Изобретение относится к устройствам для подачи проволоки и может быть использовано в установках по переработке проволоки из бухт в отдельные детали, в частности в скобосшивных станках различного назначения, а наиболее целесообразная область его использования - скобо- сшивные станки для крепления проволочными скобами мягких настилов к пружинным блокам при изготовлении мягкой мебели.
Цель изобретения - повышение качества крепления мягких настилов к пружинным блокам за счет надежности подачи проволоки.
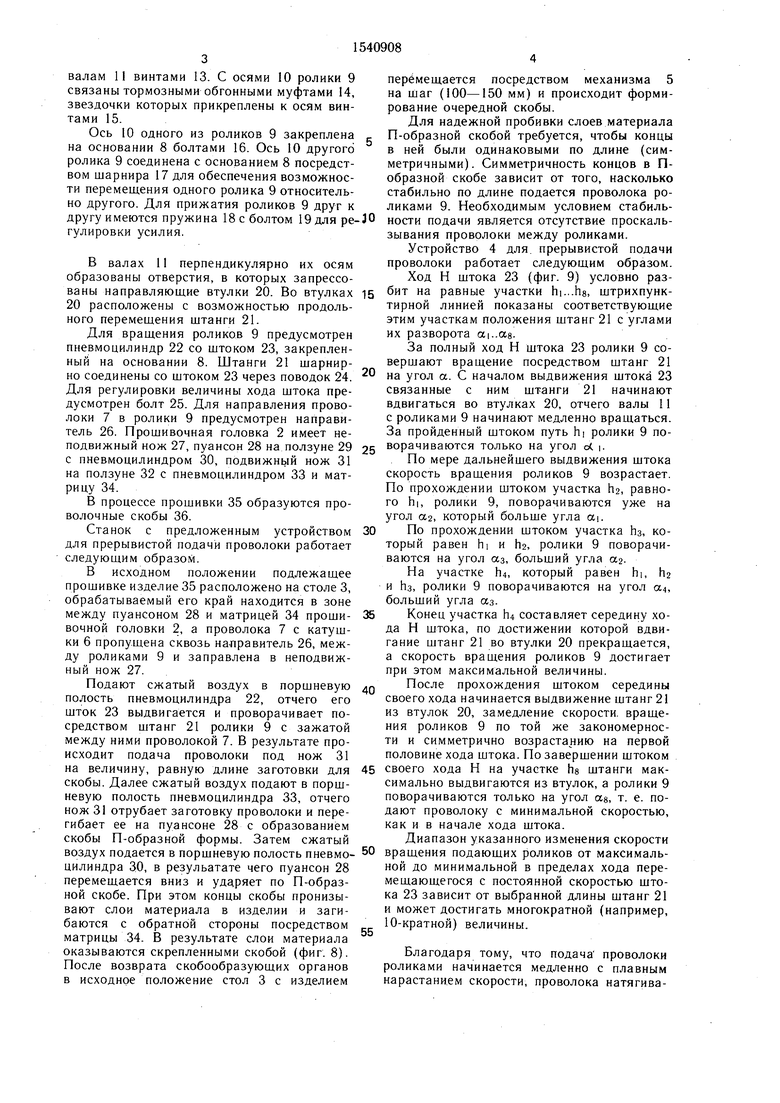
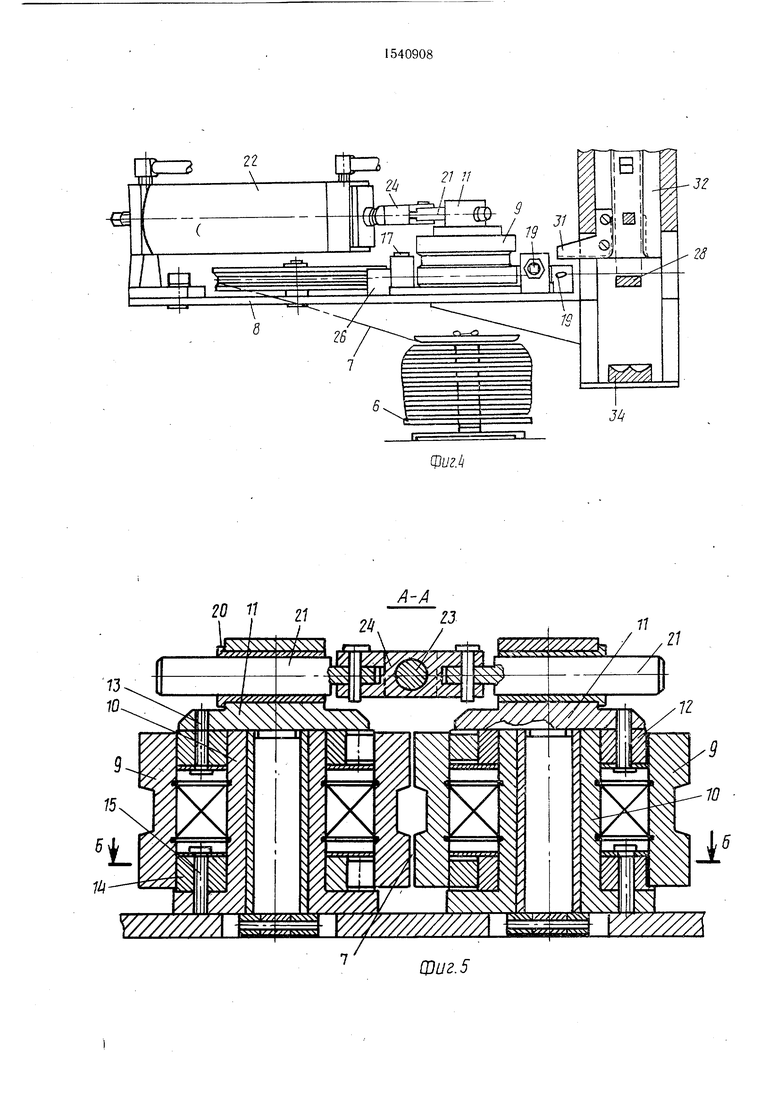
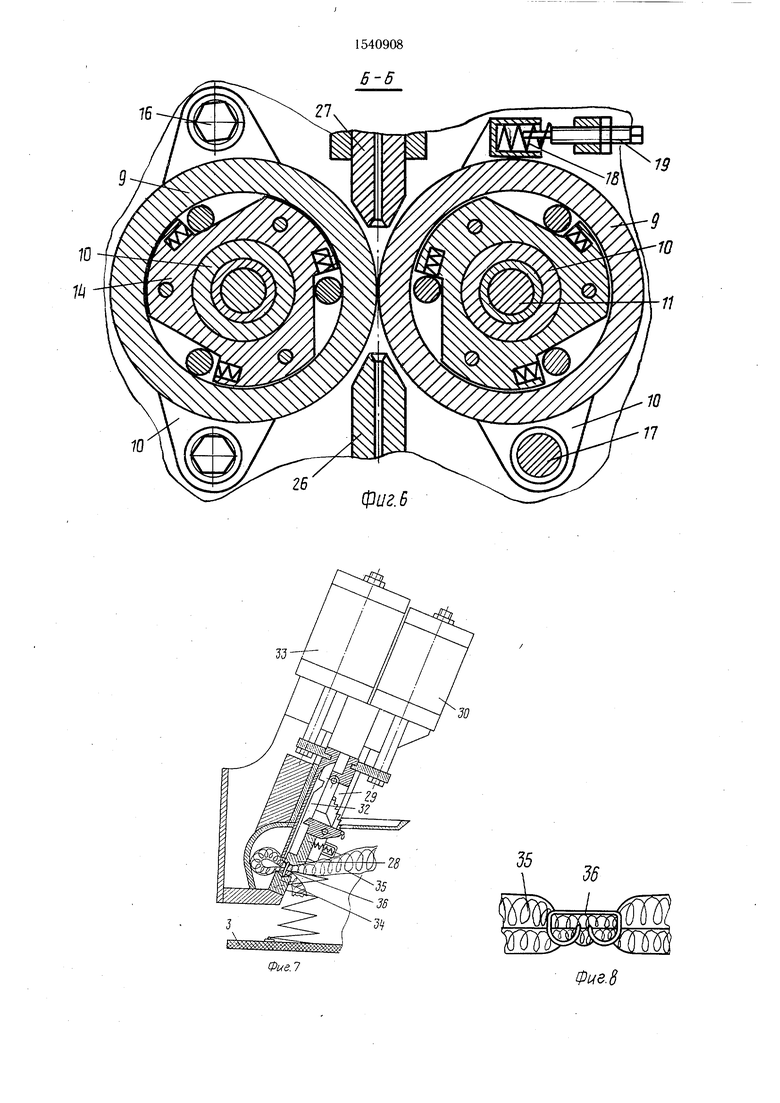
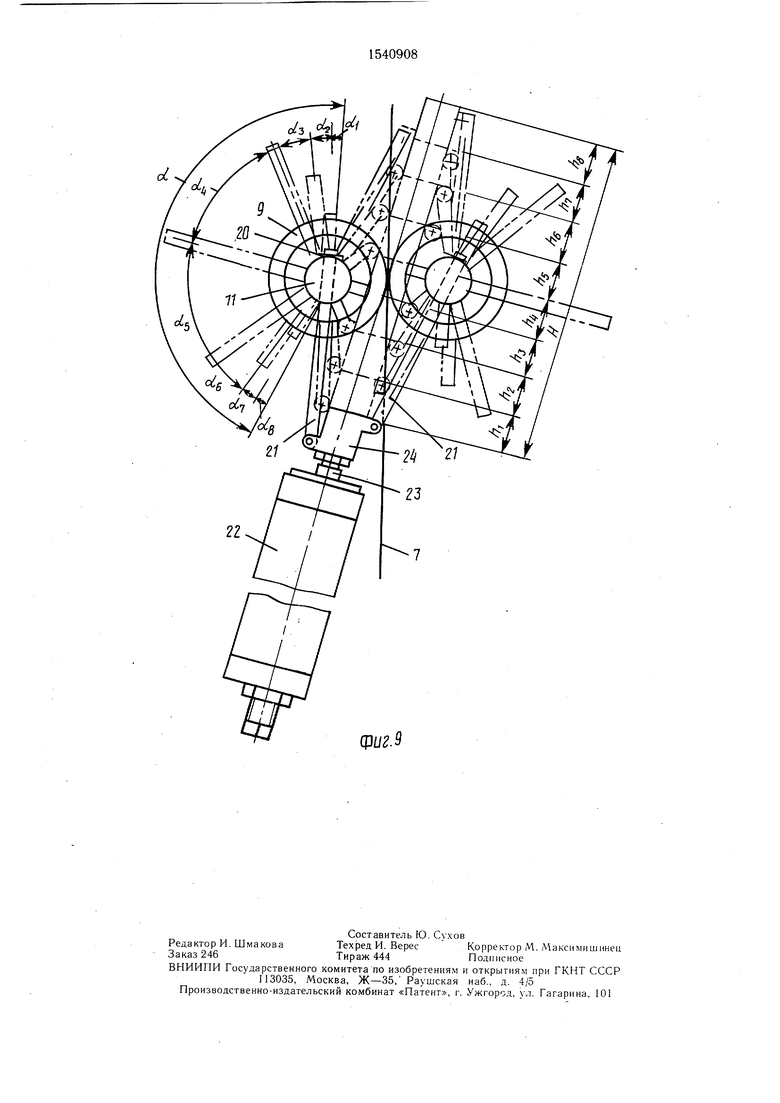
На фиг. 1 изображен скобосшивной станок, вид сбоку; на фиг. 2 - то же, вид сверху, на фиг. 3 - устройство для подачи проволоки, вид сверху; на фиг. 4 - то же, вид сбоку, на фиг. 5 - разрез А-А на фиг. 3; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - прошивочная головка в момент прошивки изделия с формированием скобы; на фиг. 8 - участок обрабатываемого изделия, прошитый скобой; на фиг. 9 - устройство для подачи проволоки (с поэтапным показом взаимодействия функциональных органов для прерывистой подачи проволоки).
Основными функциональными частями в станке являются станина 1, прошивочная головка 2, поворотный стол 3, устройство 4 для прерывистой подачи проволоки, приводной механизм 5, кинематически связанный со столом 3, и катушка 6 с проволокой 7.
Устройство 4 содержит смонтированные на основании 8 подающие ролики 9, расположенные на полых осях 10. В отверстиях осей 10 установлены с возможностью вращения валы 11. С роликами 9 валы 11 связаны посредством приводных обгонных муфт 12, звездочки которых прикреплены к
сл
4
О СО
о
00
валам 11 винтами 13. С осями 10 ролики 9 связаны тормозными обгонными муфтами 14, звездочки которых прикреплены к осям винтами 15.
Ось 10 одного из роликов 9 закреплена ,. на основании 8 болтами 16. Ось 10 другого ролика 9 соединена с основанием 8 посредством шарнира 17 для обеспечения возможности перемещения одного ролика 9 относительно другого. Для прижатия роликов 9 друг к
перемещается посредством механизма 5 на шаг (100-150 мм) и происходит формирование очередной скобы.
Для надежной пробивки слоев материала П-образной скобой требуется, чтобы концы в ней были одинаковыми по длине (симметричными). Симметричность концов в П- образной скобе зависит от того, насколько стабильно по длине подается проволока роликами 9. Необходимым условием стабильгулировки усилия.
другу имеются пружина 18 с болтом 19 для ре-JO ности подачи является отсутствие проскальзывания проволоки между роликами.
Устройство 4 для прерывистой подачи проволоки работает следующим образом.
Ход Н штока 23 (фиг. 9) условно разбит на равные участки hi...he, штрихпунк- тирной линией показаны соответствующие этим участкам положения штанг 21 с углами их разворота ai..asЗа полный ход Н штока 23 ролики 9 совершают вращение посредством штанг 21 20 на угол а. С началом выдвижения штока 23 связанные с ним штанги 21 начинают вдвигаться во втулках 20, отчего валы 11 с роликами 9 начинают медленно вращаться. За пройденный штоком путь hi ролики 9 поворачиваются только на угол о(. ь
По мере дальнейшего выдвижения штока скорость вращения роликов 9 возрастает. По прохождении штоком участка П2, равного hi, ролики 9, поворачиваются уже на угол а,2, который больше угла а..
По прохождении штоком участка hs, который равен hi и Ii2, ролики 9 поворачиваются на угол аз, больший угля а.
На участке h4, который равен hi, (12 и Ьз, ролики 9 поворачиваются на угол at, больший угла аз.
Конец участка hu составляет середину хода Н штока, по достижении которой вдвигание штанг 21 во втулки 20 прекращается, а скорость вращения роликов 9 достигает при этом максимальной величины.
После прохождения штоком середины своего хода начинается выдвижение штанг 21 из втулок 20, замедление скорости вращения роликов 9 по той же закономерности и симметрично возрастанию на первой половине хода штока. По завершении штоком 45 своего хода Н на участке he штанги максимально выдвигаются из втулок, а ролики 9 поворачиваются только на угол а, т. е. подают проволоку с минимальной скоростью, как и в начале хода штока.
Диапазон указанного изменения скорости
30
В валах 11 перпендикулярно их осям образованы отверстия, в которых запрессованы направляющие втулки 20. Во втулках 15 20 расположены с возможностью продольного перемещения штанги 21.
Для вращения роликов 9 предусмотрен пневмоцилиндр 22 со штоком 23, закрепленный на основании 8. Штанги 21 шарнир- но соединены со штоком 23 через поводок 24. Для регулировки величины хода штока предусмотрен болт 25. Для направления проволоки 7 в ролики 9 предусмотрен направи- тель 26. Прошивочная головка 2 имеет неподвижный нож 27, пуансон 28 на ползуне 29 25 с пневмоцилиндром 30, подвижный нож 31 на ползуне 32 с пневмоцилиндром 33 и матрицу 34.
В процессе прошивки 35 образуются проволочные скобы 36.
Станок с предложенным устройством для прерывистой подачи проволоки работает следующим образом.
В исходном положении подлежащее прошивке изделие 35 расположено на столе 3, обрабатываемый его край находится в зоне между пуансоном 28 и матрицей 34 прошивочной головки 2, а проволока 7 с катушки 6 пропущена сквозь на-правитель 26, между роликами 9 и заправлена в неподвижный нож 27.
Подают сжатый воздух в поршневую полость пневмоцилиндра 22, отчего его шток 23 выдвигается и проворачивает посредством штанг 21 ролики 9 с зажатой между ними проволокой 7. В результате происходит подача проволоки под нож 31 на величину, равную длине заготовки для скобы. Далее сжатый воздух подают в поршневую полость пневмоцилиндра 33, отчего нож 31 отрубает заготовку проволоки и перегибает ее на пуансоне 28 с образованием скобы П-образной формы. Затем сжатый
35
40
воздух подается в поршневую полость пневмо- 50 вращения подающих роликов от максимальцилиндра 30, в резульатате чего пуансон 28 перемещается вниз и уддряет по П-образной скобе. При этом концы скобы пронизывают слои материала в изделии и загибаются с обратной стороны посредством матрицы 34. В результате слои материала оказываются скрепленными скобой (фиг. 8). После возврата скобообразующих органов в исходное положение стол 3 с изделием
55
ной до минимальной в пределах хода перемещающегося с постоянной скоростью штока 23 зависит от выбранной длины штанг 21 и может достигать многократной (например, 10-кратной) величины.
Благодаря тому, что подача проволоки роликами начинается медленно с плавным нарастанием скорости, проволока натягиваперемещается посредством механизма 5 на шаг (100-150 мм) и происходит формирование очередной скобы.
Для надежной пробивки слоев материала П-образной скобой требуется, чтобы концы в ней были одинаковыми по длине (симметричными). Симметричность концов в П- образной скобе зависит от того, насколько стабильно по длине подается проволока роликами 9. Необходимым условием стабильности подачи является отсутствие проскальзывания проволоки между роликами.
вращения подающих роликов от максималь
ной до минимальной в пределах хода перемещающегося с постоянной скоростью штока 23 зависит от выбранной длины штанг 21 и может достигать многократной (например, 10-кратной) величины.
Благодаря тому, что подача проволоки роликами начинается медленно с плавным нарастанием скорости, проволока натягивается без рывка и начинает вращать катушку б с проволокой 7 с плавным разгоном. В результате устраняется проскальзывание проволоки между роликами, что повышает точность подачи.
Поскольку завершение подачи проволоки сопровождается плавным снижением скорости перемещения, то катушка с проволокой плавно замедляет свое вращение, вследствие чего предотвращается саморазматывание и запутывание проволоки.
Таким образом, предложенное техническое решение обеспечивает повышение надежности подачи проволоки.
Вследствие достижения в устройстве 4 подачи проволоки без проскальзывания между подающими роликами 9, кроме повышения надежности подачи проволоки, снижается интенсивность износа роликов, в результате чего увеличивается ресурс их работы.
0
5
0
Формула изобретения Устройство для прерывистой подачи проволоки преимущественно в скобосшиватель- ный станок для крепления проволочными скобами мягких настилов к пружинным блокам при изготовлении мягкой мебели, содержащее два подпружиненных один к другому подающих ролика, смонтированных на кинематически связанных приводных валах, средство для кинематической связи валов и привод, отличающееся тем, что, с целью повышения качества крепления мягких настилов к пружинным блокам за счет надежности подачи проволоки, привод роликов выполнен в виде силового цилиндра, ролики смонтированы на валах посредством приводных и тормозных обгонных муфт, а средство для кинематической связи роликов состоит из двух втулок, жестко закрепленных на валах роликов перпендикулярно их осям, и двух размещенных во втулках штанг, шарнирно соединенных со штоком силового цилиндра.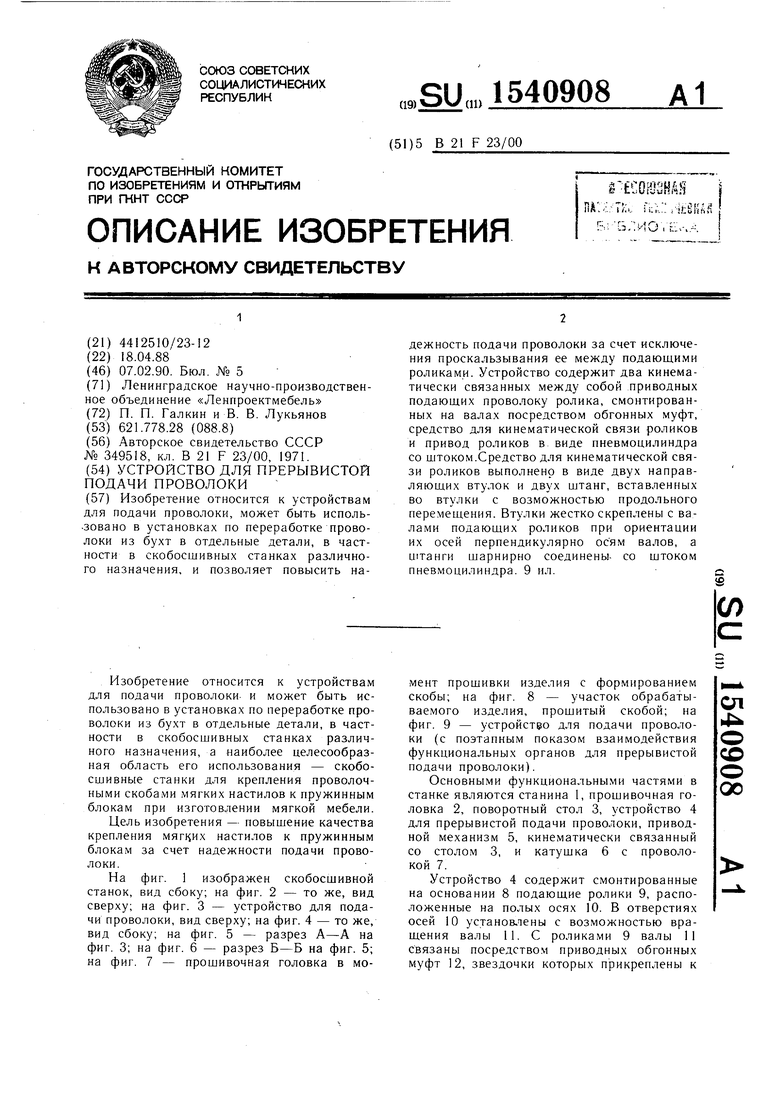
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СШИВАНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХяш,иков | 1969 |
|
SU251806A1 |
| вСЕГ.«ОЗЯАЯITIH : -< M.v«'Wa jiB6m*or»KAj!JbA.М. Кл. В 27f 7/06УДК 654.058.5(088.8)Авторы | 1973 |
|
SU399366A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Автомат для изготовления пружин кручения | 1987 |
|
SU1416249A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ НА МОНТАЖНЫЕ ПЛАТЫ | 1971 |
|
SU301885A1 |
| МЕХАНИЗМ ПРЕРЫВИСТОЙ ПОДАЧИ ПРОВОЛОКИ ОКОБОСШИВНОГО СТАНКА | 1969 |
|
SU245329A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ УГЛА НОВОРОТА | 1968 |
|
SU221647A1 |
| Устройство для дозированной подачи припоя | 1991 |
|
SU1821304A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
Изобретение относится к устройствам для подачи проволоки, может быть использовано в установках по переработке проволоки из бухт в отдельные детали, в частности в скобосшивных станках различного назначения, и позволяет повысить надежность подачи проволоки за счет исключения проскальзывания ее между подающими роликами. Устройство содержит два кинематически связанных между собой приводных подающих проволоку ролика, смонтированных на валах посредством обгонных муфт, средство для кинематической связи роликов и привод роликов в виде пневмоцилиндра со штоком. Средство для кинематической связи роликов выполнено в виде двух направляющих втулок и двух штанг, вставленных во втулки с возможностью продольного перемещения. Втулки жестко скреплены с валами подающих роликов при ориентации их осей перпендикулярно осям валов, а штанги шарнирно соединены со штоком пневмоцилиндра. 9 ил.
35
/
/
Фиг.1
25
Фиг. г
23
А-А
11
V&&& / /
Ц)иг.5
76
9
10
к
19
фиг. 6
30
Фие$
d
Фиг.9
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОВОЛОКИ | 0 |
|
SU349518A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
