Изобретение относится к машиностроению и может бить использовано при шлифовании направляющих станин с образованием на них регулярного микрорельефа (РМР).
Цель изобретения - образование регулярного микрорельефа с заданной величиной шага.
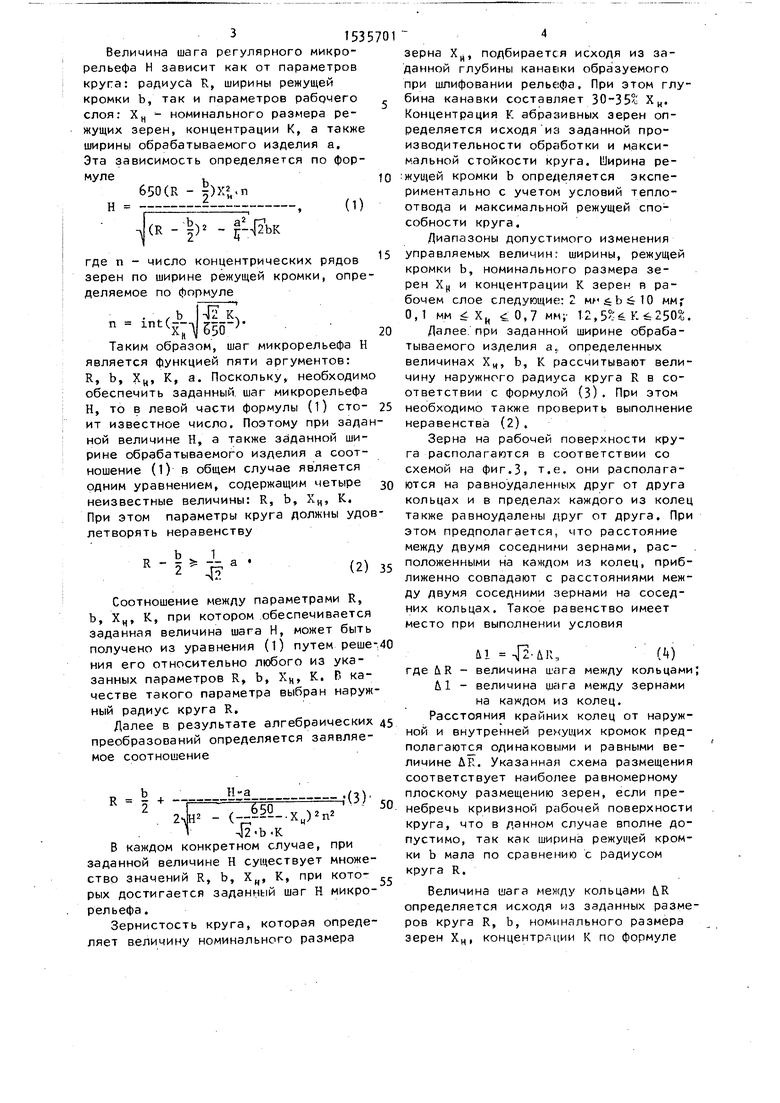
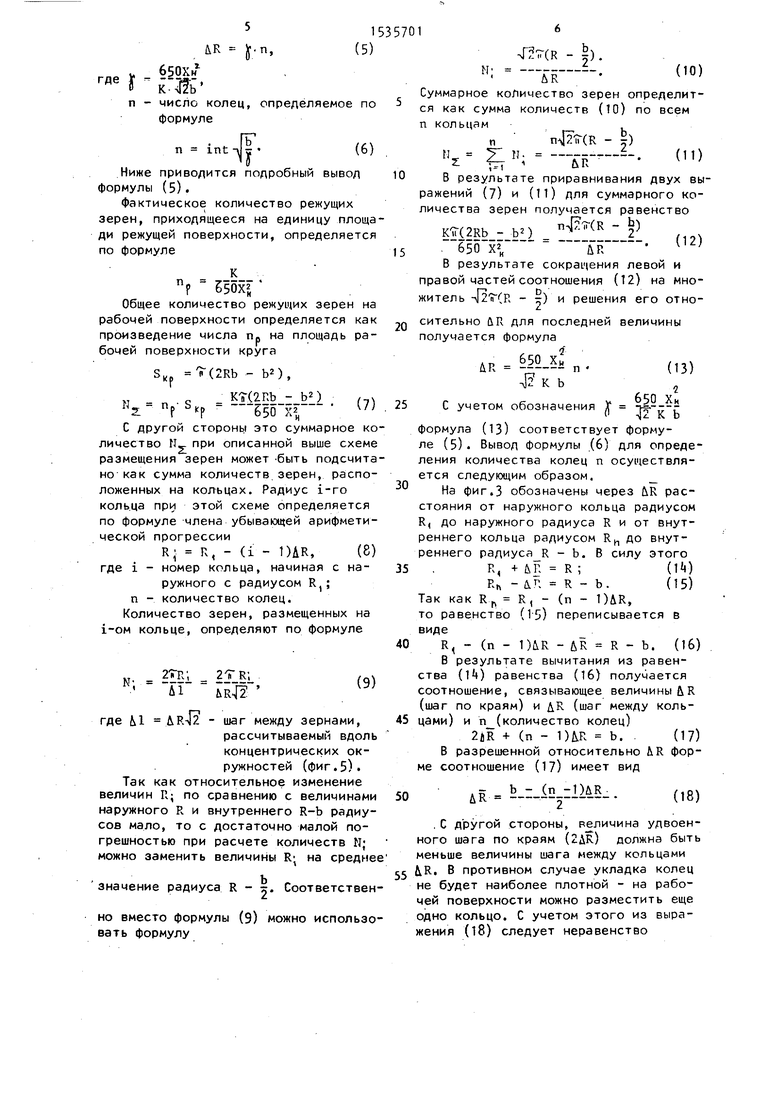
На фиг.1 приведена схема взаимного расположения обрабатываемого изделия и шлифовального круга; на фиг.2- то же, вид в плане; на фиг.З - расчетная схема определения параметров
размещения абразивных зерен в рабочем слое шлифовального круга; на фиг.4 - узел I на фиг.З, на фиг.5 - схема расчета величин шага регулярного микрорельефа (РМР).
Способ реализуется следующим образом.
Первоначально задаются параметры формируемого РМР на детали 1: величина шага РМР и глубина канавки, г го- ответствии с которыми подбирается шлифовальный круг 2.
:л
со ел J
31535701
Величина шага регулярного микрорельефа Н зависит как от параметров круга: радиуса R, ширины режущей кромки Ь, так и параметров рабочего слоя: Хн - номинального размера режущих зерен, концентрации К, а также ширины обрабатываемого изделия а. Эта зависимость определяется по формуле
1
650 (R - т;)Х2„-л
(R - |) - J-42M
где п - число концентрических рядов зерен по ширине режущей кромки, определяемое по формуле
п
int(
Таким образом, шаг микрорельефа 11 является функцией пяти аргументов: R, b, Хн, К, а. Поскольку, необходимо обеспечить заданный шаг микрорельефа Н, то в левой части формулы (1) сто- 25 ит известное число. Поэтому при заданной величине Н, а также заданной ширине обрабатываемого изделия а соотношение (1) в общем случае является одним уравнением, содержащим четыре зо неизвестные величины: R, b, Хн, К. При этом параметры круга должны удовлетворять неравенству
- 2 -F 2 4
Соотношение между параметрами R, Ь, Хч, К, при котором обеспечивается заданная величина шага Н, может быть получено из уравнения (1) путем реше-40 ния его относительно любого из указанных параметров R, Ь, Х„, К. Р качестве такого параметра выбран наружный радиус круга R.
Далее в результате алгебраических д5 преобразований определяется заявляемое соотношение
я-|.
Н-а
zJn2 ;(3)
50
TJilTJ ;
2-Ь-К
В каждом конкретном случае, при заданной величине Н существует множество значений R, Ь, Хн, К, при кото- ,. рых достигается заданный шаг Н микрорельефа .
Зернистость круга, которая определяет величину номинального размера
10
15
20
25 зо 35
-40 д5
50
,.
зерна Хи, подбирается исходя из заданной глубины канавки образуемого при шлифовании рельефа. При этом глубина канавки составляет 30-351 Хн. Концентрация К. абразивных зерен определяется исходя из заданной производительности обработки и максимальной стойкости круга. Ширина режущей кромки b определяется экспериментально с учетом условий тепло- отвода и максимальной режущей способности круга.
Диапазоны допустимого изменения управляемых величин: ширины, режущей кромки Ь, номинального размера зерен Хн и концентрации к зерен в рабочем слое следующие: 2 мм; 0,1 мм Ј Xh i 0,7 мм;- 12,5 К Ј .
Далее при заданной ширине обрабатываемого изделия а, определенных величинах Хн, Ь, К рассчитывают величину наружного радиуса круга R в соответствии с формулой (3). При этом необходимо также проверить выполнение неравенства (2).
Зерна на рабочей поверхности круга располагаются в соответствии со схемой на фиг.З, т.е. они располагаются на равноудаленных друг от друга кольцах и в пределах каждого из колец также равноудалены друг от друга. При этом предполагается, что расстояние между двумя соседними зернами, расположенными на каждом из колец, приближенно совпадают с расстояниями между двумя соседними зернами на соседних кольцах. Такое равенство имеет место при выполнении условия
Ы 42- Л К,СО
где hR - величина шага между кольцами; & 1 - величина шага между зернами
на каждом из колец. Расстояния крайних колец от наружной и внутренней режущих кромок предполагаются одинаковыми и равными величине UK. Указанная схема размещения соответствует наиболее равномерному плоскому размещению зерен, если пренебречь кривизной рабочей поверхности круга, что в данном случае вполне допустимо, так как ширина режущей кромки b мала по сравнению с радиусом круга R.
Величина шага между кольцами R определяется исходя из заданных размеров круга R, Ь, номинального размера зерен Хн, концентрации К по формуле
v §5. « К J2V
п число колец, определяемое по формуле
п int
fНиже приводится подробный вывод формулы (5).
фактическое количество режущих зерен, приходящееся на единицу площади режущей поверхности, определяется по формуле
7г пчг t
К
Р Ssoxj;
Общее количество режущих зерен на рабочей поверхности определяется как произведение числа п. на площадь рабочей поверхности круга
SKf (2Rb - Ьг),
N,
Т
(7)
) 650 :JH С другой стороны это суммарное количество N-. при описанной выше схеме размещения зерен может быть подсчитано как сумма количеств зерен, расположенных на кольцах. Радиус i-ro кольца при этой схеме определяется по формуле члена убывающей арифметической прогрессии
R- П, - (i - OAR, где i - номер кольца, начиная с наружного с радиусом R ; п - количество колец. Количество зерен, размещенных на i-ом кольце, определяют по формуле
(8)
2Тг П iFUT
где 1 AR-J2 - шаг между зернами,
рассчитываемый вдоль концентрических окружностей (фиг.5). Так как относительное изменение величин R; по сравнению с величинами наружного R и внутреннего R-b радиусов мало, то с достаточно малой погрешностью при расчете количеств N; можно заменить величины R; на среднее
значение радиуса R - . Соответственно вместо формулы (9) вать формулу
можно использо
№( - 5).
N-
Г
&R
(Ю)
25
10
20
30
35
Суммарное количество зерен определится как сумма количеств (10) по всем
п кольцам
о-.
nn42Y(R - f)
i - % -те-2В результате приравнивания
(И)
(12)
двух выражений (7) и (11) для суммарного количества зерен полумается равенство
K7(2Rb - b ) П(К - 2
650
В результате сокращения левой и правой частей соотношения (12) на мноI- fo
житель -N2T(R - -) и решения его относительно UR для последней величины получается формула
650 Х„ .
ДП
b С учетом обозначения Y
(13)
650 Хн
ЗГк ь
формула (13) соответствует формуле (5). Вывод формулы (6) для определения количества колец п осуществляется следующим образом.
На фиг.З обозначены через AR расстояния от наружного кольца радиусом R до наружного радиуса R и от внутреннего кольца радиусом Rh до внутреннего радиуса К - Ь. В силу этого R, &R R ;(
Rr, - Лг- R - b. (15)
Так как R r
- b. R, - (п - 1)&R,
(16)
то равенство (15) переписывается в виде 40 R, - (n - 1)iR - AR R - b.
В результате вычитания из равенства (И) равенства (16) получается соотношение, связывающее величины UR (шаг по краям) и AR (шаг между коль- 45 цами) и п(количество колец)
2«R + (п - 1)AR Ь. (17) В разрешенной относительно &R форме соотношение (17) имеет вид
AR
(18)
ь - (n -OUR
2
.С другой стороны, величина удвоенного шага по краям (2ДК) должна быть меньше величины шага между кольцами AR. В противном случае укладка колец не будет наиболее плотной - на рабочей поверхности можно разместить еще одно кольцо. С учетом этого из выражения (18) следует неравенство
„«Ь-гЛв.г.
- 2 2
или же
06b - (n - OAR &R. (20) Учитывая связь между величинами UR и п (имеется функциональная зависимость (5)) и в результате подстановки этой зависимости в неравенство (20) получается неравенство, содержа- щее одну неизвестную величину п
- (п - 1). (21) В результате алгебраических преобразований
+
получается неравенство О & b - 0.
Анализ этого неравенства показывает, что оно эквивалентно уравнению
Ь - n)f 0,
решение которого
Гь п intW-) ,
, где int(...) означает ближайшее целое
число,
с учетом введенного обозначения для величины у OJU
f 42-к-ь
окончательное выражение для количества колец записывается в виде
. I г V1 i b Н. К.- п int().
В результате подставки формулы (22 в формулу (3) получаем искомую формулу Ц ,.а:
(22)
(23)
5 ю
15
20
25
30
Обработку проводят чашечными кругами с различными величинами Ь, К, Хм, R, подбираемыми в указанном выше диапазоне, исходя из обеспечения заданных величин Н (табл. 1).
При этом круги изготовлялись на органической связке С-156 и оснащались зернами из гексанита различной зернистости. Для первого из вариантов (для получения Н 0,60 мм) использовались зерна 100/80 (номинальный размер зерна 0,1 мм) при концентрации 12,5%, шириной режущей кромки Ь мм. По формуле (23) рассчитывается радиус круга R, необходимый для обеспечения заданного шага Н 0,6 мм. В результате подстановки в формулу (23) значений Хи 0,1 мм; Ь 4 мм; К 12,5% определяется знамение радиуса круга R 125 мм. Проверка соотношения (2), обеспечивающего регулярности микрорельефа, показывает, что при таких значениях R, b и а оно удовлетворяется:. 125 - . 42
Значения параметров Хц, Ь, К и рассчитываемые по формуле (22) соответствующие этим величинам величины радиуса круга R для остальных вариантов приведены в табл. 2.
Табли ца 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка | 1989 |
|
SU1734965A1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182072C2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ обработки отверстий с наклонной образующей | 1990 |
|
SU1803278A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| Устройство для обработки плоских поверхностей вибронакатыванием | 1990 |
|
SU1734989A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |

Изобретение относится к машиностроению и может быть использовано при обработке направляющих станин с образованием на их поверхности регулярного микрорельефа. Цель изобретения - расширение технологических возможностей за счет образования регулярного микрорельефа с заданной величиной шага. Шлифование производят торцом круга с расчетным распределением зерен по режущей кромке. Зерна расположены по концентрическим кольцам с постоянным шагом. Расстояние между двумя ближайшими зернами соседних колец равно шагу между зернами кольца. Наружный радиус круга определяют по математической формуле с учетом размера зерен, концентрации их в рабочем слое и заданной величины шага регулярного микрорельефа. 5 ил., 2 табл.
Пример. Необходимо произвести обработку направляющих станин шириной поверхности а 100 мм.
Из специальных экспериментов, проведенных для Ц-х вариантов различных материалов пар сопрягаемых деталей ползун-станина, определены следующие величины оптимального шага регулярного микрорельефа, приведенные в табл. 1
Таблица 1
Оптимальная величина шага микрорельефа И, мм
0,60 0,69 1,08 0,15
Проверка соотношения (2), проведенная для второго, третьего и четвертого примеров реализации способа, показывает, что это соотношение выполняется .
Формула изобретения
Способ шлифования плоских поверхностей с образованием регулярного микрорельефа, при котором вращающемуся кругу с торцовой рабочей поверхностью и детали сообщают относительное возвратно-поступательное перемещение вдоль продольной оси симметрии поверхности обрабатываемой детали, отличающийся тем, что, с
915
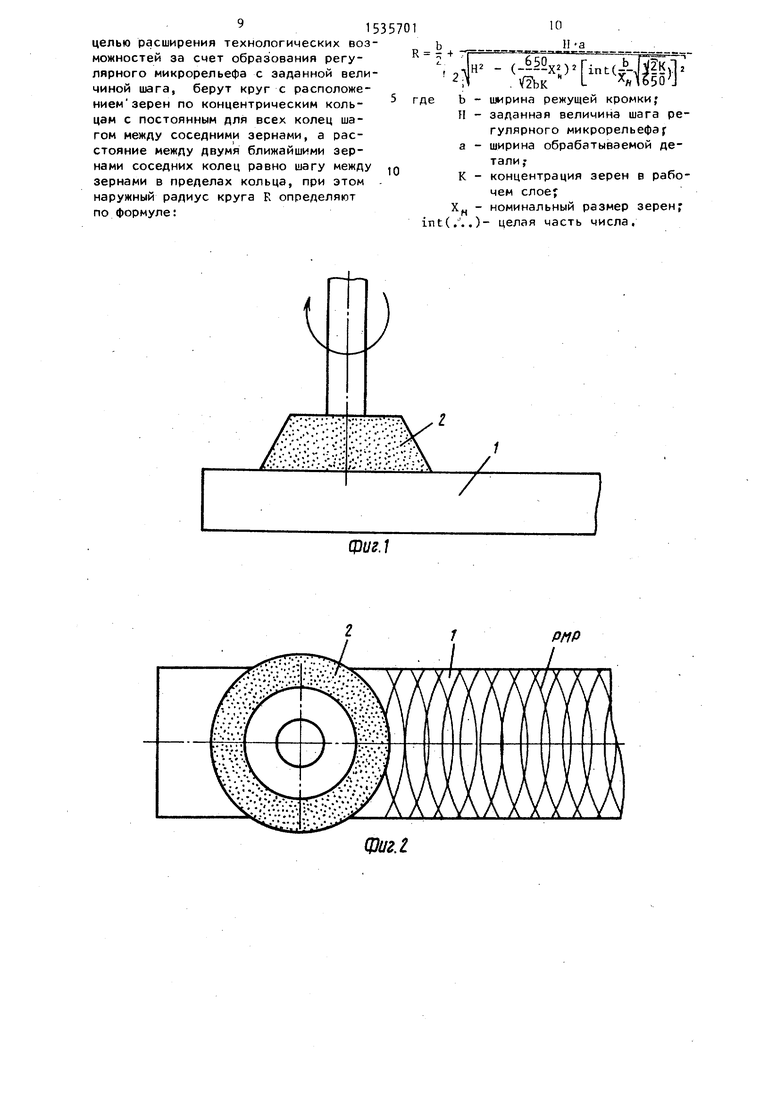
целью расширения технологических возможностей за счет образования регулярного микрорельефа с заданной величиной шага, берут круг с расположением зерен по концентрическим кольцам с постоянным для всех колец шагом между соседними зернами, а расстояние между двумя ближайшими зернами соседних колец равно шагу между зернами в пределах кольца, при этом наружный радиус круга Р. определяют по формуле:
10
--ST 2f
II-а
. § 52x2J,|-int(
ь Ж Л
VTbK
де b - ширина режущей кромки;
И - заданная величина шага регулярного микрорельефа{
а - ширина обрабатываемой детали ;
К - концентрация зерен в рабочем слое;
Xi, - номинальный размер зерен
м int (...)- целая масть числа,
/
РНР
фиг.
фиг.З
ч Jr/ммг - so рл/а
i °
й
fr
фигЛ
| Терган B.C | |||
| Плоское шлифование | |||
| М.: Высшая школа, 19&9, с | |||
| Пуговица | 0 |
|
SU83A1 |
| ( СПОСОБ ШЛИЛОПАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | |||
