Изобретение относится к загрузочным устройствам металлорежущих станков и может быть использовано в машиностроении, например, подшипниковом производстве при загрузке металле- обрабатывающих станков заготовками цилиндрической формы.
Цель изобретения - расширение технологических возможностей, повышение производительности и надежности работы устройства путем обеспечения ориентации цилиндрических заготовок, имеющих соотношение длины к диаметру, равное единице, и обеспечение быстрой без заеданий ориентации заготовок и подачи их в приемную трубку.
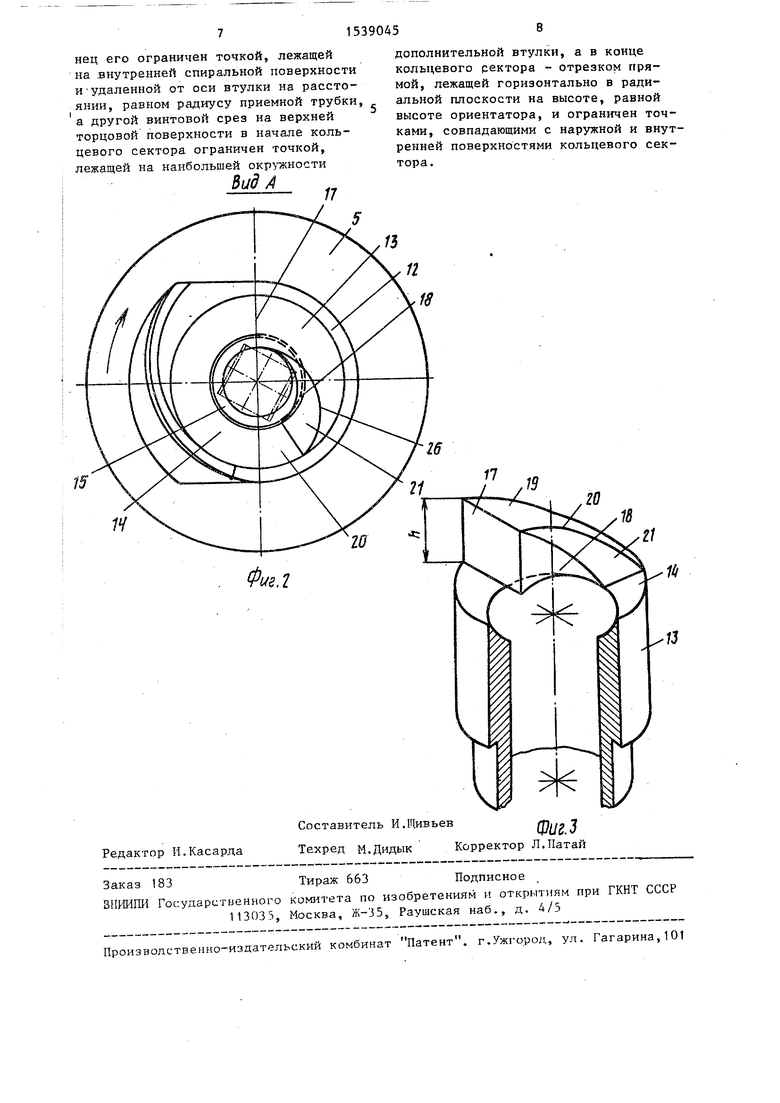
На фиг.1 изображено загрузочное устройство для цилиндрических заготовок, продольный разрез; на фиг.2 - вид А на фиг.1; на фиг.3 - дополни- тельная втулка с ориентатором, вид в аксонометрии.
Загрузочное устройство для цилиндрических заготовок содержит кронштейн 1. На последнем размещен кор- пус 2, на котором смонтирован бункер 3, Внутри корпуса 2 на подшипниках 4 смонтирован ппиндель 5, приводимый в движение через ременную передачу 6,
валик 7 и пару конических колес 8 и 9. В шпинделе 5 закреплена втулка 10 с конической поверхностью 11, вершин которой направлена вниз. Втулка 10 служит для передачи вращения и на ее конусной поверхности смонтированы спиралеобразный клиновый ворошитель 12 и дополнительная втулка 13. Посленяя на конце, обращенном к бункеру 3, имеет горловину, выполненную в виде конической поверхности 14. Дополнительная втулка 13 жестко связана с основной втулкой 10.
Дополнительная втулка 13 расположена между втулкой 10 и приемной трубкой 15 с небольшим зазором. Причем дополнительная втулка установлена соосно втулке 10 и приемной трубке 15. На торцовой поверхности приемной трубки выполнена коническая поверхность 16. Коническая поверхность 14 дополнительной втулки 13 сопряжена с конической поверхностью 11 втулки 10 и с конической поверхностью 16 приемной трубки 15.
На конической поверхности 14 дополнительной втулки 13 смонтирован ориентатор. Последний выполнен в
515
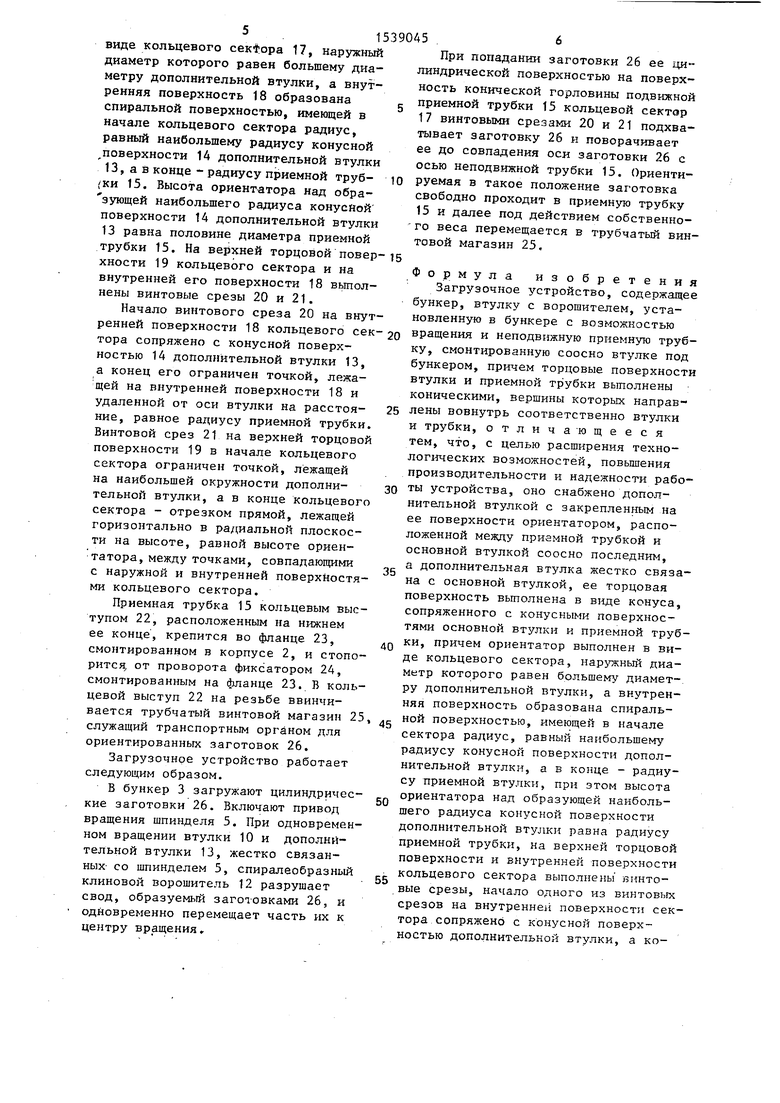
виде кольцевого сектора 17, наружный диаметр которого равен большему диаметру дополнительной втулки, а внутренняя поверхность 18 образована спиральной поверхностью, имеющей в начале кольцевого сектора радиус, равный наибольшему радиусу конусной „поверхности 14 дополнительной втулки
13, а в конце - радиусу приемной труб- /ки 15. Высота ориентатора над обра- эующей наибольшего радиуса конусной поверхности 14 дополнительной втулки 13 равна половине диаметра приемной трубки 15. На верхней торцовой повер хности 19 кольцевого сектора и на внутренней его поверхности 18 выполнены винтовые срезы 20 и 21.
Начало винтового среза 20 на внут
При попадании заготовки 26 ее цилиндрической поверхностью на поверхность конической горловины подвижкой приемной трубки 15 кольцевой сектор 17 винтовыми срезами 20 и 21 подхватывает заготовку 26 и поворачивает ее до совпадения оси заготовки 26 с осью неподвижной трубки 15. Ориентируемая в такое положение заготовка свободно проходит в приемную трубку 15 и далее под действием собственного веса перемещается в трубчатый винтовой магазин 25.
Формула изобретения Загрузочное устройство, содержащее бункер, втулку с ворошителем, установленную в бункере с возможностью
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| Штамп для вытяжки | 1986 |
|
SU1349837A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2210822C2 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| Устройство для формования трубчатых изделий из порошка | 1986 |
|
SU1324761A1 |
| Способ получения брикетов и устройство для его осуществления | 1987 |
|
SU1563984A1 |
| Устройство для ориентации | 1973 |
|
SU460161A1 |
| Бункерное загрузочное устройство | 1978 |
|
SU808243A1 |
Изобретение относится к загрузочным устройствам металлорежущих станков и может быть использовано в машиностроении, например подшипниковом производстве, при загрузке металлообрабатывающих станков заготовками цилиндрической формы. Целью изобретения является расширение технологических возможностей, повышение производительности и надежности устройства путем обеспечения ориентации цилиндрических заготовок, имеющих соотношение длины к диаметру, равное единице, и быстрой без заеданий ориентации заготовок и подачу их в приемную трубку. Загрузочное устройство содержит бункер 3, в котором установлена с возможностью вращения втулка 10 с конической поверхностью 11. Под втулкой 10 и соосно с ней неподвижно установлена трубка 15 накопителя с конической торцовой поверхностью 16. Между трубкой накопителя 15 и втулкой 10 смонтирована дополнительная втулка 13, жестко связанная с втулкой 10 и установленная соосно и концентрично втулке 10 и приемной трубке 15. Торцовая поверхность дополнительной втулки 13 выполнена в виде конуса 14, сопряженного с конусными поверхностями 11 и 16 соответственно втулки 10 и приемной трубки 15. На дополнительной втулке 13 смонтирован ориентатор, выполненный в виде кольцевого сектора 17, наружный диаметр которого равен большему диаметру дополнительной втулки 13, а внутренняя поверхность образована спиральной поверхностью, имеющей вначале кольцевого сектора радиус, равный наибольшему радиусу конусной поверхности 14 дополнительной втулк
5в 24в 5/00 в"способ круглого продольного шлифования"специализированный проектный конструкторско-технологический институт по разработке и внедрению автоматизированных систем для оборудования с программным управлениемновиков федор васильевич
суворов евгений иванович
якимов алексей алексеевич
новиков григорий васильевич+5393404метноD oF RoUND LоNGIтUDINаL GRINDING13 310046 харьков, багратиона 613 310170 харьков, тимуровцев 25-97
13 310140 х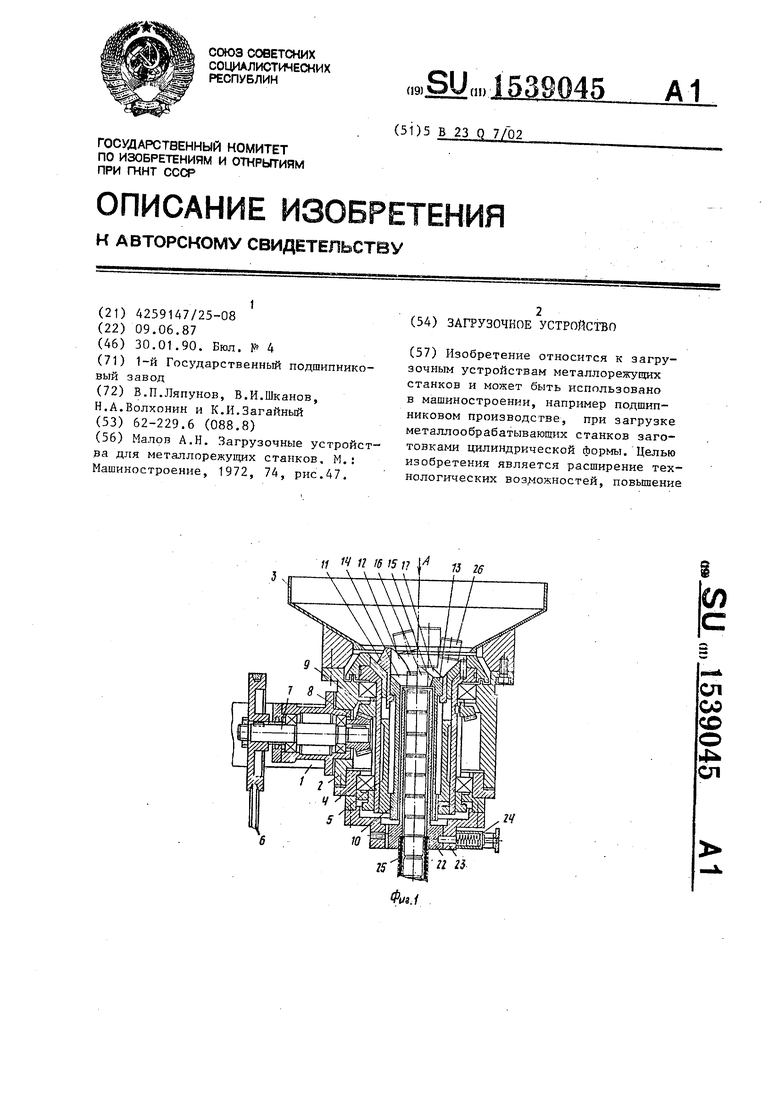
ренней поверхности 18 кольцевого сек-20 вращения и неподвижную приемную труб- тора сопряжено с конусной поверхностью 14 дополнительной втулки 13, а конец его ограничен точкой, лежащей на внутренней поверхности 18 и удаленной от оси втулки на расстоя25
ку, смонтированную соосно втулке под бункером, причем торцовые поверхности втулки и приемной трубки выполнены коническими, вершины которых направлены вовнутрь соответственно втулки и трубки, отличающееся тем, что, с целью расширения технологических возможностей, повышения производительности и надежности работы устройства, оно снабжено дополнительной втулкой с закрепленным на ее поверхности ориентатором, расположенной между приемной трубкой и основной втулкой соосно последним, а дополнительная втулка жестко связана с основной втулкой, ее торцовая поверхность выполнена в виде конуса, сопряженного с конусными поверхностями основной втулки и приемной трубки, причем ориентатор выполнен в виде кольцевого сектора, наружный диаметр которого равен большему диаметру дополнительной втулки, а внутренняя поверхность образована спиральние, равное радиусу приемной трубки. Винтовой срез 21 на верхней торцовой поверхности 19 в начале кольцевого сектора ограничен точкой, лежащей на наибольшей окружности дополнительной втулки, а в конце кольцевого сектора - отрезком прямой, лежащей горизонтально в радиальной плоскости на высоте, равной высоте ориентатора, между точками, совпадающими с наружной и внутренней поверхностями кольцевого сектора.
Приемная трубка 15 кольцевым выступом 22, расположенным на нижнем ее конце, крепится во фланце 23, смонтированном в корпусе 2, и стопорится, от проворота фиксатором 24, смонтированным на фланце 23. В кольцевой выступ 22 на резьбе ввинчивается трубчатый винтовой магазин 25, .- ной поверхностью, имеющей в начале
служащий транспортным органом для ориентированных заготовок 26.
Загрузочное устройство работает следующим образом.
В бункер 3 загружают цилиндрические заготовки 26. Включают привод вращения шпинделя 5. При одновременном вращении втулки 10 и дополнительной втулки 13, жестко связанных со шпинделем 5, спиралеобразный клиновой ворошитель 12 разрушает свод, образуемый заготовками 26, и одновременно перемещает часть их к центру вращения,
50
55
сектора радиус, равный наибольшему радиусу конусной поверхности допол нительной втулки, а в конце - ради су приемной втулки, при этом высот ориентатора над образующей наиболь шего радиуса конусной поверхности дополнительной втулки равна радиус приемной трубки, на верхней торцов поверхности и внутренней поверхнос кольцевого сектора выполнены винто вые срезы, начало одного из винтов срезов на внутренней поверхности с тора сопряжено с конусной поверхностью дополнительной втулки, а ко
вращения и неподвижную приемную труб-
ку, смонтированную соосно втулке под бункером, причем торцовые поверхности втулки и приемной трубки выполнены коническими, вершины которых направлены вовнутрь соответственно втулки и трубки, отличающееся тем, что, с целью расширения технологических возможностей, повышения производительности и надежности работы устройства, оно снабжено дополнительной втулкой с закрепленным на ее поверхности ориентатором, расположенной между приемной трубкой и основной втулкой соосно последним, а дополнительная втулка жестко связана с основной втулкой, ее торцовая поверхность выполнена в виде конуса, сопряженного с конусными поверхностями основной втулки и приемной трубки, причем ориентатор выполнен в виде кольцевого сектора, наружный диаметр которого равен большему диаметру дополнительной втулки, а внутренняя поверхность образована спираль0
5
сектора радиус, равный наибольшему радиусу конусной поверхности дополнительной втулки, а в конце - радиусу приемной втулки, при этом высота ориентатора над образующей наибольшего радиуса конусной поверхности дополнительной втулки равна радиусу приемной трубки, на верхней торцовой поверхности и внутренней поверхности кольцевого сектора выполнены винтовые срезы, начало одного из винтовьгх срезов на внутренней поверхности сектора сопряжено с конусной поверхностью дополнительной втулки, а конец его ограничен точкой, лежащей на внутренней спиральной поверхности и удаленной от оси втулки на расстоянии, равном радиусу приемной трубки, а другой винтовой срез на верхней торцовой поверхности в начале кольцевого сектора ограничен точкой, лежащей на наибольшей окружности
Вид А
дополнительной втулки, а в конце кольцевого ректора - отрезком прямой, лежащей горизонтально в радиальной плоскости на высоте, равной высоте ориентатора, и ограничен точками, совпадающими с наружной и внутренней поверхностями кольцевого сектора.
п
п
18
11
М
-13
| Малов А.Н | |||
| Загрузочные устройства для металлорежущих станков, М.: Машиностроение, 1972, 74, рис.47. |
