Изобретение относится к металлообработке и может быть использовано для сборки деталей запрессовкой.
Цель изобретения - повышение надежности полученных изделий и сокращение количества отходов
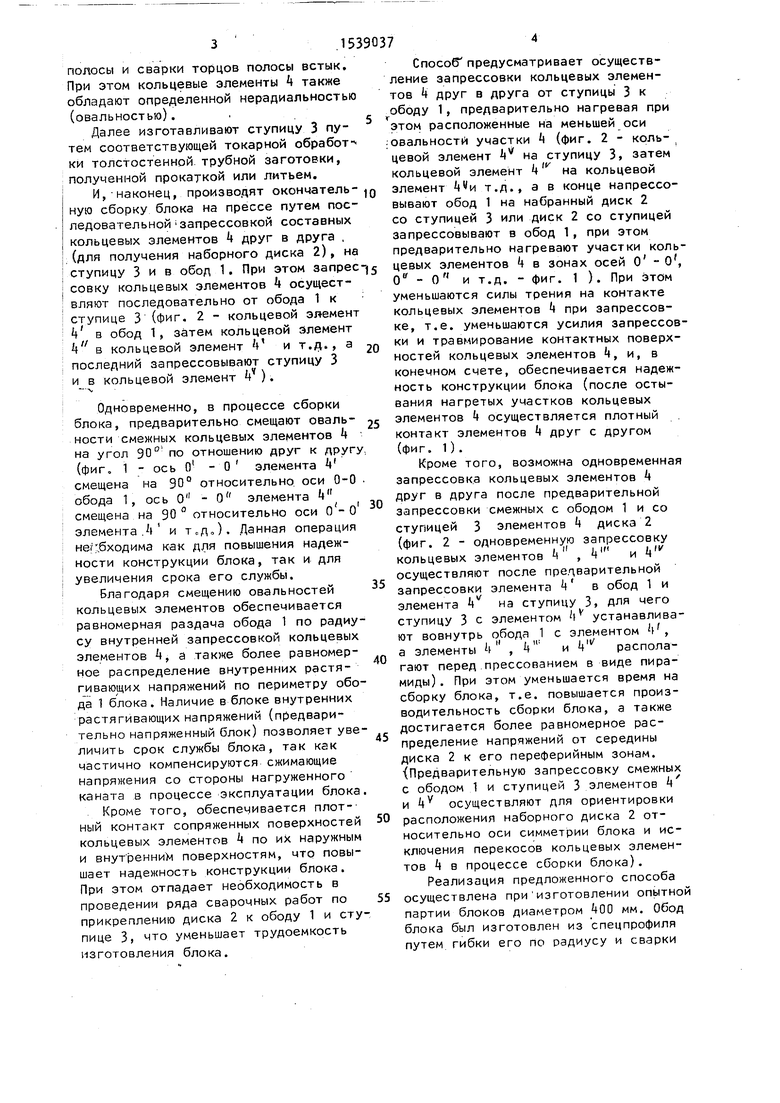
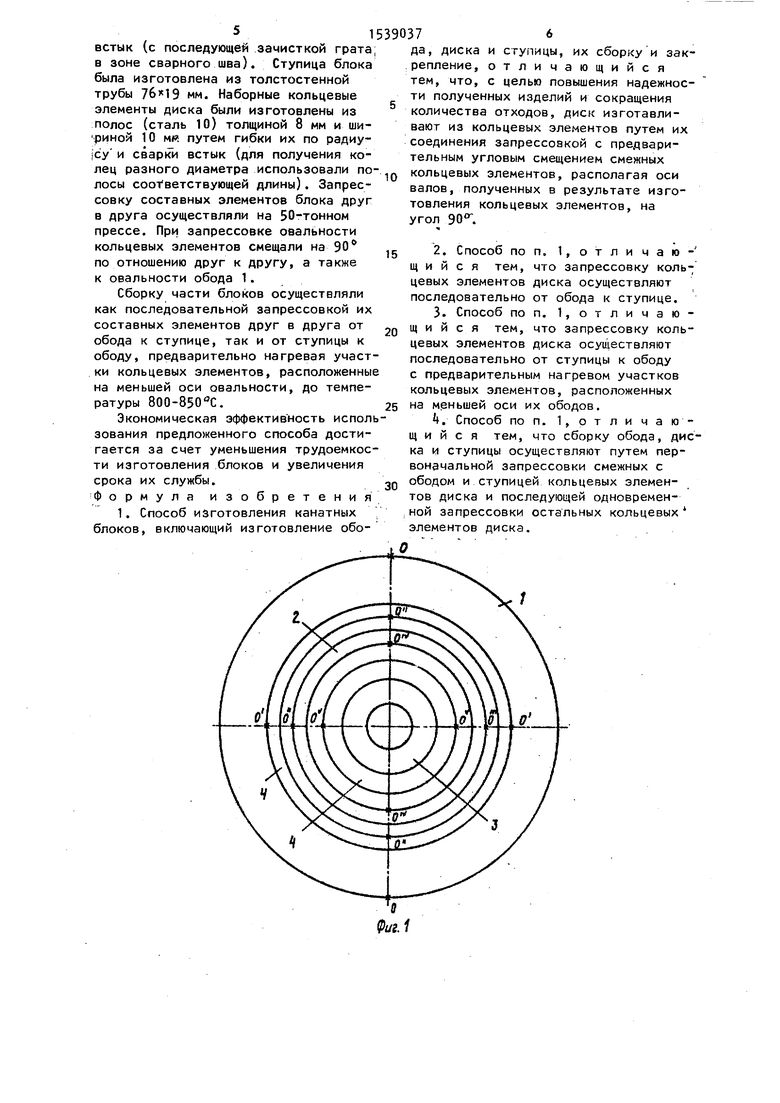
На фиг. 1 и 2 представлены элементы собираемого блока.
В общем виде блок состоит из обода 1, наборного диска 2 и ступицы 3 (фиг. 1). Диск 2 состоит из кольцевых элементов f, контактирующих друг с другом своими наружными и внутренними поверхностями.
Изготовление блока производят в следующем порядке.
Вначале изготавливают обод 1. Обычно операция изготовления обода
1 включает в себя гибку в кольцо соответствующей профилированной полосы и сварку торцов полосы встык. При этом (преимущественно из-за неравно черного температурного нагрева в зоне сварки) не удается получить обод 1 идеально круглым, т.е. он обладает довольно значительной (2 - 5 мм) нерадиальностью (овальностью), что недопустимо при эксплуатации готового блока.
Затем готовят набор кольцевых элементов k с соответствующими наружными и внутренними диаметрами. Кольцевые элементы получают путем порезки трубных заготовок (обычно концевых обрезей труб широного сортамента) или путем гибки в кольцо соответствующей
ел
со со о со
полосы и сварки торцов полосы встык. При этом кольцевые элементы Ь также обладают определенной нерадиальностью (овальностью).
Далее изготавливают ступицу 3 путем соответствующей токарной обработки толстостенной трубной заготовки, полученной прокаткой или литьем.
И, наконец, производят окончатель- ную сборку блока на прессе путем последовательной запрессовкой составных кольцевых элементов k друг в друга . (для получения наборного диска 2), на ступицу 3 и в обод 1. При этом запрес совку кольцевых элементов k осуществляют последовательно от обода 1 к ступице 3 (фиг. 2 - кольцевой элемент 4 в обод 1, затем кольцевой элемент Ц в кольцевой элемент V и т.д., а последний запрессовывают ступицу 3 и в кольцевой элемент v ).
Одновременно, в процессе сборки
блока, предварительно смещают оваль ности смежных кольцевых элементов на угол по отношению друг к дру (фиг. 1 - ось О1 - 0 элемента V смещена на 90° относительно оси 0обода 1, ось 0 - 0 элемента V смещена на 90 ° относительно оси 0элемента и т„д,). Данная операци не/ бходима как для повышения надежности конструкции блока, так и для увеличения срока его службы.
Благодаря смещению овальностей кольцевых элементов обеспечивается равномерная раздача обода 1 по радису внутренней запрессовкой кольцевы элементов k, а также более равномерное распределение внутренних растягивающих напряжений по периметру обда 1 блока. Наличие в блоке внутренних растягивающих напряжений (предварительно напряженный блок) позволяет увличить срок службы блока, так как частично компенсируются сжимающие напряжения со стороны нагруженного каната в процессе эксплуатации блок
Кроме того, обеспечивается плотный контакт сопряженных поверхносте кольцевых элементов по их наружны и внутренним поверхностям, что повышает надежность конструкции блока. При этом отпадает необходимость в проведении ряда сварочных работ по прикреплению диска 2 к ободу 1 и стпице 3, что уменьшает трудоемкость изготовления блока.
JQ
30
35
40
а элементы
25 элементов ,
390374
Способ предусматривает осуществление запрессовки кольцевых элементов k друг в друга от ступицы 3 к гободу 1, предварительно нагревая при этом расположенные на меньшей оси овальности участки (фиг. 2 - кольцевой элемент w на ступицу 3, затем кольцевой элемент kw на кольцевой элемент т.д., а в конце напрессовывают обод 1 на набранный диск 2 со ступицей 3 или диск 2 со ступицей запрессовывают в обод 1, при этом предварительно нагревают участки кольцевых элементов k в зонах осей 0 - О , О -0 и т.д. -фиг. 1 ). При этом уменьшаются силы трения на контакте кольцевых элементов k при запрессовке, т.е. уменьшаются усилия запрессовки и травмирование контактных поверхностей кольцевых элементов k, и, в конечном счете, обеспечивается надежность конструкции блока (после остывания нагретых участков кольцевых
осуществляется плотный контакт элементов друг с другом (фиг. 1).
Кроме того, возможна одновременная запрессовка кольцевых элементов друг в друга после предварительной запрессовки смежных с ободом 1 и со ступицей 3 элементов диска 2 (фиг. 2 - одновременную запрессовку кольцевых элементов , V и V осуществляют после предварительной запрессовки элемента V в обод 1 и элемента k на ступицу 3, для чего ступицу 3 с элементом h устанавливают вовнутрь обода 1 с элементом V,
20
, «/
45
50
55
располагают перед прессованием в виде пирамиды). При этом уменьшается время на сборку блока, т.е. повышается производительность сборки блока, а также достигается более равномерное распределение напряжений от середины диска 2 к его переферийным зонам. {Предварительную запрессовку смежных с ободом 1 и ступицей 3 элементов А и осуществляют для ориентировки расположения наборного диска 2 относительно оси симметрии блока и исключения перекосов кольцевых элементов k в процессе сборки блока).
Реализация предложенного способа осуществлена при изготовлении опытной партии блоков диаметром 00 мм. Обод блока был изготовлен из спецпрофиля путем гибки его по радиусу и сварки
Риг.Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления канатного блока | 1982 |
|
SU1133452A1 |
| Способ изготовления зубчатых колес | 1979 |
|
SU863258A1 |
| Опорный каток гусеничной машины | 1983 |
|
SU1126487A1 |
| КАНАТНЫЙ БЛОК | 2005 |
|
RU2305656C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИЗГОТОВЛЕНИЯ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ | 1995 |
|
RU2095184C1 |
| Способ изготовления колес | 1983 |
|
SU1140865A1 |
| Колесо транспортного средства | 1983 |
|
SU1237471A1 |
| Устройство для сборки сердечника с корпусом электрической машины | 1989 |
|
SU1723639A1 |
| Установка для сборки и сварки колес транспортных средств | 1986 |
|
SU1477529A1 |
| КАНАТНЫЙ БЛОК | 2006 |
|
RU2318720C1 |
Изобретение относится к металлобработке. Цель изобретения - повышение надежности полученных изделий и сокращение количества отходов. Диск блока выполняют составным из концентрично расположенных кольцевых элементов, которые собирают запрессовкой с предварительным смещением овальностей сменных кольцевых элементов на угол 90°. Запрессовку кольцевых элементов осуществляют от обода к ступице или от ступицы к ободу с предварительным нагревом участков кольцевых элементов, расположенных на меньшей оси их овалов. Затем проводят сборку диска с ободом и ступицей. Благодаря смещению овальностей кольцевых элементов обеспечивается более равномерное распределение внутренних растягивающих напряжений, что повышает надежность полученных изделий. 3 з.п. ф-лы, 2 ил.
| Машиностроитель, 1982, № 8, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ( СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТНЫХ БЛОКОВ | |||
