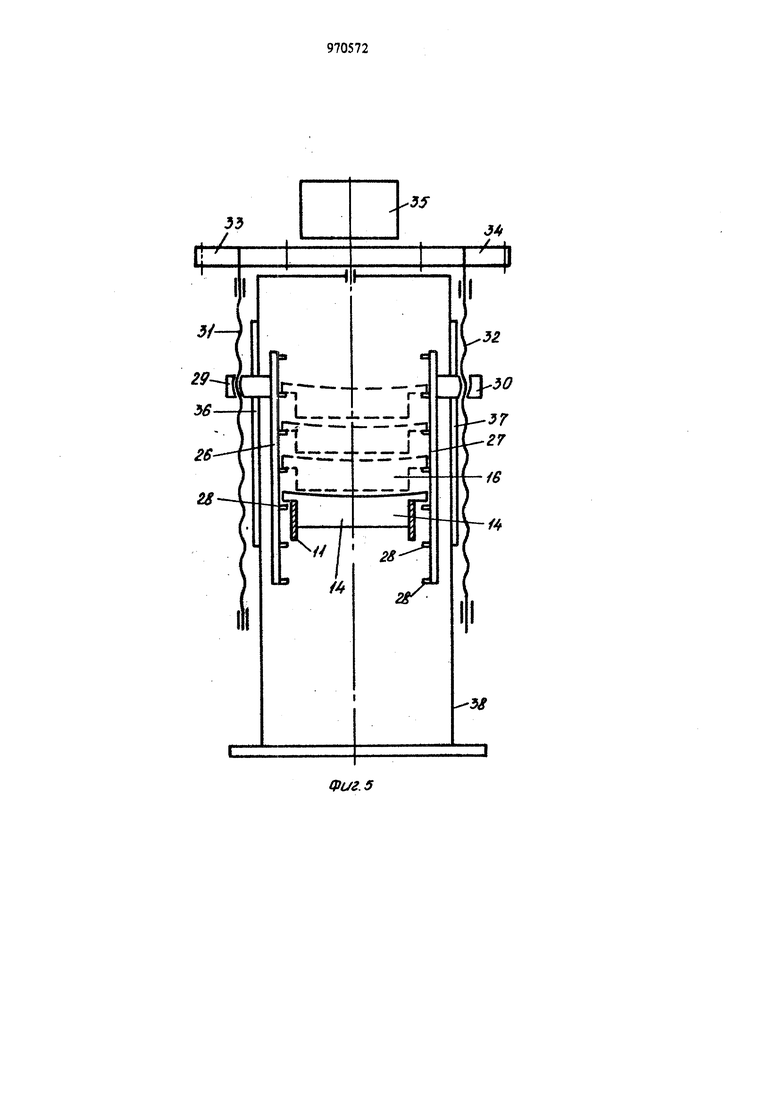
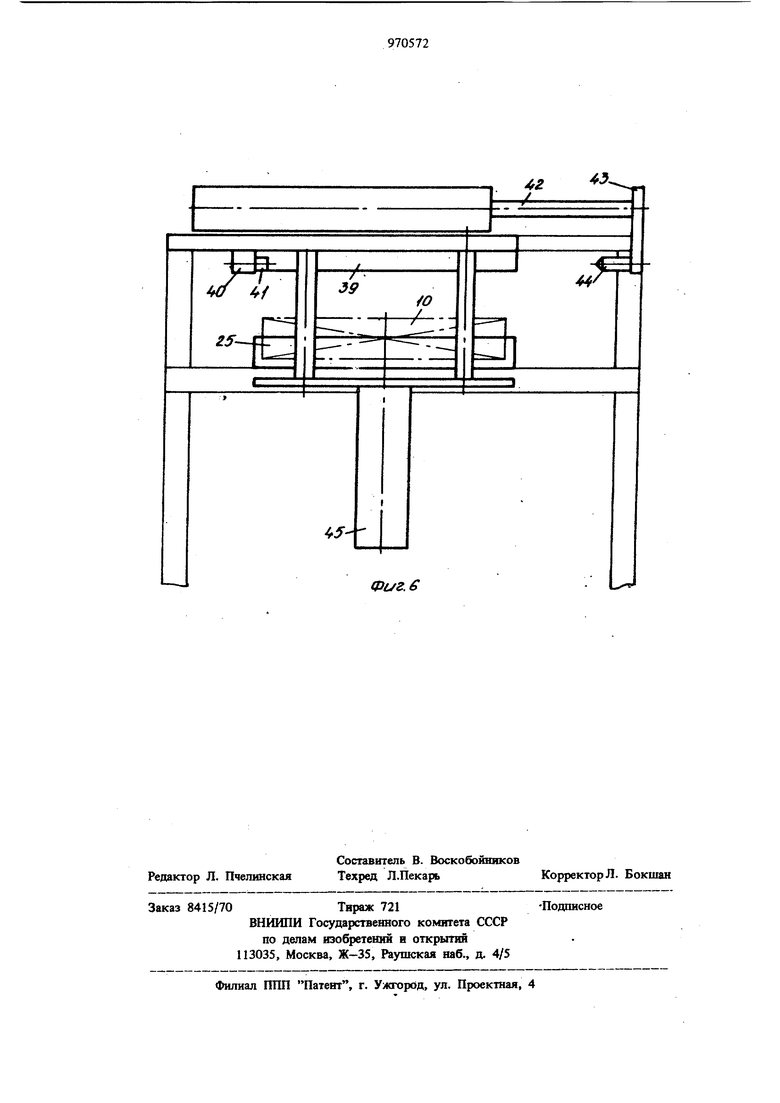
МАГНИТОПРОВОДОВ Поставленная цель достигается тем, что автоматическая линия содержит устройство для накопления пакетов, размещениое межд механизмом отделения дозированных пакетов и механизмом для ввода в пакеты скрепляющих элементов над механизмом транспортировки пакетов на рабочне позиции и выполненное в виде двух стоек, укрепленных на стани йе ; снабженных направляющими элементами, на которых смонтированы планки с опОрамн, расположенными симметрично относетельно друг друга, при этом планки снабжены приводом их возвратно-поступательного перемещеютя в вертикальной плоскости. Подающее устройство выполнено в виде каретки, которая установлена на роликах, размещенных на станине на осях с зксцентрнситетом, оси связаны между собой рычагами и снабжены приводом их поворота, а каретка снабжена приводом ее возврттно-поступательного перемещения вдоль станины На фиг.1 показана автоматическая линия общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механизм транспорт39705ровки пакетов на рабочие позтгции (подаюа1ее устройство находится в исходном положении); на фиг. 4 - то же подающее устройство находится в рабочем положении); на фиг. 5 - устройство для накопления пакетов; на фиг, 6 - механизм для ввода в пакеты скрепляющих элементов. Автоматическая линия для изготовления пакетов магнитопроводов состоит из правильноразматывающего устройства 1 и пресса-автоматаiо на двух стойках 38. 2, на котором размещен штамп 3 для вырубки листов магнитопроводов. Пресс-автомат связан с автоматической линией полой оправкой 4, выходящей из под щтампа. Конец этой полой оправки сопряжен с механизмом 5 транспортировки пакетов на рабочие позиции и выполнен в виде стан1шы и подающего устройства. Станина имеет направляющие, расстояние между которыми соответствует щирине спинки пакета. Непосредственно за оправкой 4 находится механизм 6 отделения дoзиpoвa шыx пакетов. Для накопления и временного складировшчия дозированных пакетов предусмотрено устройство 7 для накопления пакетов, которое размещается после механизма дозирования и отделения дозированных пакетов. . Механизм 8 для ввода в пакеты скрепляющих элементов размещен в автоматической линии после устройства для накопления паке тов. В конце автоматической лилии размещен механизм 9 для опрессовки и скрепления пакетов. Подающее устройство выполнено в виде каретки 10 с параллельными продольньгми опорами И. Каретка установлена i-ia роликах 12, которые расположены на осях 13 с эксцентриситетом е. Для поддержания паке тов магнитопроводов 14 на рабочих позициях обработки ил-теется стационарная опора 15., Ос 13 через систему рычагов 16 (фиг. 3 и 4) и тяг 17 связаны с приводом 18, посредство которого происходит поворот осей и подъем каретки. Планка 19, размещенная под каретк 10, связывает последнюю с пр тодом 20, который осуществляет ее возвратно-поступательное перемещение вдоль автоматической линии Продольные опоры 11 снабжены упорами 21, предотвращающими инерционное смещение пакета вдоль каретки. Стационарная опора 15 состоит из четырех секций, из которых 22 И 23 - неподвижные, а 24 и 25 ограничен но подвижные в вертикальном направлении. Устройство 7 для накопления пакетов выполнено в виде двух вертикальных и подвиж ных в вертикальном направлении планок 26 27. На внутренних сторонах этих гшанок размещены друг над другом горизонтальные опо ры 28, которые служат для удержания пакетов магнитопроводов 14. На внешних сторонах планок размещены ползуны 29 и 30, выполненные в виде гаек и взаимодействующие с ходовыми винтами 31 и 32, на концах которых установлены зубчатые колеса 33 и 34, связанные с приводом 35 через промежуточное зубчатое колесо. Планки 26 и 27 с ползунами 29 и 30 перемещаются по направляющим элементам 36 и 37, смонтированным Механизм для ввода в пакеты скрейляюпх элементов располагается над одной из одвижных секций 25 стационарной опоры 15 остоит из базирующей плиты 39,имеющей раверсу 40 с подпружиненными упорами 41, зла ввода скрешзяющих элементов 42, травера 43 которого имеет подпружиненные упоры 4, и гидропривода 45. Автоматическая линия для изготовления паетов магнитопроводов работает следующим бразом. С правильно-разматывающего устройства 1 пресс-автомат 2 подается лента. В штампе 3, который размещен в прессе-автомате, происходит вырубка пластин магнитопроводов главнььх полюсов различных типоразмеров. Вырубленные пластины вьшосятся из зоны штамповки по полой оправке 4 в виде непрерывной стопы, скомплектованных и ориентированных пакетов. При ajoM один комплект пластин пакета отделяется от другого посредством выступов, образованных на первой пластине каждого комплекта, Перемещаясь по полой оправке 4 под действием усилия вырубки в штампе, вырубленные пластины доходят до механизма дозирования .и отделения дозированных пакетов, где происходит отделение пакета от стопы imacTHH. После отделения, дозированные пакеты подаются на механизм транспортировки пакетов на рабочие поз1щии. Перемещение пакетов по позициям линии осуществляется следующим образом. Привод 18 через систему рычагов 16 и тяг 17 поворачивает оси 13 на 90°, при этом благодаря эксцентриситету е оси роликов 12поднимаются выше осей 13. Поднимаясь, ролики 12 приподнимают расположенную на них каретку 10. Вместе с кареткой приподнимаются пакеты магнитопроводов 14, поскольку продольные опоры 11 каретки, упираясь в заплечики пакета магнитопровода 14, снимают его со стаидонарной опоры 15, после чего привод 20 посредством планки 19 перемещает каретку вместе с пакетами вдоль автоматической линии на следующую рабочую позицшо. Затем обратным поворотом осей 13опускают ролики 12 и каретку 10 и приводом 20 возвраидают каретку в исходное 59 положение. Пакет 14 остается на следующей рабочей позиции. В результате отделенный от стопы пакет магнитопровода оказывается в устройстве для накопления пакетов, которое служит для синхронизации работы начального и конечного участков автоматической линии. Если прессавтомат 2 и механизм 9 для опрессовки и скрепления пакетов работают в одном зaдaHf ном темпе, то устройство для накопления пакетов является лишь промежуточной позицией при передвижении пакетов. Если же по какой-то причине происходит отставание в работе механизма для опрессовки и скрепления пакетов от работы пресса-автомата, то устройство для накопления пакетов вьшолняет свою прямую функцию. Сигнал на включение устройства 7 поступает от датчиков, фиксирующих занятость расположенных за этим устро ством рабочих позиций. Включивщись, устройство 7 работает следующим образом. Зубчатые колеса 33 и 34, приводимые в движение приводом 35, вращаясь передают дв жение на ходовые винты 31 и 32, которые взаимодействуют с ползунами 29 и 30. Двигаясь по направляющим 36 и 37, ползуны поднимают планки 26 и 27, с которыми йяи соединены. При зтом горизонтальные опоры 27 с двух сторон подхватывают поступивший с механизма 6 пакет магнитопровода 14 и поднимают его вверх на высоту, равную расст янию между соседними горизонтальными опорами на планках. При полном заполнении устройства 7 отключается пресс-автомат 2 или уменьшается число его ходов. В случае отставания пресса-автомата например при замене рулона в правильно-разм тывающем устройстве 1 или по другим причинам, линия может продолжать работать, используя запас пакетов из устройства 7. В зтом случае планки опускаются, укладывая пакеты на секцию 22 стационарной опоры 15, откуда kapeTKa 10 вьшесет их на следующую рабочую позицию - на подвижную секцию 24. Эта секция работает по сигналам, поступающим с механизма 8. Если по каким-либо причинам за такт работы линии не закончено комплектование пакета в механизме 8, секция 24, приводимая в движение гидроприводом (не по казан), вместе с расположенным на ней пакетом поднимается вертикально вверх, при этом подвижная каретка 10 не может переместить очередной пакет на следующую рабочую позицию. При нормальном темпе работы автоматичесческой линии пакет магнитопровода после устройства для накопления пакетов переносится 2 на секцию 24, а с нее на сек1щю 25 механизма для ввода в пакеты скрепляющих элементов. В этом механизме подвижная секция 25 посредством гидропривода 45 вместе с расположенным на ней пакетом поднимается вверх. При этом пакет упирается в базирующую плиту 39. На торцовые стороны пакета надевают боковые щеки, затем вставляют заклепки, которые задвигают в пакет подвижной траверсой 43 и центрируют подпружиненными упорами 41 и 44. После описанных операций подвижная секция 24 опускается вниз и пакет переносится в механизм 9 для спрессовки и скрепления пакетов. Изобретение позволяет повысить производительность автоматической линии для изготовления пакетов магнитопроводов. Формула изобретения 1. Автоматическая линия для изготовления пакетов магнитопроводов, содержащая расположенные в технологической последовательности механизм дозирования и отделения дозированных пакетов, механизм для опрессовки и скрпеления пакетов и механизм транспортировкн пакетов на рабочие позиции, содержащий станину и подающее устройство, отличающаяся тем, что, с целью повышения производительности, содержит устройство для накопления пакетов, размещенное между механизмом отделения дозированных пакетов и механизмом для ввода в пакеты скрепляющих элементов над механизмом транспортирювки пакетов на рабочие позиции и выполненное в виде двух стоек, укрепленных на станине, снабженных направляющими элементами, на которых смонтирюваны планки с опорами, расположенными симметрично относительно друг друга, при этом планки снабжены приводом их возвратно-поступательного перемещения в вертикальной плоскости. 2. Автоматическая линия по п. 1, о т л ичающаяся тем, что подающее устройство выполнено в виде каретки, которая установлена на роликах, размещенных на станине на осях с эксцентриком, оси связаны между собой рычагами и снабжены приводом их поворота, а каретка снабжена приводом ее возвратно-поступательного перемещения вдоль танины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 660156, л. Н 02 К 15/02, опублик. 1977.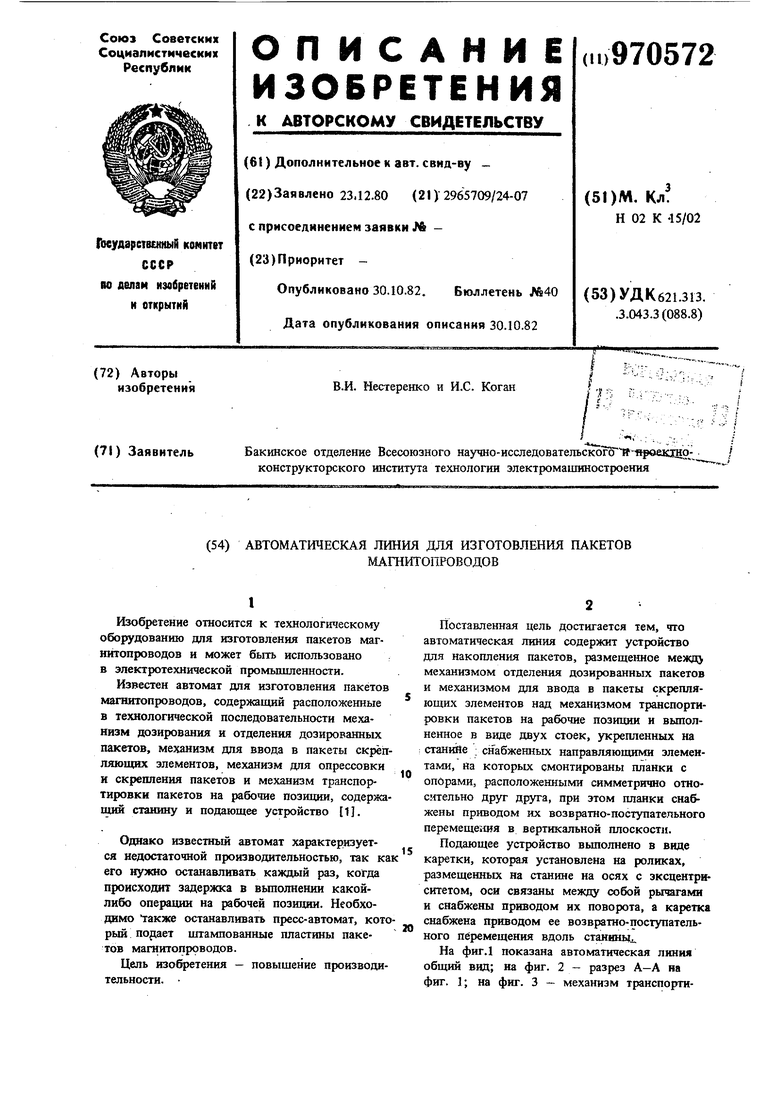
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Устройство для опрессовки и скрепления пакетов магнитопроводов | 1980 |
|
SU959218A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1153378A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Автоматическая линия для изготовления витых ленточных пакетов магнитопроводов с пазами | 1988 |
|
SU1693690A1 |
| Автоматическая линия для изготовления пакетов магнитопроводов электрических машин | 1988 |
|
SU1644306A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1988 |
|
SU1646022A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
J
.
.-ч
Фс/г.3
