Изобретение относится к конструированию оснастки, предназначенной для декоративной обработки изделий путем закладки деколей на формообразующую поверхность матрицы, и может быть использовано на термопластавтоматах при литье изделий конической или цилиндрической формы.
Цель изобретения - обеспечение возможности декоративной обработки цилиндрической или конической поверхности изделий, получаемых на термопластавтоматах.
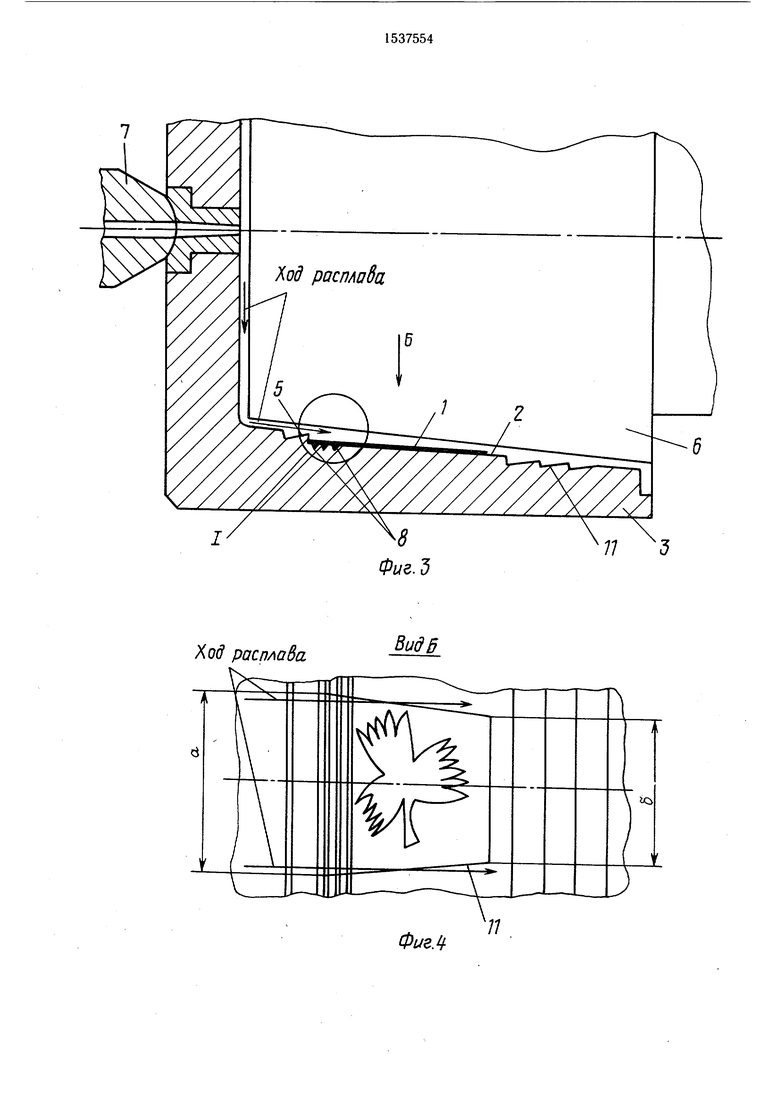
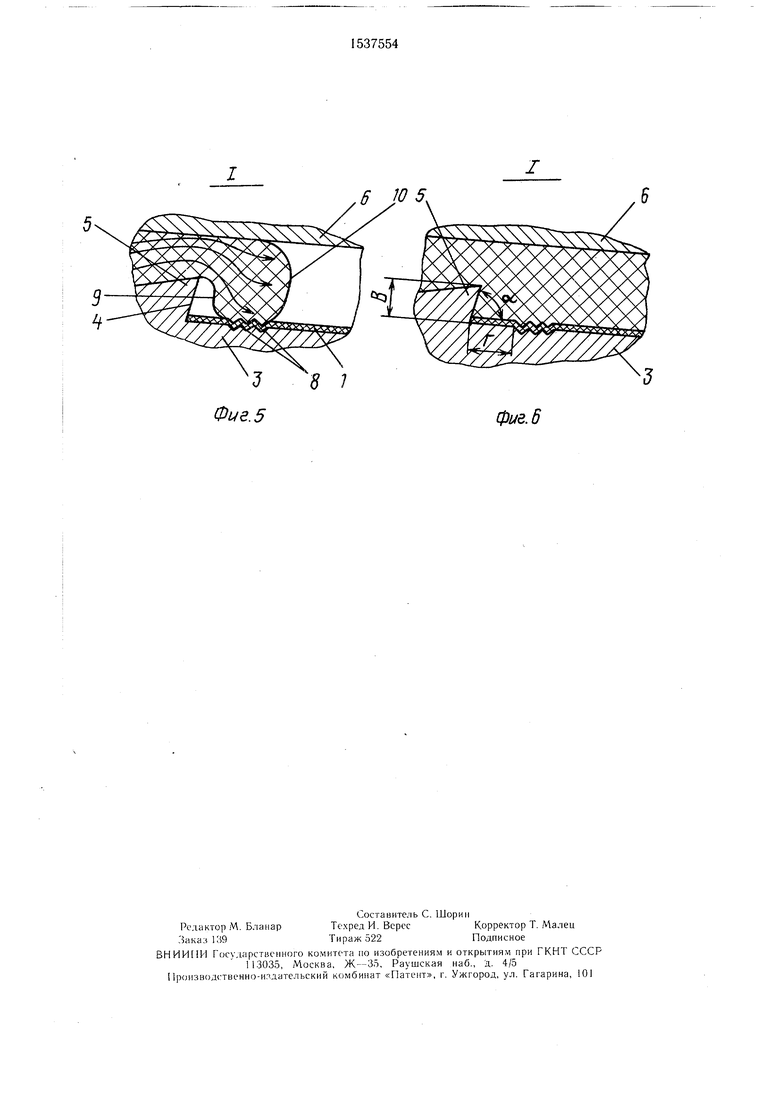
На фиг. 1 изображена пресс-форма, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - пресс-форма, частичный разрез; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - узел I на фиг. 3 в момент заполнения полости пресс-формы в районе переднего края деколя; на фиг. 6 - то же, после заполнения формы расплавом.
Пресс-форма содержит деколь 1, формообразующую поверхность 2, матрицу 3, стенку 4 кругового выступа 5, пуансон 6, сопло 7 литьевой машины, круговые впадины 8, поверхности 9 и 10 фронта расплава термопласта, круговые декоративные выступы 11.
В соответствии с предлагаемой пресс- формой предварительно заряженный статическим электричеством деколь 1, имеющим форму трапеции, у которой сторона а больше стороны б укладывают на коническ ю (либо цилиндрическую) часть формообразующей поверхности матрицы 3 так. что большая сторона а направлена навстречу движению потока расплава. Деколь 1 кла- дывают так, что все точки стороны а упираются в стенку 4 кругового выст па 5 Деколь укладывают при отведенном вправо (по чертеже) пуансоне 6. После смыкания пресс-формы через сопло 7 в пресс- форму подают расплав термопласта.
Расплав (фиг. 5) в первый момент как бы сваливаются с выступа 5 и за счет статического напора в расплаве вдавливает деколь в круговые впадины 8, что способствует надежному сцеплению деколя с формообразующей поверхностью и препятствует сдвиганию деколя в направлении потока расплава.
Опытным путем установлено, что чгол/, (фиг. 6) должен быть не более 80°. При таких углах расплав в первый момент не течет
(Л
ел
со
СЛ СЛ
4
по стенке 4 (фиг. 5) и подлива расплава между матрицей и деколем не происходит.
Однако выполнять угол /. менее 50-60° нецелесообразно, так как при этом могут пострадать вид и эксплуатационные качества изделия. Выполнение деколя в виде трапеции обусловлено тем, что при такой форме деколя предотвращается возможность подлива расплава между деколем и матрицей со стороны боковых сторон деколя. При прямоугольной форме деколя этот подлив становится возможным.
Формула изобретения Пресс-форма для литья изделий на тер- мопластавтоматах, содержащая пуансон и матрицу с конической или цилиндрической формообразующей поверхностью, отличающаяся тем, что, с целью обеспечения декоративной обработки изделий путем закладки деколя, на формообразующей поверхности матрицы выполнен круговой выступ под углом в пределах 50-80° к формообразующей поверхности, на которой также под круговым выступом выполнены одна или более круговых впадин.

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий на экструзионно-выдувных агрегатах | 1988 |
|
SU1597288A1 |
| Декоративная облицовочная плитка | 1988 |
|
SU1650884A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК И ПОЛИМЕРОВ | 2014 |
|
RU2577280C2 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2582713C2 |
| ФОРМА ДЛЯ ЛИТЬЯ И СПОСОБ ЛИТЬЯ ПЛАСТМАССОВОЙ ПАТРОННОЙ ГИЛЬЗЫ | 2003 |
|
RU2230662C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| Литьевая форма | 1978 |
|
SU763112A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
Изобретение относится к способам декоративной обработки изделий из пластмасс и может быть применено в химической промышленности при изготовлении изделий на литьевых машинах. Цель изобретения - обеспечение возможности декоративной обработки цилиндрической или конической формы, а также снижение брака за счет более надежного удержания деколя на указанных поверхностях. Для этого на матрице выполнен круговой выступ под углом 50 - 80° к формообразующей поверхности. Под выступом выполнены одна или более круговых впадин. 6 ил.
Пуансон
7
Фаг } Ход расплава
Вид А
Крой деколя
Quz.2
Xotf расплаба
Фие.З
11 3
Видб
ФигЛ
фиг. 6
| Гецас С | |||
| И | |||
| Декоративная обработка изделий из пластмасс | |||
| - М.: Химия, 1978, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
