Изобретение относится к прокатному, про изводству и может быть использовано при производстве рельсов на стане с применением универсальней калибров, преимущественно предчистового или промежуточного калибра.
Целью изобретения является повышенир качества путем обеспечения симметрии головки профиля относительно его шейки и облегчение настройки калибра.
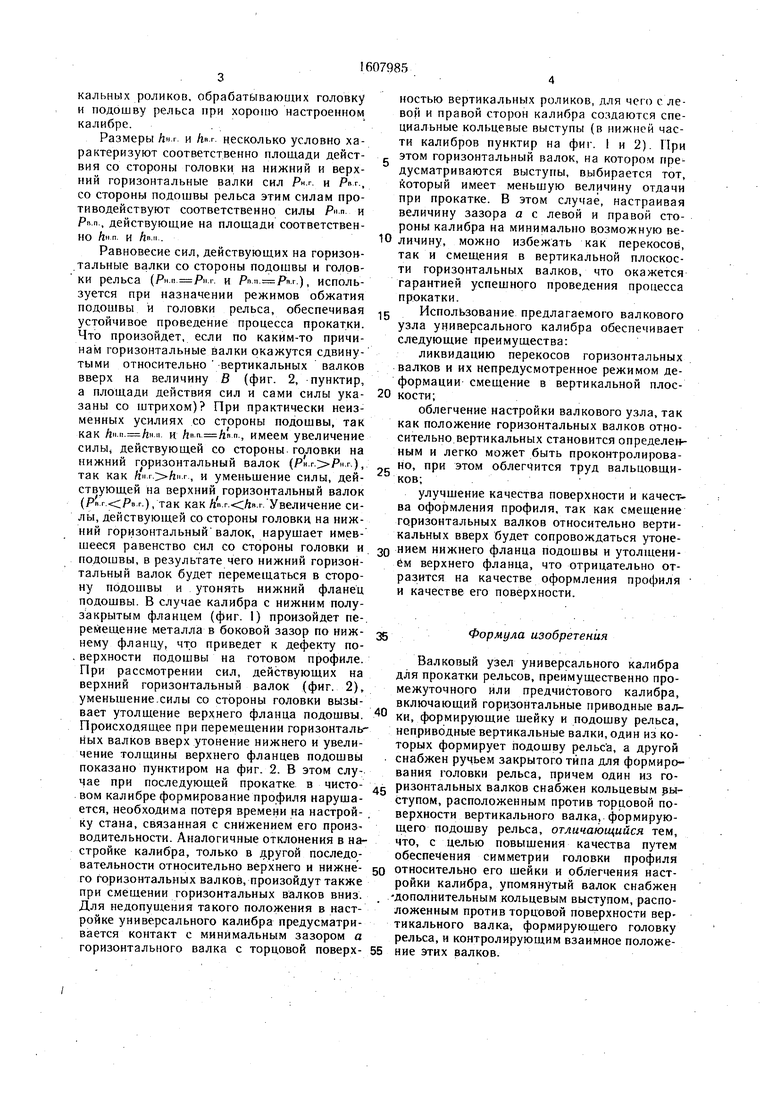
На фиг. 1 представлен валковый узел универсального предчистового четырехвалково- го калибра для прокатки рельсов, имеющего нижний подошвы полуоткрытого типа с контролем его ширины; на фиг. 2 - то же, универсального калибра, имеющего оба фланца открытого типа.
Валковый узел содержит два горизонтальных приводных валка 1 и 2 (горизонтальный приводной валок 2 с меньшей величн-V ной отдачи при прокатке), вертикальный ролик 3 со стороны подошвы н. вертикальный ролик 4 со стороны головки. Горизонтальный валок 2 имеет кольцеобразные выступы 5 на длине бочки.
В обоих случаях головка рельса обрабатывается в закрытого типа ручье вертикального ролика с шириной ручья (), т. е. одновременно с поверхностью катания головки обрабатываются также ее бо- ковые поверхности.
На фиг. 2 сплошными стрелками показано действие усилий на нижний и верхний горизонтальные валки со стороны вертиО5О
со
00 01
кальных роликов, обрабатывающих головку и подошву рельса при хороню настроенном калибре..
Размеры Лиг. и Лв.г. несколько условно характеризуют соответственно площади действия со стороны головки на нижний и верхний горизонтальные валки сил Рн.г. и Рвг., со стороны подошвы рельса этим силам противодействуют соответственно силы Ри.п. и ., действующие на площади соответственно /гчп. и Лп.Т .
Равновесие сил, действующих на горизон- .тальные валки со стороны подошвы и голов- ки рельса (Рн.,1.г. и Рп.п.рп.г.), используется при назначении режимов обжатия подошвы и головки рельса, обеспечивая устойчивое проведение: процесса прокатки. Что произойдет, если по каким-то причинам горизонтальные валки окажутся сдвинутыми относительно вертикальных валков вверх на величину В (фиг. 2, пунктир, а площади действия сил и сами силы указаны со штрихом) При практически неизменных усилиях со стороны подощвы, так как /tii.ri./zii.ii. и /гпп./гпп., имеем увеличение силы, действующей со стороны головки на нижний горизонтальный валок (Рн.г.Рн.г.),
так как /iiir./zi,.r, и уменьшение силы, действующей на верхний горизонтальный валок (РРГ.РВ.Г.), так как /гв.г./гв.г. Увеличение силы, действующей со стороны головки на нижний горизонтальный валок, нарушает имевностью вертикальных роликов, для чего с левой и правой сторон калибра создаются специальные кольцевые выступы (в нижней части калибров пунктир на фиг. I и 2). При g этом горизонтальный валок, на котором предусматриваются выступы, выбирается тот, который имеет меньшую величину отдачи при прокатке. В этом случае, настраивая величину зазора а с левой и правой стороны калибра на минимально возможную ве10 личину, можно избежать как перекосов, так и смещения в вертикальной плоскости горизонтальных валков, что окажется гарантией успешного проведения процесса прокатки.
15 Использование предлагаемого валкового узла ур1иверсального калибра обеспечивает следующие преимущества:
ликвидацию перекосов горизонтальных валков и их непредусмотренное режимом деформации смещение в вертикальной плос20 кости;
облегчение настройки валкового узла, так как положение горизонтальных валков относительно.вертикальных становится определенным и легко может быть проконтролировано, при этом облегчится труд вальцовщиков;
улучщение качества поверхности и качества оформления профиля, так как смещение горизонтальных валков относительно вертикальных вверх будет сопровождаться утоне35
ем верхнего фланца, что отрицательно отразится на качестве оформления профиля и качестве его поверхности.
Формула изобретения
шееся равенство сил со стороны головки и, 30 нием нижнего фланца подошвы и утолщени подошвы, в результате чего нижний горизон- - тальный валок будет перемещаться в сторону подошвы и утонять нижний фланец подошвы. В случае калибра с нижним полузакрытым фланцем (фиг. 1) произойдет пе-. ремещение металла в боковой зазор по нижнему фланцу, что приведет к дефекту по- . верхности подошвы на готовом профиле. При рассмотрении сил, действующих на верхний горизонтальный ралок (фиг. 2), уменьшение.силы со стороны головки вызывает утолщение верхнего фланца подощвы. Происходящее при перемещении горизонтальных валков вверх утонение нижнего и увеличение толщины верхнего фланцев подошвы
Валковый узел универсального калибра для прокатки рельсов, преимущественно промежуточного или предчистового калибра, включающий горизонтальные приводные валки, формирующие шейку и подошву рельса, неприводные вертикальные валки, один из которых формирует подошву рельс а, а другой . снабжен ручьем закрытого типа для формирования головки рельса, причем один из гопоказано пунктиром на фиг. 2. В этом сл J - 1 v fivyL 4 bfi р.| .a t uiJH4Ci4 иди И TU
чае при последующей прокатке в чисто- ризонтальных валков снабжен кольцевым ры- вом калибре формирование профиля наруша- ° ступом, расположенным против торцовой поется, необходима потеря времени на настрой- ку стана, связанная с снижением его произ- водительности. Аналогичные отклонения в настройке калибра, только в другой последо50
вательности относительно верхнего и нижне - го горизонтальных валков, произойдут также при смещении горизонтальных валков вниз. Для недопущения такого положения в настройке универсального калибра предусматривается контакт с минимальным зазором а
г - ч-кд.л, Г1 I L VJi/l
горизонтального валка с торцовой поверх- 55 ние этих валков.
верхности вертикального валка, формирующего подошву рельса, отличающийся тем, что, с целью повышения качества путем обеспечения симметрии головки профиля относительно его шейки и облегчения настройки калибра, упомянутый валок снабжен дополнительным кольцевым выступом, расположенным против торцовой поверхности вертикального валка, формирующего головку рельса, и контролирующим взаимное положеностью вертикальных роликов, для чего с левой и правой сторон калибра создаются специальные кольцевые выступы (в нижней части калибров пунктир на фиг. I и 2). При этом горизонтальный валок, на котором предусматриваются выступы, выбирается тот, который имеет меньшую величину отдачи при прокатке. В этом случае, настраивая величину зазора а с левой и правой стороны калибра на минимально возможную величину, можно избежать как перекосов, так и смещения в вертикальной плоскости горизонтальных валков, что окажется гарантией успешного проведения процесса прокатки.
Использование предлагаемого валкового узла ур1иверсального калибра обеспечивает следующие преимущества:
ликвидацию перекосов горизонтальных валков и их непредусмотренное режимом деформации смещение в вертикальной плоскости;
облегчение настройки валкового узла, так как положение горизонтальных валков относительно.вертикальных становится определенным и легко может быть проконтролировано, при этом облегчится труд вальцовщиков;
улучщение качества поверхности и качества оформления профиля, так как смещение горизонтальных валков относительно вертикальных вверх будет сопровождаться утонением нижнего фланца подошвы и утолщени -
ем верхнего фланца, что отрицательно отразится на качестве оформления профиля и качестве его поверхности.
нием нижнего фланца подошвы и утолщени -
35
Формула изобретения
30 нием нижнего фланца подошвы и -
0 нием нижнего фланца подошвы и утолщени -
Валковый узел универсального калибра для прокатки рельсов, преимущественно промежуточного или предчистового калибра, включающий горизонтальные приводные валки, формирующие шейку и подошву рельса, неприводные вертикальные валки, один из которых формирует подошву рельс а, а другой . снабжен ручьем закрытого типа для формирования головки рельса, причем один из 1 v fivyL 4 bfi р.| .a t uiJH4Ci4 иди И TU
ризонтальных валков снабжен кольцевым ры- ° ступом, расположенным против торцовой по ризонтальных валков снабжен кольцевым ры- ступом, расположенным против торцовой по - ч-кд.л, Г1 I L VJi/l
ние этих валков.
верхности вертикального валка, формирующего подошву рельса, отличающийся тем, что, с целью повышения качества путем обеспечения симметрии головки профиля относительно его шейки и облегчения настройки калибра, упомянутый валок снабжен дополнительным кольцевым выступом, расположенным против торцовой поверхности вертикального валка, формирующего головку рельса, и контролирующим взаимное положе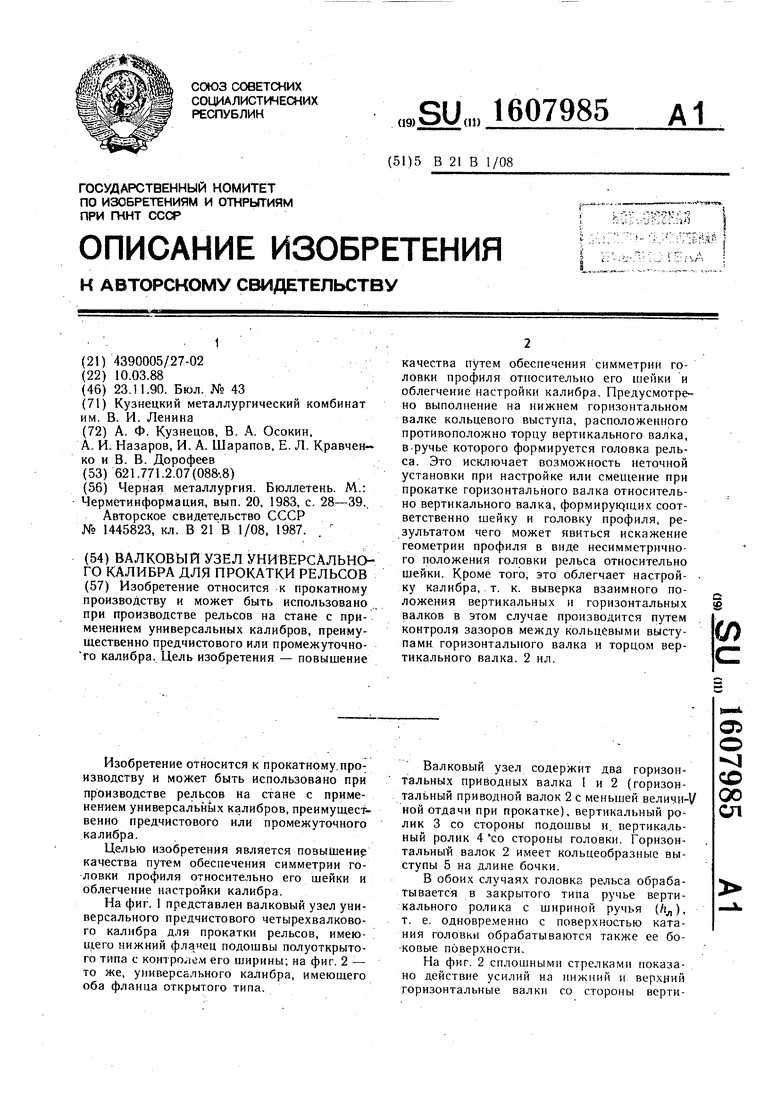
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| ВАЛКОВЫЙ УЗЕЛ УНИВЕРСАЛЬНОГО ЧЕТЫРЕХВАЛКОВОГО КАЛИБРА | 2003 |
|
RU2233716C1 |
| Способ прокатки рельсов | 1988 |
|
SU1614869A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| Способ изготовления рельсов | 1987 |
|
SU1535663A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Универсальный четырехвалковый калибр | 1989 |
|
SU1676690A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
Изобретение относится к прокатному производству и может быть использовано при производстве рельсов на стане с применением универсальных калибров, преимущественно предчистового или промежуточного калибра. Цель изобретения - повышение качества путем обеспечения симметрии головки профиля относительно его шейки и облегчение настройки калибра. Предусмотрено выполнение на нижнем горизонтальном валке кольцевого выступа, расположенного противоположно торцу вертикального валка, в ручье которого формируется головка рельса. Это исключает возможность неточной установки при настройке или смещение при прокатке горизонтального валка относительно вертикального валка, формирующих соответственно шейку и головку профиля, результатом чего может явиться искажение геометрии профиля в виде несимметричного положения головки рельса относительно шейки. Кроме того, это облегчает настройку калибра, т.к. выверка взаимного положения вертикальных и горизонтальных валков в этом случае производится путем контроля зазоров между кольцевыми выступами горизонтального валка и торцом вертикального валка. 2 ил.
Фиг.1
Фиг.2
| Черная металлургия | |||
| Бюллетень | |||
| М.: Черметинформация, вып | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
