Изобретение относится к высокоэнергетической обработке материалов давлением, в частности к способам компактирования взрывом быстрозакаленных материалов.
Целью изобретения является повышение плотности полученных изделий за счет использования заряда, обеспечивающего смещение фольги по линиям локализации сдвига.
На фиг. 1 представлено устройство, общий вид; на фиг.2 - микрошлиф компактированного образца из фольг с локализацией сдвига; на фиг.3 - схема геометрических соотношений между параметрами прессования и параметрами сдвиговой локализации.
Способ осуществляется следующим образом.
Рулон 1, состоящий из навитой на стержень 2 аморфной фольги с закрепленным концом, закрывают технологическими заглушками 3, 4 во избежание попадания продуктов детонации взрывчатого вещества между слоями фольги. Вокруг рулона располагают заряд взрывчатого вещества 5 в оболочке 6. Заряд инициируют электродетонатором 7.
Компактирование ведут в режиме, при котором фольги деформируются по линиям локализованного сдвига (фиг. 2), по которым происходит сцепление соседних фольг и этим достигается высокая плотность образца как целого.
Параметром, определяющим характер локализации, является амплитуда сдвига ε, которая вычисляется по следующей формуле
ε= 0,2  где t - начальная толщина слоя фольги;
где t - начальная толщина слоя фольги;
R - внешний радиус оболочки;
ρо - плотность намотки фольги;
N - число сдвигов, находится по данным микроструктурного анализа шлифов поперечного сечения образца.
Если пренебречь изменением длины внешнего контура образца из аморфных фольг в процессе компактирования (что справедливо для большинства аморфных сплавов из-за их высокой прочности и малой пластичности) и учесть, что ε ≪  ,
,  ≪ 1, то можно считать, что A = 2
≪ 1, то можно считать, что A = 2  , a A = 2
, a A = 2  (фиг.3), тогда связь между радиусами R и R1 (радиус образца до и после компактирования) будет
(фиг.3), тогда связь между радиусами R и R1 (радиус образца до и после компактирования) будет
R = R 
Учитывая, что конечная плотность для практически важных режимов компактирования близка к теоретической ρм, имеем R2K=R2, где K= -  +
+ 
 1 -
1 -  , где ρо- плотность намотки фольги, получаем
, где ρо- плотность намотки фольги, получаем +
+ 
 1 -
1 -  = 1 -
= 1 -  cos α где α- угол сдвига, распространяющегося через весь массив компакта (40-50о) к касательной оболочки.
cos α где α- угол сдвига, распространяющегося через весь массив компакта (40-50о) к касательной оболочки.
Если выразить через начальную толщину слоя фольги r=R-t, то t 2-
2-  1-
1-  = N ·
= N ·  · cos α
· cos α
. Учитывая, что cos α ~ 0,7; Ko=  , ε=α(H)N, где α(H) =
, ε=α(H)N, где α(H) =  · a
· a
lo -величина порядка ширины фронта ударной волны в компактируемом материале;
а - константа, зависящая от свойств материала и для известного класса аморфных металлических сплавов (2 НСР, 71 КНСР, 10 НСР, 9 КСР, Vitro-Vac 0080), равна 3х10-4.
Таким образом
ε2=  откуда H =
откуда H =  Подставив значение ε, при котором достигается максимальная плотность, получаем толщину слоя взрывчатого вещества, при котором изделие с требуемой прочностью обладает максимальной плотностью
Подставив значение ε, при котором достигается максимальная плотность, получаем толщину слоя взрывчатого вещества, при котором изделие с требуемой прочностью обладает максимальной плотностью
H =  ,мм где l - толщина стенки контейнера, мм;
,мм где l - толщина стенки контейнера, мм;
t - начальная толщина обрабатываемого материала, мм;
R - наружный радиус обрабатываемого материала, мм;
Ко - отношение плотности обрабатываемого материала к теоретической плотности.
П р и м е р.
На фторопластовый стержень диаметром 8 мм навивалась фольга из сплава 71КНСР (Co58˙Ni10˙Fe5˙Si11˙B16) Ту 14-1-3969-85 шириной 50 мм и толщиной 30 мкм до наружного диаметра 18 мм с плотностью навивки 75% от теоретической плотности материала фольги. Конец фольги крепили клеем К-88. Рулон с навитой фольгой закрывали заглушками из Ст.3 и размещали в картонной оболочке диаметром 50 мм с зарядом сыпучего (аммонит 6ЖВ) ВВ. Компактирование проводилось во взрывной камере.
Измерение прочности на сжатие полученных компактов из фольг приведены в таблице, где амплитуда сдвига ε представлена в единицах толщин фольги h.
Погрешность измерения ±0,5 кг/мм2.
Из таблицы видно, что оптимальным по прочности для цилиндрических изделий является режим компактирования, вызывающий локализацию сдвига амплитудой 2-4 размера толщины фольги.
После механической обработки скомпактированных изделий проводили измерения их свойств в партии из 10 штук и их сравнение с аналогичными образцами, полученными по схеме, взятой из прототипа. Размеры образцов: диаметр 14,5, толщина стенки 3 мм и высота 40 мм. Плотность компактов, полученных по известному способу, составила 96,5±0,65% при погрешности экспериментов ±0,55% и погрешности измерений ±0,1%. Плотность компактов, полученных по способу согласно изобретению, составила 99,3±0,3% при погрешности эксперимента ±0,2% и погрешности измерений ±0,1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПАКТИРОВАНИЯ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1991 |
|
RU2028852C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ АМОРФНЫХ МАГНИТНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2320455C2 |
| Способ взрывного компактирования порошковых материалов | 2017 |
|
RU2654225C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ВЗРЫВОМ | 1986 |
|
SU1385392A1 |
| Способ компактирования взрывом чешуйчатых порошков | 1991 |
|
SU1803263A1 |
| СПОСОБ ПОЛУЧЕНИЯ КУБИЧЕСКОГО НИТРИДА КРЕМНИЯ | 2006 |
|
RU2331578C2 |
| УСТРОЙСТВО ДЛЯ СИНТЕЗА КРИСТАЛЛИЧЕСКОГО КАРБИНА | 2006 |
|
RU2327514C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ ФОЛЬГ | 1991 |
|
RU2024374C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1997 |
|
RU2124416C1 |
| СПОСОБ ВЗРЫВНОГО ПРЕССОВАНИЯ ПОРОШКОВ | 1993 |
|
RU2037379C1 |
Изобретение относится к высокоэнергетической обработке материалов давлением, в частности к способам компактирования взрывом. Цель изобретения - повышение плотности полученных изделий. На рулон 1, состоящий из навитой аморфной фольги с торцами, закрытыми заглушками 3, 4, воздействуют давлением продуктов детонации взрывчатого вещества 5, размещенного в оболочке 6. Воздействие осуществляют в специальном режиме, обеспечивающем деформацию фольг по линиям локализованного сдвига. При этом обеспечивается высокая плотность компактированного материала. 3 ил., 1 табл.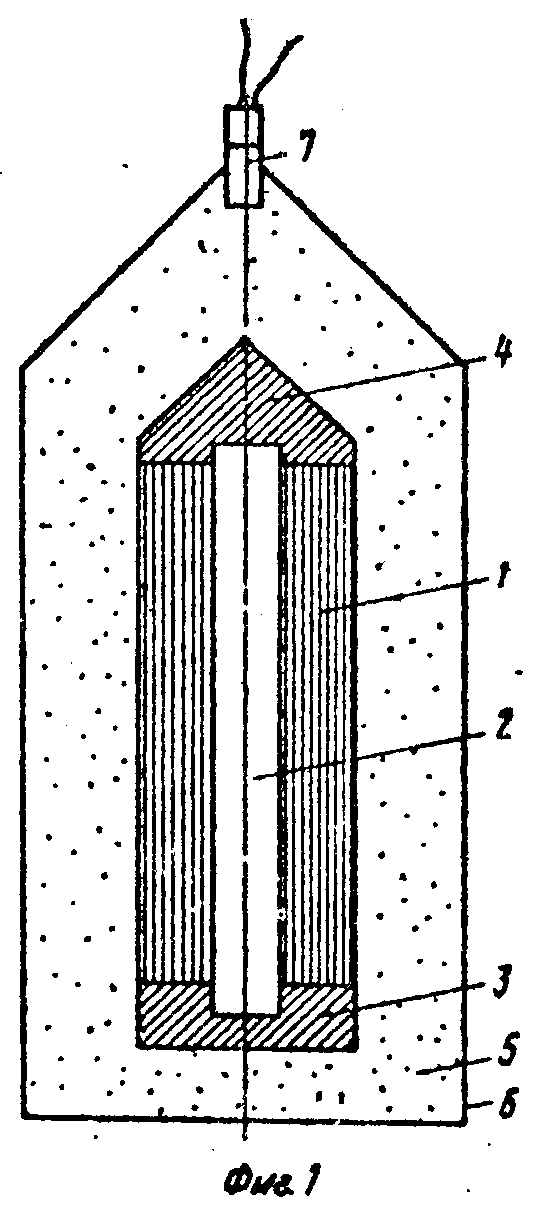
СПОСОБ КОМПАКТИРОВАНИЯ ВЗРЫВОМ БЫСТРОЗАКАЛЕННЫХ МАТЕРИАЛОВ, заключающийся в размещении исходного обрабатываемого материала в цилиндрическом контейнере с заглушками, расположенными со стороны торцов последнего, установке снаружи контейнера заряда взрывчатого вещества, его инициировании и воздействии на обрабатываемый материал давлением продуктов детонации взрывчатого вещества, отличающийся тем, что, с целью повышения плотности получаемых изделий, в качестве исходного обрабатываемого материала используют фольгу, а толщину слоя заряда взрывчатого вещества выбирают из соотношения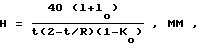
где t - начальная толщина обрабатываемого материала;
R - наружный радиус обрабатываемого материала;
K0 - отношение плотности обрабатываемого материала к теоретической плотности;
l0 - ширина фронта ударной волны, равная 4-5 толщинам фольги;
l - толщина стенки контейнера.
| Крупин А.В., Соловьев В.Я., Шефтель Н.И., Кобелев А.Г | |||
| Деформация металлов взрывом | |||
| М.:Металлургия, 1975, с.229-231, рис.117. |
